


在鏜床上安裝立銑刀的(de)方法
2012-9-13 來(lái)源: 作者:
在鏜床上進行銑削加工比(bǐ)較費事,其(qí)原(yuán)因是銑刀裝夾方麵的困難。因為鏜床主軸是實心的,不能(néng)像銑床那樣可用長螺栓從主軸孔中穿過拉緊刀具。如果刀具在主軸安裝不可靠,在切削過程中刀具受切削力和切削中的振動,使刀具從主軸(zhóu)孔中鬆(sōng)動或脫出,不僅使刀具損壞,而且還會使工件成(chéng)為廢品。下麵介紹兩種立銑刀在(zài)鏜床主軸上的安裝方法。
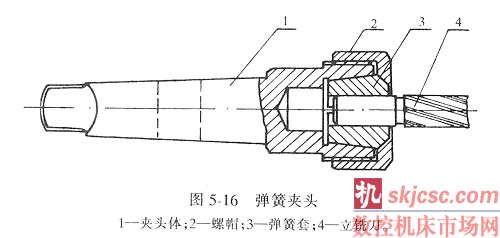
圖5—16所示是裝夾圓柱柄立銑刀的夾頭。使用時,根據銑刀圓柱柄直(zhí)徑的大小(xiǎo),選(xuǎn)擇不同內(nèi)徑的彈簧套3,用螺帽2夾緊在夾頭體上,再將夾頭體插入在鏜(táng)床主軸錐孔內,並用扁銷鎖緊。這種彈簧套式立銑刀(dāo)夾頭,可以在(zài)配相應內徑的彈簧套的(de)情況下,安裝不同直(zhí)徑的圓柱柄(bǐng)立(lì)銑刀。它的(de)優點是結構簡(jiǎn)單,裝夾牢固,換刀方便迅(xùn)速,應用普遍。
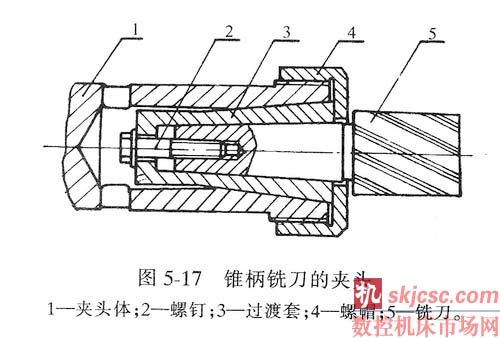
圖5—17所示的圓錐柄立(lì)銑夾頭,它是由螺帽4壓緊(jǐn)7:24的(de)過渡套3的工具。根據(jù)銑刀錐柄(bǐng)尺寸的大(dà)小。一方麵可(kě)以用莫氏套在中間過渡,或者更(gèng)換內(nèi)孔為不同號數的錐度為7:24過渡套。
銑刀錐柄裝緊在(zài)過渡套內,用螺釘2拉緊。夾頭體後麵的錐柄插入(rù)鏜床主軸錐孔中,也同樣用扁銷鎖緊在主軸上。過渡套3外麵的錐度是(shì)7:24,由於錐度大(dà),自鎖能力差,便於裝卸(xiè)。
投稿箱:
如(rú)果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多(duō)

行業(yè)數據
| 更多
- 2024年11月 金屬切(qiē)削機床(chuáng)產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本(běn)型乘用車(轎車)產(chǎn)量(liàng)數(shù)據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金(jīn)屬切削(xuē)機床產量數據
- 2024年10月 金屬切(qiē)削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據