


軋輥磨(mó)床(chuáng)的數控化應用技術
2021-2-18 來源: 貴陽險峰機床有限責任公司 作者(zhě):苟大維,徐新力,秦東,龍合昌
摘要:軋輥(gǔn)磨床是一種金屬切削機床,廣泛應用於鋼鐵、有色、造紙等行業,隨著(zhe)各行各業製造工藝要求都不斷提高,軋輥磨床的磨削修複難度較大,加工複雜度較高,對軋輥磨床提出了更(gèng)高的數(shù)控化要求。選取西門子公司 SINUMERIK 840D sl數控係(xì)統為平台,以 MK8463 軋輥磨床為研究對象,介(jiè)紹了數控軋輥磨床的係統配置、工作原理、硬件(jiàn)設計以及功能特點等。
關鍵詞:軋(zhá)輥磨床;數控化改造;技術(shù)應用
0 引 言
隨著我(wǒ)國經濟社會的快速發展和科技水平的不斷提升,工業化進程不斷加快,軋輥磨床作(zuò)為滿(mǎn)足特殊工藝要(yào)求的重要工業生產設備,廣泛應用於鋼鐵產業、有色金屬冶煉產業、造紙(zhǐ)印刷產業(yè)等(děng)諸多工業的生產過程。然而,在實際加工的過程中,高(gāo)溫氧化、機(jī)械磨損等諸多原因往往會造成軋輥磨床幾何精度(dù)有所下降(jiàng),需要周期性地對軋輥磨床的運行進行科學修複,最大限度地避免軋輥磨床在磨削軋輥時的精(jīng)度和磨削效率下降而引起的軋輥磨床生產(chǎn)質量和工藝效率的降低。但是,在軋輥磨床中高磨削、中凹磨削以及錐度磨削等重要(yào)部件(jiàn)所涉(shè)及的機械結構較為複(fù)雜,零部件較多,軋製工藝所要求的軋輥輥麵母線曲(qǔ)線(xiàn)加工難度較大,工業生產誤差難以控(kòng)製。在此背景下,選取 SINUMERIK 840D sl 數控係統作為平(píng)台,以貴陽險峰機床有限責任公司生產的 MK8463軋(zhá)輥磨床為研究對(duì)象,對軋輥磨床進行全新的數(shù)控(kòng)化設計,不斷(duàn)提升(shēng)軋輥磨床應用效(xiào)率。
1、軋(zhá)輥磨床概述
軋輥磨(mó)床是鋼鐵產業生產線的重要配套(tào)設備(bèi),其磨削精(jīng)度、磨削效率的高低會在極大程度上(shàng)直接影響鋼(gāng)材生產過程軋輥質量和實際(jì)生產效(xiào)率。在實際軋製鋼板的過程中,高溫(wēn)氧化或機械磨損等諸多(duō)原因往往造成軋輥輥麵麵積減(jiǎn)小、軋製精度下降,因此(cǐ),鋼材生產工作人員需要定時定期對軋輥輥麵進行磨削修複。與(yǔ)此同時,軋機工(gōng)作輥和(hé)支撐輥(gǔn)輥麵還需要按(àn)照一(yī)定(dìng)排列方式(shì)實現耦合匹配,因此,在軋輥磨床的磨削軋輥的工作過程中,軋輥磨床(chuáng)數字控製係統根據軋(zhá)輥麵母線的數學模型,計算出砂輪在多種負荷運動條件下對輥麵金屬的磨削程(chéng)度有較大影響,從而根據該磨削程度(dù)對軋輥輥麵進行科學修複(fù)。軋輥磨床(chuáng)在線測量係統主要將測(cè)量數據(jù)實時反饋給軋輥磨床控製係統,由控製係統對軋輥磨床機床發出對應的閉環控製指(zhǐ)令(lìng),實現對整個軋(zhá)機生產(chǎn)過(guò)程的精密管理和科學控製,圖 1 即為軋輥磨床電控係統連接示意(yì)圖。
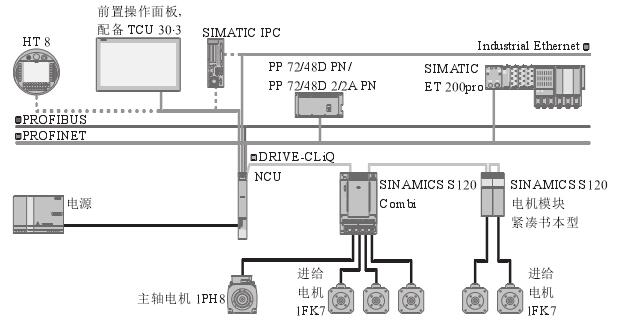
圖 1 軋輥磨床電控係統連接示意圖
通常情況下,軋輥磨床的結構形式主要包括工作台移動結構形式和砂(shā)輪架移(yí)動結構形式等兩大類。當軋輥磨床的被打磨(mó)工件實際直徑(jìng)小於 630 mm 時(shí),可采用工作台移動結構模式布置軋輥磨床;而當被磨工件的實際直徑大約 630 mm時,則應該采用砂輪(lún)架移動結構形式布置軋輥磨床。同時,在軋輥磨床結(jié)構上,還應配(pèi)置(zhì)相應的車削拖(tuō)板等特殊零部件,保證軋輥磨床前導工(gōng)序的順利加工。在(zài)軋輥(gǔn)磨床和其他磨床的機械結構對比方(fāng)麵,軋輥磨床的顯著特點是擁(yōng)有(yǒu)中高機構,軋輥磨床的輪廓曲線是借助(zhù)磨床中高(gāo)機構實現的。目前,在國外的(de)軋輥磨床中,中(zhōng)高機構采用各種各樣的結構形(xíng)式,凸輪杠杆結構形式的實際使用範圍最廣。但與此同時,盡管軋輥磨床機(jī)械結構中的(de)中高結構能夠有效滿足(zú)軋輥磨床軋(zhá)輥輪廓的精度(dù)要求,但中高機構的實(shí)際構造較為(wéi)複雜,傳動(dòng)鏈較長,整個工藝(yì)調整過程較為麻煩,且軋輥磨床砂輪架大(dà)多為三層架構形式,實際剛性較差,因此,國外部分軋輥磨床(chuáng)也采用 CNC 設備對其中高機構進行改(gǎi)良優化(huà)。
2、軋輥磨床的數控化改造技術
2.1 係統組成與工作(zuò)原理
通常情況下,軋輥磨床大(dà)多為金屬切(qiē)削機床,主要由床身、頭架、尾架、中(zhōng)心(xīn)架、磨頭、電氣數控係統等(děng)重要部分組成,可以進一步將其劃分為承載(zǎi)係統、驅動係統、磨削係統和控製係統等四大子係統。在(zài)軋輥磨床的(de)工業生產過程中,頭架、尾架(jià)和中心架支(zhī)撐軋輥(gǔn)磨(mó)床工件,由頭架實現相應的驅動旋轉功能,數控係統則進一步根據軋輥磨床軋輥表麵母線的數學模型和參數信息控(kòng)製軋輥機床(chuáng)做多軸複合運動(dòng),進而在軋輥磨床實際(jì)生產運動過(guò)程中實現砂輪對軋輥表麵的磨削控製。
為了實現對軋輥磨床的數控化精確控製,依托於軋輥表麵輪廓曲線相關原理及其參數信息,對數控(kòng)係統的 Z 軸、X軸、砂輪和工件轉動進行管理,滿足軋輥磨床(chuáng)工作精度要求。但是,由於軋輥磨床工業生產過程中(zhōng)的軋輥輪廓曲線變化(huà)幅度(dù)較大,橫(héng)向(xiàng)精度(dù)要求較高,因此,在 X 軸方向必須(xū)建立閉(bì)環係統控製軋輥磨床運動軌跡,彌補數控(kòng)係統中對測量絲杠的誤差。在軋輥磨床的磨(mó)削(xuē)過程中,由於砂(shā)輪磨損程度隨著砂(shā)輪材質的變化(huà)和工件材(cái)質的變化(huà)有(yǒu)所區別,數控(kòng)係統並不能保證砂輪切削量的固定不變,故而會(huì)在(zài)一定程度上(shàng)降低軋輥磨床砂輪生產效率。此外(wài),軋輥磨床剛度較(jiào)低,甚至受周圍環境影響較大,係統的不穩(wěn)定會造(zào)成軋輥磨床在 Z 軸方向的爬行。因此,為(wéi)了克服上(shàng)述軋(zhá)輥磨(mó)床工業生產缺陷,需單獨控(kòng)製軋輥係統中的 Z 軸和 X 軸,利用數控係統能控製Z 軸、X 軸以及砂輪、工件的精確化轉動,以在 X 軸方向建立閉(bì)環係統的(de)方式不斷提升軋輥磨床 X 軸方向的運動(dòng)精度。
2.2 硬件設計
根據上述分析及(jí)軋輥磨床設計理論(lùn),在對(duì)軋輥磨床進行數據化改造過程中,選擇西門子(zǐ) 840D s1 係統一套,鍵盤、機床操作(zuò)麵板(bǎn)接口模塊、機床操作麵板、單軸交流伺(sì)服控製和驅動(dòng)等(děng)各一套,可編程控製器接口模塊和全數字式直流調速裝置(zhì)各兩套,軋輥磨床縱向運動軸、橫(héng)向運動軸(zhóu)、中高機構(gòu)偏心運動軸和中(zhōng)凹機構偏心運(yùn)動軸(zhóu)等運動軸的(de)交流伺服電(diàn)機三個,更包(bāo)括工件砂(shā)輪拖動電機、電子手輪(lún)和電源等諸多設備。
2.3 功能特點
在軋輥磨(mó)床輔以(yǐ)西門子公司 840D s1 數控係(xì)統後,軋輥(gǔn)磨床縱向運動軸、橫向運動軸、中高機構偏心運動軸、中凹機構偏心(xīn)運動軸等數控(kòng)軸能在小範(fàn)圍內采用移動手持單元進行科學控製(zhì),既能(néng)夠設置相(xiàng)應的(de)快速(sù)點動功能,又能借助(zhù)西門子公司 804D s1 數控係統(tǒng)的電子手段定量調控,操作方便,簡單(dān)快捷,有效提高了軋(zhá)輥磨床工業生產效率(lǜ)。首先,在此過程中,以適應(yīng)軋輥磨床內置數據信息特質而(ér)設計開發的專業分析程序,能(néng)在輸入(rù)少量軋輥磨(mó)床(chuáng)參數信息的(de)基礎上開展砂輪(lún)對軋輥表麵的磨削工作(zuò),使軋輥(gǔn)磨床(chuáng)基層操作專業複(fù)雜度大幅度降低,普通員工即可完成,更能夠(gòu)借助現代社會發展較快的智能機器人實現軋輥磨床砂(shā)輪對軋輥表麵的磨削,無(wú)需專業人員再(zài)次安裝程序和編(biān)寫控製程序。
其次,軋輥磨床在配備西門子公司 840D s1 數控係統後(hòu),能夠有效編程(chéng)和(hé)存儲任意組正弦曲線、CVC 曲線、錐度曲線、倒角曲線等磨削(xuē)數學模型(xíng)和磨削曲線數據,能夠編程和存儲任意組磨(mó)削工藝參數和任意(yì)組砂輪修整工藝參數,極大限(xiàn)度地(dì)提高了軋輥磨床工藝設備(bèi)參數信息修改便捷性。再者,在具備 840D s1 數控係統的軋輥磨床專用編程界麵,能夠使磨削(xuē)曲線和工藝參數編撰(zhuàn)更加簡單明了,能夠借助軋輥磨床數控係統對磨削過程中的操作界麵參數(shù)信息進行修改(gǎi),使(shǐ)磨削工序能夠按工藝參數信息編號組合,有效提(tí)升了軋輥磨(mó)床(chuáng)生產效率。
最後,軋輥磨床配備西(xī)門子 840D s1 數控係統後,機床具備斷電回退保護功能(néng)。當軋輥磨床發生安全事故或處於斷電狀態時,能夠有效利用其數控(kòng)中(zhōng)心控製係統保護軋輥磨床機構動作,使軋輥磨床砂輪和(hé)工件間保(bǎo)持一定距離而保護工件。同時,軋輥磨床數控係(xì)統還具備(bèi)完善的專家診斷係統,能夠及時(shí)為軋(zhá)輥磨床操作(zuò)者提供更加有效的(de)預警信息(xī)和提示信息,為軋輥磨(mó)床檢修與維護工作人員的運維 管理工作提供一定參考。此外,配備(bèi)西門子840D s1 數控係統(tǒng)後,具備磨削曲線(xiàn)參數、工藝參數以及工藝流程等的顯示功能,能夠(gòu)實時顯(xiǎn)示當前軋輥磨床磨削切麵的相關參數,最大限度地使軋輥磨床操作者了解磨床磨削情(qíng)況。借助 804D sl 係統的無電池、無風扇運轉、有效伺服電(diàn)機無電(diàn)刷等(děng)特色,保證(zhèng)數控磨床(chuáng)係統和伺服電機檢修次數(shù)有效降低(dī),更能夠借助軋輥(gǔn)磨床所采用的電氣控製元(yuán)器件,保(bǎo)證軋輥磨床工作可靠性、精確度與科(kē)學(xué)性的大幅度提升。
3 、 結(jié) 論
將配備西門子公司 840D s1 數控係統的(de)軋輥磨(mó)床投入生產(chǎn)使用,對工業生產過程進行科學控製時,能夠有效借助伺服電(diàn)機拖動方式大幅度簡化軋輥磨床機械結構,從而有效(xiào)縮短軋輥磨床機床工件(jiàn)製造(zào)時間,有利(lì)於(yú)軋(zhá)輥磨床工件生產成本的大幅度降低。同時,配備 804D s1 數控係(xì)統(tǒng)的軋輥(gǔn)磨床(chuáng),其磨削精度較傳統模式下的機械式磨削精度有著較大(dà)幅度的提升。
投稿箱:
如果您有機(jī)床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金(jīn)馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切(qiē)削機床產(chǎn)量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽(qì)車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車(chē)銷量(liàng)情況(kuàng)
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據