


開(kāi)發並開始銷售CNC外圓磨床GL5i
捷太格特JTEKT以穩定的加工精度及(jí)對設備信賴性的熱情的概念開(kāi)發了(le)CNC外(wài)圓磨床GL5i,並將於(yú)10月30日~11月4日在東京國際展覽中(zhōng)心召開的第27屆日本國(guó)際機床展(JIMTOF2014)上展(zhǎn)出(chū),開始銷售。
1.開發概要
近年來客戶對高精度高生產性能、操作性安全性的提高的要求越來越高(gāo),為了(le)響應需求開發出了繼GL4E、GL5Ⅲ的量產新機型。本機型不但擁(yōng)有高精度技術加工節拍縮短技術等,還是一(yī)款植入了量產設別(bié)所需的高開工率技術的外圓磨床。
2.設備(bèi)特點
①穩(wěn)定的尺寸精(jīng)度
・采用床身左右對稱構造,減少50%熱扭曲
・采用平均熱影響的最適(shì)合的冷卻液路徑及斷熱用絕緣罩,減少30%熱變形
・尺寸變化由φ5μ減少到φ3μ
②最快節拍提案
・ 采用世界最高(gāo)級別CNC裝置TOYOPUC-GC70、減少量儀測量部位、無需驅動工(gōng)具實現最快(kuài)的加工節拍。
③無需換型(xíng)
・配置自動頂尖距調整裝置,不需要進行工件(jiàn)長(zhǎng)短不同的換型
(該裝(zhuāng)置在過去17年間交貨業(yè)績達到1,400台,業界No.1)
・配置無需驅動工具的兩側驅動主(zhǔ)軸台,不需要進行直徑(jìng)大小(xiǎo)不(bú)同的換型(xíng)
(該主軸台在過去10年間交貨業績達到(dào)1,000台,業界No.1)
④消除切屑(xiè)難題
・選配規(guī)格中準備了高潔淨度(dù)冷卻液裝置,此裝置(zhì)可消除由於量儀裝置夾雜切屑造成的尺(chǐ)寸(cùn)不良(曆來80ppm→新機30ppm、※1ppm=1mg/L)
・延長水(shuǐ)箱(xiāng)換(huàn)水周期
・減少水箱清掃頻率(lǜ)
・消(xiāo)除工裝・配管內的切屑堆積
⑤安心・安全・簡單(提高了操作性・安全性(xìng)-TOYOPUC GC70 CNC裝置(zhì)-)
・CNC顯示⇔采用圖示,使不同語言國家(jiā)操作人員都明白
・操(cāo)作麵板8種語言對應(yīng)(英、中、德、法(fǎ)、意大利語、西班牙語、波蘭語(yǔ)、葡萄牙語)
・停電檢出功能使砂輪離開工件保護了(le)砂輪
・手動操作(zuò)時在砂輪與工件的幹涉領(lǐng)域會自動切換到低倍率,防止幹涉
・加工新工件時,幹涉領域內的(de)進給(gěi)速(sù)度會自動降低以支持調試等確(què)認作業
・手動操作時通過顯(xiǎn)示運行方向以防止操作方向發生錯誤
3.設備規格
| 項目 | 單位(wèi) | GL5i |
| 工作台上旋轉 | mm | φ320 |
| 頂尖距 | mm | 250/320/630 |
| 磨削直徑 | mm | φ0~φ220 |
| 砂(shā)輪(直徑×寬) | mm | φ510×MAX150(普通砂輪) |
| 砂輪(lún)線速度 | m/s | 45(普(pǔ)通砂(shā)輪) |
| 砂輪台最小設置單位 | mm | φ0.0001 |
| 砂輪軸電機 | kW | 5.5 |
| 設備尺寸 (長×寬) | mm | 3040×2877 (頂尖距320規(guī)格) |
4.銷售目標
一年 100台
5.銷售價(jià)格
1,750萬日元(GL5i-32)
6.交期
從2015年6月開始交貨
產品參展第27屆(jiè)日本國際機床展(zhǎn)(JIMTOF2014)")
臥式加工中心 e500H-GS高精(jīng)度化・高功(gōng)能化
捷太(tài)格特JTEKT實現了去年開發的e500H-GS更高精度化・更高功能化,並將於10月30日~11月4日在東京國際展覽中心(xīn)召開的第27屆日本國際機床展(JIMTOF2014)上展出。
我司傾盡全力進行刮削加工所需各項技術的研究(jiū)開(kāi)發,並很快實現了生產線上的量(liàng)產化。其技術(shù)有①刮削加工用低阻力刀具(jù)設計②高速高精度(dù)滾齒控製(TOYOPUC-MC70)③高速高剛性工件(jiàn)軸④刮削加工技術。且各項(xiàng)技術獨立成立(lì),皆可為客戶提供。
1.實現高精度化・高功能化的新技術
此次針對生產線上的加工需求(qiú),提高了模擬技(jì)術(shù)控製技(jì)術,實現了高精度化・高功能化齒輪加工。
①高精度(dù)化
(1)減少加工誤差的刀具位置補償
通過采用經過齒輪(lún)形狀模擬測試的刀具位置補償,提高(gāo)齒輪形(xíng)狀精度(加工誤差15μm→7μm)
(2)減少磨(mó)削阻力的刮削刀具設計技術(shù)
解析工件設備的剛性(xìng)及切削力(lì),設計低阻(zǔ)力高剛性的刀(dāo)具,
由此提高加工麵質量,減少1/2加(jiā)工時間
【加工麵(miàn)質量差異】
<市場一般刀具> <我司設計刀具>
②高功能化
改變加工中心程序(xù),通過(guò)軸進給、主軸旋轉(zhuǎn)及高速聯動,可完成刨床鑽床等專機無法加工的齒輪加工齒線加工,且皆能達到10μm以下(xià)的加工精(jīng)度。
(1)齒輪:能夠簡單製作鼓形齒輪加工
(2)齒線:可(kě)任意製作(zuò)拐角

2.e500H-GS主要特點
①通用加工中心齒輪加工工序集約
曆來工序:車削 → 滾齒 → 刨削 → 倒角 → 開孔
※每道工序需要一台設備
新工序 :車削 + 刮削(滾齒(chǐ)) + 倒角 +開孔
※ 從(cóng)車削(xuē)到(dào)滾齒開孔可用1台加工(gōng)中心替換
※ 一(yī)次裝夾完成(chéng)加工,加工精度穩定
②加工中心車削功能
通(tōng)過(guò)配置高速工(gōng)件軸,能實現加工中心的車削加工
③高線速(sù)度加工提高生產性能
能達到曆來加工切削速度的大約2~5倍速(sù)度(dù)的加(jiā)工,提高生產性能
④通過縮短(duǎn)不完全齒輪處,使客戶產品小型化輕量化
⑤自動編程功能
僅需輸入(rù)齒輪產品各數據、刀具(jù)各數據、切削條件各數據即能簡單地編程
3.銷售目標
一年(nián) 10台
4.銷售價格
6,500萬日元
臥式加工(gōng)中心 FH630SX-i追加(jiā)新功能
捷太格特JTEKT針對去年開發的(de)FH630SX-i新開發出以(yǐ)下2項(xiàng)新功能,並將於10
月30日(rì)~11月4日在東(dōng)京國際展覽中心召(zhào)開的第(dì)27屆日本國際機床(chuáng)展(JIMTOF2014)上
搭載展出。
1.即時熱變形補償功(gōng)能(néng)
1.開發(fā)背景
在各種金屬零件加(jiā)工中,由工廠內(nèi)溫度變化或者內部發熱等引起的設備熱變形會給加工精度(dù)帶來(lái)很大的影響。為此,客(kè)戶為了不影響加工精度(dù)通過實(shí)施暖機運轉或者空調使(shǐ)工廠內恒溫,同時當(dāng)影響到加工精度時進行手動修正或補償加工。此次開發的即時熱變形補償功能,通過設備本體及相應係統劃(huá)時代地減少了由熱變形造成的加工誤差,並解決困擾(rǎo)客戶的長時間加工時(shí)的加工精度變化,且(qiě)使即使在製造(zào)業全球化進程中提供安心穩定的設備成為可能。
2.即時熱變形補(bǔ)償功能概要
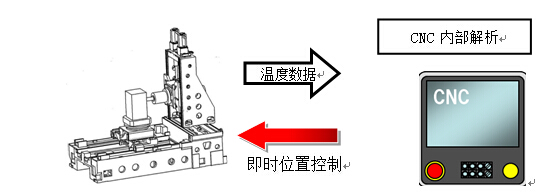
・開發我司獨有的高速演算程序,熱變形推算邏輯(jí),位置控製邏輯
・在設備各處實際溫度(dù)數據及3D模型的基礎上在CNC內部(bù)進行熱變(biàn)形解析
・即時算出加工處(chù)變形進行位(wèi)置控(kòng)製
・室溫發生20°變化時加工誤(wù)差保持(chí)在8.5μm以下(大約為市場的1/2)
3.即(jí)時熱(rè)變形補償(cháng)功能功效(xiào)
・即使在沒有空調的環境下也能達到穩定的加工精度(dù)
・長時(shí)間加工下的穩定加工精度
・無暖機(jī)運(yùn)轉也可開始進行加(jiā)工
4.低熱變形床身的(de)采用
・考慮(lǜ)到了活(huó)用CAE解析的立柱(zhù)處熱容量平衡的(de)最優化設計,
維持了長時間加工或(huò)者室溫劇(jù)烈(liè)變(biàn)化下的加工精度。
・與以往設備相比,減少了大約(yuē)30%設備整體Z軸方向的變形(室(shì)溫變化20°時)
2.對話型編程程序『 TAPROS-i』
1.開發背景
加工中心的NC程序製作(zuò)是在圖紙(zhǐ)的(de)基礎上使用編(biān)程語(yǔ)言製成的。
程序製作時,需要設置(zhì)加工相關的刀(dāo)具信息,刀具轉數,進給速度等(děng)加(jiā)工條件所以需要(yào)一定的耗時。另外由於製作人員水平(píng)的差異會有加工程序內容不同的問題產生。此(cǐ)次開發的對話型編程程序TAPROS-I是以誰都能通過簡易的操作簡單地製作高質(zhì)量加(jiā)工程序的對話型編程為理念,以劃時代地(dì)提高NC編程效率為目開發出來(lái)的。
2.TAPROS-i特點
①操作指南功能
・基本上5步
通過(guò)以下5步可簡單地製作程序。

・可視性・操作性的提高
在操作(zuò)畫麵上通過顏色指(zhǐ)示下一步動作,操作指(zhǐ)示指南信息的顯示,
對象項目的顏色顯示實現簡單易懂的操作(zuò)。
②指南圖輔助功能
在工序設(shè)置畫(huà)麵處顯示指南圖,可通過(guò)直覺操作進行設置
③使用刀具・切削條(tiáo)件自動選擇功能
・刀具自動選擇
數據設置後(hòu),選擇自動化的即(jí)可自動選(xuǎn)擇出符合條件的刀具
・切削條件自動選擇
通過工件材質信息數據庫自動選擇適合使用刀具(jù)的最適合切削條件
・生產輔助功能(刀具檢查功(gōng)能) 【我司獨有】
與刀具管理係統PO輔助功能一起,有(yǒu)通知刀具不足的功能(néng)
通過檢查所選刀具(jù)壽命狀(zhuàng)態,使加工開始前(qián)進行換刀成(chéng)為可能
④效率化(huà)程(chéng)序自動生成功能(縮短加工節拍功能【我司獨有(yǒu)】)
自動生成縮短加工時間・非加工(gōng)時間的程序
・主軸預備與軸移動同時動作程序
・最少ATC數程序
・AC功能※指令(lìng)程序
※AC功(gōng)能:觀察主(zhǔ)軸(zhóu)負荷以控製進給速度(dù)的功能
⑤編程(chéng)功能
自動生成的NC程序以G代碼(mǎ)形式顯示出來,所以客戶能夠根(gēn)據自己的技術任意地追加編輯
3.係統構成(chéng) (①項隻有新機可搭載)
①on machine type:可在設(shè)備的操作(zuò)畫麵進行編程,編程後即可進行加工
②on machine type:可用筆(bǐ)記本進行多台設備(bèi)的編程
3.銷售目標 、銷售(shòu)價格(gé)
1.銷售目標
一年 120台(tái)
2.銷售價格
4,950萬日元
(FH630SX-i標準本體+即時熱變形補償功(gōng)能+TAPROS-i on machine type)
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬(shǔ)切削機(jī)床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據(jù)