


無心磨床自動化上下料係統設計(jì)
2022-6-14 來源: 眉山職業(yè)技術學院 作者:林(lín)建兵
摘要: 針(zhēn)對無心磨床的工作原理與加工特點,設計一種自動化(huà)上(shàng)下料裝置,運用 PLC 控製技術(shù)對係統中供料裝置、出(chū)料裝置、傳輸機構等各部分運動狀態及工作程序進(jìn)行精準控製(zhì)來實現(xiàn)產品(pǐn)從供(gòng)料(liào)到(dào)取件(jiàn)的自動(dòng)化、連續性生產,通過驗證,該係統(tǒng)設計方案穩定可靠,為此類機(jī)床加工過程的自動化改造升級提供了一種有(yǒu)效的途徑與方(fāng)法。
關(guān)鍵詞: 無心(xīn)磨床(chuáng); 上下料係統; 自動化
0 引言
無心外圓(yuán)磨床適於磨削細長圓柱(zhù)形、短軸類和套類等工(gōng)件,磨削精(jīng)度和生產效率高,應用較為普遍。但一些老舊式磨床因未配備自動上下料裝置,在生產中采取人工供料及取件,此模式(shì)在反複操作時(shí)易出現(xiàn)安全(quán)事故,存在安全隱患,基於機床結構及生產特點增設配套的自動(dòng)化上下料係統可有效規避此類問(wèn)題,同時還可一定程度提高生產(chǎn)效率與產品的(de)穩定性,提升企業自動化水平,是一種(zhǒng)切合實際且經濟有效的改造方案。
筆者提出如何在不改變無心磨床生產條件與環境的前提下(xià)增設一種自動化上下料係統來實現(xiàn)產品的自動化、連(lián)續性生產的加工方案,對規避人工操作的安全隱患,提升中小微(wēi)企業自動(dòng)化、智能化升級具有現實意義與(yǔ)實際價值。
1、磨床工作原(yuán)理與現存問題
無心磨床工作的核心部件(jiàn)由兩個砂輪和底部托板構成(chéng),兩個砂輪(lún)中的一個為引導輪,另一個(gè)為磨削輪(lún),工件置於兩輪(lún)之間,導輪帶動工件單向轉動,磨削輪實施磨削加工,底部托板對工件實現支(zhī)撐,三者協作完成表麵磨削,加工過程一般為連續進(jìn)行(háng),加工原理(lǐ)如圖 1 所示。
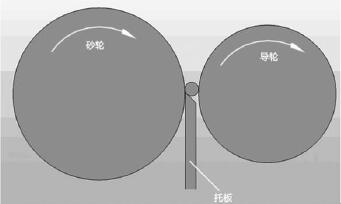
圖 1 無心磨床工作原理簡圖
老舊(jiù)磨床由於無配套自動化供取裝置(zhì),工件更換時(shí)需由人工進行更(gèng)換操作,長此以往易出現安全事故,雖然目前一些磨床的(de)設備商不斷投入研(yán)發自動化供(gòng)料裝置,並將其集成在設備中整體出售,但此類設備價格昂貴,中(zhōng)小企業負擔困難,加之以整體更換老舊磨床成本較高,因此(cǐ)考慮在現有基礎上改造並加裝自動化(huà)上下料裝置則更為現實,具有較好的可行性(xìng)與操作性。
2、改造思路與基本結構
基(jī)於無心磨床的工作特點(diǎn),擬設計一種自動化上下料(liào)係統配合現有機(jī)床實(shí)現全自(zì)動供(gòng)料與取件,同時實(shí)現連續性生產,一定程度提高生產效率與產品穩定性。基本的設計思路為: 基於機床布局增設自動化供料與取件裝置代替人工更換工件(jiàn),充分融合自動傳(chuán)輸、機械手及伺服、控(kòng)製係統完成原料供給與產品傳輸,整體布(bù)局如圖 2 所示,在原有機床的基礎(chǔ)上(shàng),增設自動化上下料係統,建立序列化工作程序,確保加工過程連續並一(yī)定程度提高生(shēng)產效率,整個係統由供料裝置、傳(chuán)輸機構、上下料裝置、自動出料裝置及輔助係統等部分組成,在各類支撐機(jī)構及輔助裝置的配合下,各部件緊密配合、銜接有序,確保(bǎo)磨床連續高(gāo)效工作,工(gōng)作原(yuán)理及工作過程簡介如(rú)下。
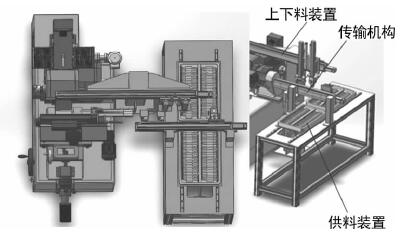
圖 2 係統布局圖(tú)
2.1 供料裝置(zhì)
供料裝置由供料台、儲(chǔ)料盤、過渡定(dìng)位裝置、供料機械手及導(dǎo)軌等結構組成,如圖 3 所示,在機床(chuáng)合適位置放置中空結構的供(gòng)料(liào)台,設(shè) 2 兩個儲料盤分裝半(bàn)成品與成品,盤內設計(jì)定位結構確定產品的排列方式與(yǔ)間距,儲(chǔ)料盤通過導滑槽(cáo)連接,約束運動路線,底部驅動電(diàn)機控製(zhì)運動(dòng)狀態,配合機械手執行(háng)抓取動作,機械手通過直線導軌在供(gòng)料台上方水平運動,將(jiāng)半成品運送至過渡定(dìng)位裝置並回收成品。
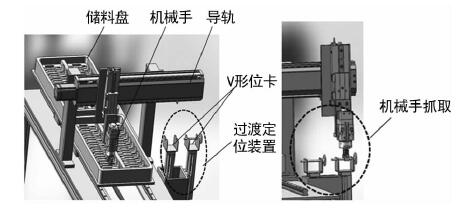
圖 3 供料裝置及抓取狀態
過渡裝置(zhì)主要由兩個活動氣缸及和 V 形(xíng)定位卡片組成,定(dìng)位卡縱向位置可由(yóu)氣缸帶動上下調整,用於放置半成品與成品,實現產品的準確供給(gěi)與回收,如圖 3 所示供料機械手正(zhèng)在(zài)進行抓取狀態。
2.2 傳輸機構
傳(chuán)輸機構由固定(dìng)柱、直線(xiàn)導軌、滾珠絲杆、夾取(qǔ)軸、上下料機械手及驅動電機等輔助機構組成,如圖4 所示,在供料裝置與機床間設置固定柱,在適(shì)宜(yí)高度設置導軌與 X 伺服軸控製夾取軸和(hé)機械手橫向運動,夾取機械手在伺(sì)服電機驅動(dòng)下可沿夾(jiá)取軸上下升降,取件時,兩個夾取機(jī)械手下降到指定位置,機械手一將從過渡定位裝置取來的半成品件(jiàn)放入磨床的砂(shā)輪間執行磨(mó)削加工,另一機械手取出自動出料裝置中的成品件運回至過渡定位裝置 V 形定位卡中等待回收,完成一個周(zhōu)期傳輸,如此反複(fù),實現連續工作。
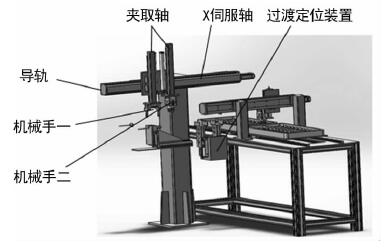
圖 4 傳輸機構部件圖
2.3 自動(dòng)出料裝置
自動出料裝置主要用於將加工好的成品取出,該裝置主要(yào)由具有定位卡槽塊結構的夾具和氣缸組成,如圖 5 所(suǒ)示,出料裝置可在活動氣缸的帶動下實現水平和上下運動,產品加工完成時,出料(liào)裝置在水(shuǐ)平氣(qì)缸的帶動下橫向右移動至機床砂(shā)輪位置下方並確保定位卡槽(cáo)位置與成品大端麵對齊,上下氣缸推動裝置上(shàng)移執(zhí)行托舉動(dòng)作(zuò)並取出(chū)砂輪間的成品件(jiàn)後退回至(zhì)原待機(jī)位置,待上(shàng)下料機械手來夾取並運回至過渡定位裝(zhuāng)置,實現(xiàn)產品的自(zì)動出料與傳輸。
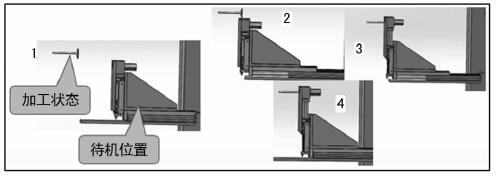
圖 5 出料(liào)裝置工(gōng)作示意圖
1.加(jiā)工(gōng)狀態 2.出(chū)料裝置前進取(qǔ)件 3.出料裝置回退(tuì)4.返回至待機位(wèi)置
2.4 工作流程(chéng)概述
整個自動化係統的改造以原機床(chuáng)設備及工作場地為(wéi)基(jī)礎,定點增設自動化供料裝置與出料裝置,配備相應動力裝置、抓取機械手、傳輸機構,各部分裝置在控製係統的操(cāo)控下有序銜接並執行工序動(dòng)作(zuò),完成從毛坯件送達到(dào)成品(pǐn)回收的一係列操作,工作過程基於 PLC 程序控製,工作流程如圖 6 所示。
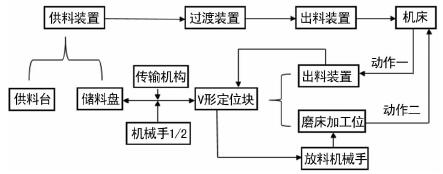
圖 6 實施流程圖
待加工(gōng)毛坯件從供料裝置的儲(chǔ)料盤中出發,由機械手傳輸至過渡裝置的 V 形定位卡中,由下一工序機(jī)械手抓取送至磨床加工位上方進入待機狀態,待出料裝置將上一(yī)周期(qī)成品件從機(jī)床取出複位後(hòu),將毛坯件放入磨削輪中(zhōng)實施加工,取出後的成品件再由機(jī)械手抓取經傳輸機(jī)構返(fǎn)運至過渡裝置以及(jí)儲料盤進行回收,如(rú)此反(fǎn)複(fù),實現連續性生產。
3、係統特色與優勢
(1) 生產效率明顯(xiǎn)提(tí)升。供料與取件均采用雙(shuāng)機械手(shǒu),可實現(xiàn)取放料的同時進行,縮短周期,係統各部(bù)分緊密配合可實現連續性生產,較大幅提高了生產效率。
(2) 係(xì)統實現全監控。各部分(fèn)機構均安裝(zhuāng)了檢測裝置(zhì),全程監控係統的運(yùn)行狀態,便(biàn)於過程控製與監(jiān)管。
(3) 操控方便。係統運行基於 PLC 控製,觸摸屏操作,方(fāng)便直觀(guān)、便於操(cāo)作。
(4) 標準件占比高。係統機械手、傳輸裝置、監(jiān)控及控製器等均使(shǐ)用用標準件,標準件占(zhàn)比高達70%,方便係統安裝及後(hòu)期維護。
(5) 生產環境改動小。係統安裝一(yī)般基於原生(shēng)產(chǎn)條件,無需進行設備(bèi)移動及場地更換,節約成本的同(tóng)時,縮短改造周期。
(6) 具有柔性化特點。係統設計(jì)適(shì)用於各類尺寸軸類零件外圓磨削加(jiā)工,可通過變換(huàn)過渡裝置定位卡和出料裝置相關尺寸即可變(biàn)換產品。
4、結語
智能(néng)製造(zào)的核心要素是(shì)生(shēng)產過程自(zì)動(dòng)化。在製造過程的各(gè)個環節廣泛應用智能控製及自動化技術,是加快製造業發展方式轉變,促進工(gōng)業向(xiàng)中高端邁進、建設製造強國的重要舉措,中小微企業占比(bǐ)大(dà),進程慢,迫切需要進行數字(zì)化、自動化改造升級,上述設計方案是一種投(tóu)資小、見效快(kuài)的解決(jué)路徑,有(yǒu)一定的參考與借鑒意義。
投稿箱:
如果您有機(jī)床行業、企業相關新聞稿(gǎo)件發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿(gǎo)件發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床(chuáng)產量(liàng)數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源(yuán)汽(qì)車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據