


CCMT 2018 內圓磨床展品(pǐn)評述(shù)
2018-11-8 來源:無錫機床股份有限公司 作(zuò)者:鄒 傑
第十屆中國數控機床(chuáng)展覽會(CCMT2018)於2018年4月9~13日在上海(hǎi)新國際博覽中心成功舉辦。在工業4.0第四次工業革命大潮、中國製造2025製造強(qiáng)國戰略和國民經濟進入高質量發展新階段的大背景(jǐng)下,本屆展會以“聚焦—數字•互(hù)聯•智造”為(wéi)主題,這既是當前世界工業變(biàn)革的主流與大勢,又(yòu)是我們麵臨的機遇和挑戰。
本屆展會共有來自中國、德國、美國(guó)、日(rì)本、中(zhōng)國台灣地(dì)區(qū)等23個國家和地區的1200餘家機床工具行業製造商參展(zhǎn),其中境外展商500餘家,比上屆CCMT增長近5個百分點,展會國際(jì)參與度進一步提升(shēng)。就內圓磨(mó)床展品,國內和國外以及中國台灣地(dì)區均有展品參展,以下(xià)將(jiāng)對本屆展會主要內圓磨床進行評述。
1 國內內圓磨床展品介紹
參加本次展會(huì)的(de)國內(nèi)內(nèi)圓磨床參展商主要有無錫昌億機(jī)床製造有(yǒu)限公(gōng)司、無錫明鑫機床有限公司和北京廣宇大(dà)成數控(kòng)機床有限公司。
1.1 無錫昌億機床製造(zào)有限公司
無錫(xī)昌(chāng)億本次共展出了MK215數控內圓磨床、MK2110數控內圓磨床和MFK2115多功能數控(kòng)磨床(chuáng)。MK215配(pèi)備(bèi)了滾輪夾具和上下料道,可在小規格光外圓的工件上實現自動上下料。MK2110數控內圓磨床(圖1)整體結(jié)構采用(yòng)常規布局,參展機床配置了一台機器人,可對齒輪類零件進行上下料。

圖1 MK2110數控內(nèi)圓磨(mó)床
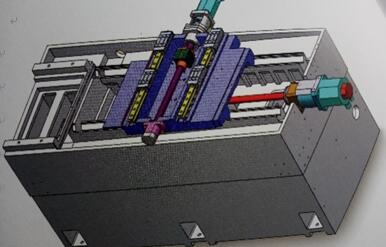
MFK2115(圖2)整體布局采用兩橫一豎三軸數控,其中X軸為進給係統,Z1、Z2均為(wéi)往複係統。該機床能在一(yī)次裝夾下,磨(mó)削工件的外圓、內孔(kǒng)、內錐孔及台階孔內外端麵。能在較好的保證加工(gōng)零(líng)件的內外圓同軸度、內圓對端麵跳動、外圓對端麵(miàn)的跳動同時,也能保證一定的(de)加工效率(lǜ),節約加工時間,減少設備的投(tóu)入,節約成(chéng)本。

圖2 MFK2115
1.2 無(wú)錫明鑫機床有限公司
無錫明鑫機床有限公司主(zhǔ)要展出了一台(tái)數控立(lì)式磨床MX-2820和一台數控深孔內圓磨床MK250A。
MX-2820(圖3)為四軸控製高精度數控立式磨床,除磨削常規的內孔外圓之外,還可以磨削非圓曲麵、矩形麵(miàn)等各種異形麵。該機床由磨架橫向進給(X軸)、上下往(wǎng)複(fù)(Z軸)、工作台(tái)前後往複(Y軸)以及回轉(zhuǎn)工作台(C軸(zhóu))構成,其(qí)中C軸采用力矩電機直驅(圖4),並可選配光柵尺實現閉環控製。四軸聯動的設計,使得該機床(chuáng)的通用性大大增強,若在工件C軸上再增加一套擺(bǎi)動軸機構,配以各種異形砂輪刀庫,則可實(shí)現更不規則及複雜的曲麵磨削。
該機床工作精度:
內孔圓度 0.002 mm
內孔圓柱度 0.004 mm
內孔粗糙(cāo)度(dù)Ra 0.32μm

圖3 MX-2820數(shù)控立式磨床
圖4 MX-2820(軸)
MK250A(圖5)為數控深孔(kǒng)內圓(yuán)磨床(chuáng),加工孔徑φ250,最大裝夾直徑可達φ500,有效磨削深度(dù)1350mm,可(kě)滿足大多數套(tào)筒類深孔零(líng)件的加工。
該機床的(de)總體布局(jú):左(zuǒ)側床頭箱,右側工作台及磨架(jià)。床頭箱在橋板燕尾(wěi)底板上通過齒輪齒條縱向(xiàng)移動,以適應不同深孔磨(mó)削需要;燕尾底板及床頭箱能整體微調(diào)角度以便調整磨削錐度。
該機床工作精(jīng)度:
內孔圓度 0.008 mm
內孔圓柱度 0.015 mm
內孔粗糙(cāo)度Ra 0.4 μm

圖5 MKM2835數控深孔內圓磨床
1.3 北京廣宇大成數(shù)控機床有限公司
北京廣宇(yǔ)大成數控機床有限公司主要展出(chū)了一台MGK2835數控立式內圓磨床(圖(tú)6)。該機(jī)床整體布局采用X軸作橫(héng)向進給,Z軸(內孔磨頭)、Z1軸(外圓磨頭)作縱(zòng)向往複的型式。其中X軸(zhóu)進給(gěi)的(de)行程達到了750 mm,是縱向往複行程的3倍,既滿足了工件內孔、外圓、端麵等在一次裝(zhuāng)夾下的磨削要求,又有利於機床實(shí)現自(zì)動上下料。出展機床還配置了齒輪(lún)節圓(yuán)夾具,並在(zài)內孔磨頭的左側布置了上下料抓料手,在機床的左側布置了齒輪(lún)輸送線,實現(xiàn)了齒輪類(lèi)零件的自動上下料。另外,值得一提的是,該機床的工(gōng)作台的三麵閉式靜壓自驅式回轉的專利技術和動靜壓液體(tǐ)滑動主軸的專利砂輪軸,其徑向和軸向跳動均可達到0.001mm以內(nèi)。

圖6 MGM2835
2 . 中國台灣地區內圓磨床展品介紹
中國台灣地區的(de)內圓磨床參展(zhǎn)商主要有毅德機械、鍵和機械和榮光機械。本次台灣地區出展的機床清一色(sè)的都(dōu)是(shì)雙主軸磨床,下麵就(jiù)各公司產品簡要介紹。
2.1 毅德機械有限公司
毅德機(jī)械(xiè)此次展出的機床是EGM-350CNC內外(wài)徑複合式(shì)磨床(圖7)。其總(zǒng)體布(bù)局采用兩橫一豎的結構(gòu),X軸工件作徑向進給,Z/Z1軸作軸向往複。從此次展出的機床(chuáng)來看(kàn),近身砂輪軸配置了直徑150的砂輪,用於工件的(de)外圓(yuán)及外端麵的磨削,遠身砂(shā)輪軸則配置(zhì)了直徑約30左右的砂輪,用於工件內圓的磨削。

圖7 EGM-350CNC內外徑複合式磨床
EGM-350CNC內外徑複合式磨床展出的最大亮點,除去其低矮(ǎi)特性的機械(xiè)結構(gòu)外,就是其友(yǒu)好的操作麵板的設計(圖(tú)8)。這種站在使用者(zhě)的角度思考,輔以全圖形引導式操作界麵,操作人員不(bú)需要使用G碼或者M碼才能(néng)編寫程序,令初學者快速進(jìn)入磨床領域,也方便(biàn)工廠內(nèi)部對該設備的普及。另外(wài),該機床在操(cāo)作麵板上集成了2個電(diàn)流表,用以檢測兩個砂輪軸的電(diàn)流,該(gāi)電流值除了運用在(zài)防撞之外,還可以進行(háng)粗(cū)磨和(hé)精磨的進給參數的設定,增加磨削效率。

圖8 EGM-350CNC 操作(zuò)麵板
2.2 鍵和機械有限公(gōng)司
鍵和機械此次展出(chū)了2台內圓(yuán)磨床,一台是JHI-150CNC數控內圓(yuán)磨床和JHD1503雙主軸內外圓磨床。
J HI-150CNC數控內圓磨床采用兩軸(zhóu)聯動,配置了桁架式上下料(liào)機構。另外,值得(dé)一提(tí)的是,該機床Z軸往複使用了對稱的(de)雙三角導軌(圖9),雙三角形(xíng)導軌作為移動部件的導(dǎo)向,完全防止了側向偏移,導向精度高,同時,該(gāi)導軌具有4個導軌麵,擁有更好的減震性能。一般內圓磨床Z軸導軌除了直線(xiàn)導軌外,以(yǐ)V-平導軌居多,雙(shuāng)三角(jiǎo)導軌主要用於單柱坐標鏜床床身與十(shí)字滑座(zuò)導向(xiàng),用於內圓磨床(chuáng)所見不多。
圖(tú)9 雙三角導軌
JHD1503雙(shuāng)主軸內外圓磨床(圖10)由X軸主軸滑台、Z軸外圓砂輪移動滑台(tái)和Z1軸內孔砂輪滑台。其中外圓(yuán)砂輪規格為直徑250,可在一定範圍內實現內外圓同時磨(mó)削。該(gāi)機床的外觀(guān)設計令人耳目一新,出色的流線造型(xíng)設計在眾多參(cān)展機床中獨樹一幟。
該機床工作精度:
內孔(kǒng)圓度 0.002 mm
內孔圓(yuán)柱度 0.003 mm
內孔粗糙度Ra 0.4 μm
外圓粗糙度Ra 0.4 μm
內外圓同軸度 0.003 mm

圖10 JHD1503雙主軸內外(wài)圓磨床
2.3 榮光機(jī)械有限公司
榮(róng)光機械此次展出了RTG-100CNC雙主軸(zhóu)磨床(圖11)。
該機床布局和鍵和機械的JHD1503雙主(zhǔ)軸(zhóu)內外圓磨床一樣(yàng),同樣是布局了(le)一個內圓(yuán)砂輪軸和一 個外圓砂輪軸。所不同(tóng)的是,RTG-100CNC外圓砂輪軸采用了動靜壓的技術,外圓砂輪軸(zhóu)和內圓(yuán)砂輪軸呈約25°角,以便外圓(yuán)砂(shā)輪修出(chū)型麵,磨削工件的外圓和端(duān)麵。

圖11 RTG-100CNC雙主軸磨床
同時,該機(jī)床和EGM-350CNC內外徑複合式磨床一樣,在數控麵板(bǎn)箱上麵布置了2個電(diàn)流表,用(yòng)於監測倆砂輪(lún)主軸的電流,以便磨削參數(shù)的調整(zhěng)設定。
3 . 國外內圓磨床展品介紹
此次(cì)展會境外的內圓(yuán)磨床參展商主(zhǔ)要有聯合磨削(xuē)集團的STUDER、瑞士肖布林機床公司和EMAG集團。從參展的機床來看,也(yě)都是複合式磨床,配置相(xiàng)對比較豐富,布局(jú)比較新穎,下麵就各公司產品簡要介紹。
3.1 聯合磨(mó)削集團
此次聯合磨削集團旗下的品牌STUDER斯圖(tú)特展出(chū)的是S121萬能內圓磨床(圖12)。
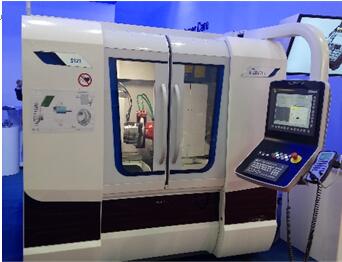
圖(tú)12 S121萬能內圓磨床
下麵就該(gāi)機床(chuáng)的主要結構特點及性能(néng)作簡(jiǎn)單介紹:
S121采用工件主軸橫向進給(X軸),砂輪軸作縱向往複(Z軸)的布局型式,在往複軸上設有轉塔,轉塔上內圓砂輪軸和外圓砂(shā)輪軸呈(chéng)180°布置,轉塔通過液壓驅動的方式(shì)旋轉定位,可實現一次(cì)裝夾下內孔(kǒng)外圓及端麵的磨削。工件主(zhǔ)軸采用伺服電機驅動,可用於非圓成型(xíng)磨削和螺紋(wén)磨削。機床X軸和(hé)Z軸均由(yóu)直線電機驅動(dòng),並配以光柵尺(chǐ)。另外,值得(dé)一提的是此次S121還配置(zhì)了一根接觸式(shì)探頭(圖13),布置在內磨頭的近身側(cè),用於工件(jiàn)的對刀及磨前磨後工件表麵的檢測,大(dà)大提高了工件的加工成品率。

圖13 接觸式探頭
S121機床雖然布局及結構較為傳統,但(dàn)其所使用的獨有的技術及較高的精度讓人眼前一亮。首先是床身,S121采用了人造花(huā)崗岩床身,該床身具有出色(sè)的緩衝減震能力,確保經(jīng)磨削零件獲得無與倫比的表麵質量,該床身還具有優異的熱(rè)穩定性,使得短暫的溫度波動在很大程度上能夠得到補償,從而在全天的作業中都具有(yǒu)高度的尺(chǐ)寸穩定性。其次是導軌,機床用於縱向和橫向的滑板的V-平導軌係統直接壓鑄在床身上(shàng),並覆以一種耐磨材料,同時導軌上專利設計的凸(tū)點機(jī)構(圖14)很(hěn)大程度上消(xiāo)除了傳統導軌運動產生的爬行(háng)和漂浮現象,在整個速度範圍內,導軌都能(néng)提供很高的精度並能永久保持,而且具有很高(gāo)的承載力和強大的吸震功能。S121導軌係統集成了靜壓導軌和(hé)專(zhuān)利凸點表麵設計結構導軌的雙重優勢,相比較純靜壓導軌,S121的一個巨大的優點就是在運動方向具有(yǒu)阻尼元件,兩軸導軌(guǐ)的最大移動速度為20 m/min/分鍾,配以車(chē)頭超聲波水流消空程裝置,可大大縮短機床加工的輔助時間。最後,就S121優異的精度作簡單描述:
車頭的回轉精度 0.0004 mm(可選0.0002 mm)
導(dǎo)軌(guǐ) 650 mm
測量長度上直線度 0.0025 mm
轉(zhuǎn)塔(tǎ)重複精度 1″
兩(liǎng)軸重複定位精度 0.001 mm

圖14 導軌上專利設計的凸點機構示意
3.2 瑞士肖布林機床公司
瑞士(shì)肖布林機床作為一家有著百(bǎi)年曆史的老(lǎo)牌機床生產企業,車(chē)床一直(zhí)是其優勢所在。此次展出的一台(tái)202TG車銑磨一(yī)體機(jī)床(圖15),能實現一次(cì)裝夾下的車削、銑削和磨削加工,精度好,效率高,成本(běn)低,尤其適合硬材料的加工。

圖15 202TG車銑磨一體機床
202TG機床的(de)結構如下圖(圖16)所(suǒ)示,床頭箱固定,隻作回轉運動,近身端配置了兩軸聯動的伺服機構,用於(yú)工件內(nèi)外圓的磨削,遠身端同樣配置了兩軸聯動的伺服(fú)機構,配合一套圓刀(dāo)塔刀具係統,用於工件的車削和銑削(xuē)。該機床配置了氣動卡盤,其主軸的跳動可達到0.0003 mm。該機床的(de)最(zuì)大車削直徑80 mm,最大的車削長度150 mm。
該機床可有4個版本可供選擇:車銑中心1(圓刀塔刀具係統+直線刀具係統)、車銑中心2(磨削係統+直(zhí)線刀具係統(tǒng))、車磨中心(圓(yuán)刀塔刀具係統+磨削(xuē)砂輪係統)、磨削中(zhōng)心(磨削砂輪係統+磨削砂輪係統)。通過在伺(sì)服軸上布置不同的刀具係統(tǒng),實現不同(tóng)的功能。
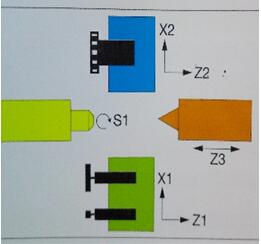
圖16 202TG機床的結構
3.3 EMAG集(jí)團
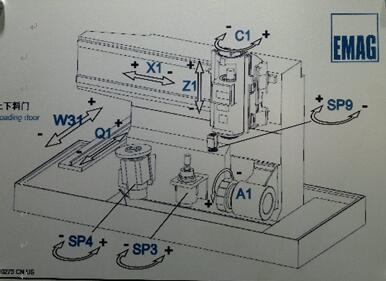
EMAG集團此次參展的機床是VLC200GT車磨中心(圖17)。從結構上來看,相當於該公司2017年北京國際機床展展出的的放大版。

圖(tú)17 VLC100GT車磨中心
和肖布林的(de)202TG 車銑磨一體機床不同,VLC200GT車磨中心采用立式布局,床頭箱倒(dǎo)置(圖18),該創新性的結構在國(guó)際上(shàng)來看基本沒有同類結構的機床。該機(jī)床工件軸C1放置在Z1軸上,整個 Z1軸又跟(gēn)隨X1軸作(zuò)水平方向的(de)進給。機床的下部固定有三大(dà)部分:配備了大砂輪的外圓磨架(SP4)、內圓磨架(jià)(SP4)和帶12個硬車刀位的刀塔(A1)。同時在整個機床的左側設有用於工(gōng)件上下料的自(zì)動穿(chuān)梭裝置。其中X1軸的行程達到(dào)了1700 mm,如此大的行程使得一次裝夾(jiá)下完成內外圓及(jí)各端(duān)麵的車削和磨削成為可能(néng)。
圖(tú)18 VLC200GT車磨中心立(lì)式布局
該機床主要有以下優點:倒立(lì)式加工,車屑及磨削灰向下,比較理想。車磨一體,預車和磨削(xuē)組合減少了加工時間,工件(jiàn)表麵也沒有了車(chē)削紋路;在一次裝夾中(zhōng)工件預車後隻留給後續磨削(xuē)很小的加工餘量,提高(gāo)了生產效率,同時,因為磨削的加工餘(yú)量少了,砂(shā)輪的損(sǔn)耗也小了,相應的修整頻次降低,即降低了刀具成本。
下麵就該機床的主要技術參數簡單介紹(shào):
卡盤直徑 210 mm
回轉直徑 270 mm
最(zuì)大工件直徑 160 mm
最大工件長(zhǎng)度 100 mm
行程X/Z軸 1700/250 mm
上料時間(取決於夾(jiá)具) 6~10 s
4 . 結語
內圓磨床的發展,伴隨(suí)著(zhe)機遇與挑戰。國內機床,包括中(zhōng)國台灣地區,和參(cān)展的國外機床仍存在較大差(chà)距。國內機床(chuáng)的發展,仍以傳統(tǒng)的結構布局為主,從(cóng)功能(néng)上(shàng)看,還是多以單一的磨削為主。國外機床(chuáng)的新結構、高精的專(zhuān)利技術值得我們(men)國內內磨廠家學習。磨削精度是磨(mó)床的靈魂,如(rú)何(hé)提高機床本(běn)身的精度,任重而道遠,這需要我(wǒ)們一起努力,研究新的材料,研究新的加工工藝提高核(hé)心零件(jiàn)的加工精度,研究新的裝配工藝方法,提(tí)高機床(chuáng)核心(xīn)部件的(de)運行精度(dù),而在這一方麵,國(guó)外機床(chuáng)已經走在了我(wǒ)們的前麵。
此次展會參展的(de)內圓磨床數量雖然不多,但是從這些參展的機床可以看出,以高效高精度降(jiàng)成本為中心,磨床多表麵複合磨削,自動上下(xià)料及車銑磨一體化是內圓(yuán)磨床發展的大勢。而在(zài)這一方麵,國外主要機床廠家也(yě)已(yǐ)經領先我們,國內的內磨製造廠(chǎng)家還需努力,迎頭趕上!
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息
")
業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地(dì)區金屬切削機床產(chǎn)量數據
- 2024年11月(yuè) 軸承出(chū)口情(qíng)況
- 2024年11月 基本型乘(chéng)用車(轎車)產量(liàng)數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數(shù)據
- 2028年(nián)8月 基本型乘用車(轎車)產量(liàng)數據
博文選萃
| 更多