


VL係列倒立式自動上下料車床代表EMAG集團全(quán)新的機床設計理念---模塊化結構機床。模塊化(huà)機床(chuáng)設計理念是EMAG在極(jí)為成功的倒(dǎo)立式自動上(shàng)下料係統的基礎上研發的又一技術結晶。在這一全新的理念中EMAG傾注了自己20多年來在(zài)機床開發和銷售中(zhōng)積累(lèi)的豐富經驗,是目前市場上最靈活的、也是最有(yǒu)效的一(yī)款生產係統。
通過(guò)模塊(kuài)化設計降低成本
模(mó)塊化設計的目的是以模塊化機床的形(xíng)式開發一個理(lǐ)想的(de)適合(hé)於(yú)大、中型批量加(jiā)工的係統。而緊湊型設計是所有模(mó)塊化機床的一個(gè)共同的基本特(tè)點。其(qí)小體積機身設計意味著(zhe)占地空間成本減少且機床布局靈活(例如,ChakuChaku 或緊密的直線(xiàn)排列)。同(tóng)時這種設計集成了自動化係(xì)統。每一種 VL 機床都具有一個 O 形自動化係統,用於輸送其左側的(de)工件。配合了自動上下料的主軸,這種理(lǐ)念的集成自動化可以保證加工的(de)節拍(pāi)更短,極大提高(gāo)了生產效率。同時設計也為機床操作人員做了考慮。例如:所有維護單元都(dōu)很(hěn)方便進入。所有這些單元(電氣、液壓、冷卻係統、冷卻潤滑劑和中央潤滑(huá)係統)可以在任何時間進入,從而機床的維修變得(dé)更加方便。如(rú)果(guǒ)我們總結一下模塊化機床理念,可以得出一個主要的結(jié)論 - 降低成本!由於使用相同的組(zǔ)件和出色的易接近性,降低(dī)了(le)維(wéi)護成本,由於設計緊湊減少了占地空間成本,集成自動化和較短的周(zhōu)期/閑置時間,使每個工件的成本降到最低。
VL 係 列產品 – 適合任何範圍的工(gōng)件類(lèi)型
VL 係列倒立式自動上(shàng)下料車床專門為生產精密盤類工件開發設計。VL 機床有四種機型,覆蓋加工的零部件範圍非常廣泛。最小型機床是 VL 2,專為直徑達 100 毫米的盤類工件設計。接下(xià)來是(shì) VL 4、VL 6 和 VL 8 機(jī)床,每種機(jī)床加工工件的規格依次可增加 100 毫米。這意味著,VL 係列產品覆蓋的工件直徑範圍可達(dá)到 400 毫米。
VL 係列機型都采用了可安裝 12 把(bǎ)(動力)刀具的刀塔(tǎ),用以(yǐ)加工盤類工件,確保了很短的旋轉(zhuǎn)時間(jiān),從(cóng)而極大地降低加工(gōng)節拍。此外,此類機床還可以在刀塔上配備一個 Y 軸,確保複雜幾何形狀工件的(de)加工(gōng)。因此機床的應(yīng)用領域非常廣泛。
質量標準
整個機(jī)床的設(shè)計理念是以加工出最高品質(zhì)工件為(wéi)基礎。機床床身采用具有減振功能的MINERALIT® 高級(jí)礦物料澆鑄(zhù)而成。 加上可自動上(shàng)下料的高性能主軸,能徹底消除夾緊誤差,確保了完美的加工質量。倒(dǎo)立式布局確保了機床良好的切屑排放,從而解決了讓操作人員傷透腦筋的切屑堆積問題。每種 VL 機(jī)床(chuáng)都可以選配加工區域以外的測量站,以便隨時進行質(zhì)量檢測。測量站安裝在加工區和上(shàng)下料單元之間。在輸送至上下料單元期間進行測(cè)量,從而極大地節省了時間。
用 VL 機(jī)床進行現代化的加工
EMAG VL 係列倒立式自動上下料車床是為了滿足全球市場不斷增長的各種需(xū)求(qiú)而設計的完(wán)美工(gōng)具。模塊化機床結合最新的製造技術與智(zhì)能設計,確保了每一款 VL 機床最大的生產力。無論您選擇 VL 2、VL 4、VL 6 還是 VL 8,每一款(kuǎn)機床都采用最新的技術,並以最低的成本加工出質量最好的(de)盤類工(gōng)件。什麽是現代(dài)化的加工?那就是倒立式加工!

圖1:VL 係列產(chǎn)品致力於高生(shēng)產率加工製造。此類機床的閑(xián)置時間已降低到最低。例如:VL 2 機(jī)床的屑對屑時間僅為 5 秒鍾。
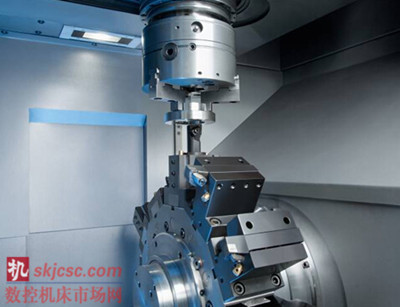
圖2:VL 2 的加工(gōng)區:配置 12 把車刀或可選 12 把鑽削或銑削刀具,能夠在一次裝夾中執行多種加工工藝。作為一個選項,該機床也(yě)可以配備一個 Y 軸。
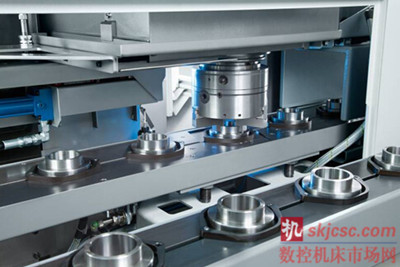
圖3:工件由一(yī)個“O”形自動化係統進行傳送。 VL 2 采用自動上下料主軸(zhóu)進行上下料。

圖4:VL 8 倒立式車削中心在加(jiā)工大(dà)型工件能力上,有一個巨大的飛躍,如卡車的(de)動力係統。

圖5:VL 8 的自動化係統:工件被輸送到安(ān)裝在(zài)傳送帶上(shàng)的柔性菱形框的(de)自動上下料單元,以盡量適(shì)應工件直徑,並使重複定位的變化達(dá)到最小(xiǎo)。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削(xuē)機床(chuáng)產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中走(zǒu)絲線切割機床的發展趨勢
- 國產數(shù)控(kòng)係統和(hé)數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機(jī)械老板做(zuò)了十多年,為何還是小作坊?
- 機械行業最(zuì)新自殺性營銷,害人害己!不倒閉才
- 製造業大(dà)逃亡
- 智能時(shí)代,少談點智造,多(duō)談點製造
- 現實麵前,國(guó)人沉默。製造(zào)業的騰飛,要從機床
- 一文搞懂數控(kòng)車床加工刀具補償(cháng)功能
- 車(chē)床鑽孔攻螺(luó)紋加工方法及工裝設計
- 傳(chuán)統鑽削與螺旋銑孔加工(gōng)工藝的區別