


調心滾子軸承裝球口加工(gōng)工(gōng)藝及工裝的改進
2017-5-4 來源:銀川特種軸承有限公(gōng)司 作者:王自軍 ,王鴻(hóng)劍,呂國新
摘(zhāi)要:調心滾子軸承內套裝(zhuāng)球口原來利用臥銑床或立銑床進行加工,勞動強度(dù)大,生產效率低。為解決存(cún)在的問題,對原工藝與工裝進行了改進,將銑床加工改成了鏜床加(jiā)工,設計了裝夾(jiá)套圈的多功能通用夾具和裝夾銑刀(dāo)的夾具,並對鏜床主軸進行了技術改造,提高了加工的自動(dòng)化程度、產品質量(liàng)及生產效率,降(jiàng)低了(le)勞動強(qiáng)度。
關鍵詞:調心滾子軸承裝球口;鏜床;銑床;鏜床多功能夾具;鏜床銑刀夾(jiá)具(jù)
1.前言
在調心滾子軸承設(shè)計中,為裝配需要,在軸承內套兩端麵小擋邊各設計一個裝球口。原工藝規定該裝球口用平銑或立銑進行加工,此種工(gōng)藝加(jiā)工效率低,勞動強(qiáng)度大。因此,對調心滾子軸承內套加工工藝進行了改(gǎi)進,並對T9210鏜床進行了技(jì)術改造,設計出一套多功能夾具和(hé)一種(zhǒng)新的裝夾銑刀夾(jiá)具加工調心滾子軸承內套裝球口,使裝(zhuāng)夾方(fāng)便(biàn)快捷,提(tí)高了加工自動化(huà)程度和(hé)生產效率,降低了勞動強度和生產成本。
2.存在的問題
調(diào)心滾子軸承內套根據裝配的需要,內套兩端麵擋邊相隔180°對稱各銑一個裝球口,如(rú)圖 1 所示。根據產品規(guī)格(gé)的不(bú)同,裝球口在立銑或臥(wò)銑(xǐ)床上進行加工。以立銑(xǐ)床加工53540H軸承內套裝球口為例,對工藝加工進行分析說明。
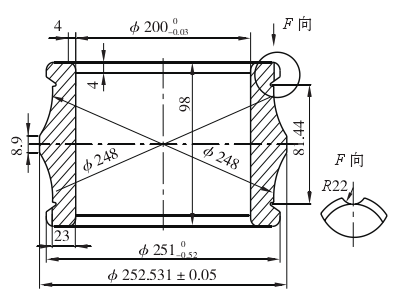
圖 1 53540H軸承內套產品圖
2.1 裝球口加工工(gōng)藝
(1)選用(yòng)的立銑設備為XD5032 , 把TS型回轉工作(zuò)台固定(dìng)在立銑床的工作平台上,選用直徑300mm自定(dìng)心三爪夾盤(pán),把其固(gù)定在TS型回(huí)轉工作台上,再通過夾盤固定被加工內套,如圖 2 所示。

圖 2 立銑床加工軸承裝球口
(2)53540H內套裝球(qiú)口的半(bàn)徑是R22mm,球口深度為3.26mm,內套內徑與裝球(qiú)口(kǒu)的最低點的工藝尺(chǐ)寸為23+0.2mm。
(3)用自定心三爪夾盤把53540H內套夾緊固定,選用立銑(xǐ)刀直徑為(wéi)44mm,把(bǎ)立銑刀裝在銑床主軸上並緊固。
(4)調整銑刀與內套裝球口位置,進行試加工,並測(cè)量球口各(gè)相關工藝尺(chǐ)寸,當球口(kǒu)各工藝尺寸符合產品(pǐn)工藝要求時鬆開此(cǐ)工件(jiàn),使未加工(gōng)裝(zhuāng)球口端麵向上(shàng),加工另(lìng)一裝球口,使兩裝球口成180°。
(5)加工完一個內套,鬆開夾爪,取出內套(tào),完成一個工作循(xún)環。更換另一個內(nèi)套進行下一個工作循環。
2.2 存在的不足(zú)
(1)需要兩個輔(fǔ)助件(TS型回轉工作台和直徑300mm自定心三爪夾盤)固定內套,使被加工(gōng)內套距銑床的工件平台的距離增加,且需通(tōng)過兩次連接固(gù)定內套,增加係統誤(wù)差及不穩定(dìng)因素。
(2)工件的定位與夾緊需(xū)經過兩層連接件且通過手工完成。當工件被切削受力時,其(qí)定(dìng)位精度可能受到影響。夾緊力不夠時(shí)工件容易轉動,發生打刀現象,造成廢品;夾緊力過(guò)大時容易把工件內外徑夾傷,或造成工件變形,產生廢品(pǐn)。
(3)兩裝球口成180°,加工時(shí)需轉動TS型回轉工作(zuò)台,延長了輔助工作時(shí)間。
3 .夾具與鏜床的技術改進
3.1 夾具的技術改進
(1)以加工53540H內套為例,說明夾具的改進設計。53540H為調心滾子軸承,在內套兩(liǎng)端麵對(duì)稱180°需加工兩個裝(zhuāng)球口。鏜床加工內套(tào)裝球(qiú)口(kǒu)如圖 3 所示。
(2)根據鏜床(chuáng)特性,為節(jiē)約成本,鏜削裝(zhuāng)
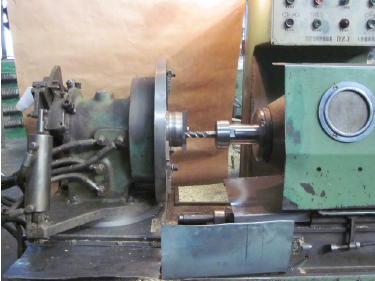
圖 3 鏜床加工內套裝球口
球口夾具被設計成多功能通用夾具,如圖 4 所示(shì)。首先,在底座上設計一個可調整不同直徑的定位板,如圖 5 所示。以定(dìng)位板圓心為(wéi)中心,以均勻增加的半徑畫圓,與經過圓心且互成120°的(de)三條(tiáo)直線(xiàn)相交,在每個交點上(shàng)按一定直徑鑽孔。根據三(sān)點決定一個圓的原理,夾具設計為可(kě)調整不同直徑的定位板,定位板一(yī)端為圓弧形,並帶有(yǒu)長孔槽。夾具底座上設計定位調整板。
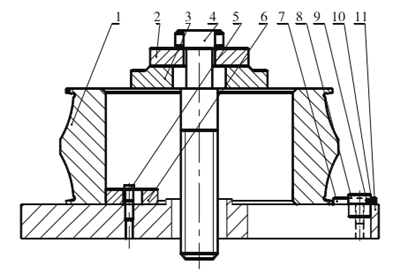
1.內套 2.開口墊 3.壓板 4.拉杆 5.螺釘 6.內徑定位調整塊
7.裝球口定位塊(kuài) 8.導向槽 9.螺釘 10.拉簧 11.底座
圖 4 多功能通用夾具
(3)在(zài)夾具底座直徑方向,三等份鑽M12螺絲孔(kǒng)。螺絲孔相鄰兩孔徑相差60mm,方便調整不同內徑。壓板為長方形條狀,根據內套直徑(jìng)不同,可調換不同長度的壓板。一套夾具可(kě)加工(gōng)不同規格(gé)軸(zhóu)承內套的裝球口,做到夾具的通用性(xìng)。
(4)裝(zhuāng)球口定(dìng)位塊設計(jì)成(chéng)自由滑動,依靠拉(lā)簧(huáng)的拉力(lì),使定位塊與裝球口吻合,方便鏜第二麵裝球口,確保兩端麵裝球口成180°。卸去此工件(jiàn),再進行下一個工(gōng)作循環(huán)。
(5)在加工單個裝球口時,去掉鏜床(chuáng)的分轉動棘輪。
(6)依靠(kào)棘輪機構實現均布轉動等分,鏜(táng)床的等分(fèn)夾具轉動90°時(shí),可加工軸承內套端麵(miàn)四等分油槽(cáo),增加設備使用功能。通過對(duì)夾具的改進,根據被加(jiā)工內套的直徑不同,底(dǐ)座(zuò)被設計成三種不同的結構,並且裝夾在鏜床(chuáng)轉動(dòng)盤上的方式也(yě)略有不同,圖 4 是(shì)其中的一種結構,其他結構略。其中一種結構可加工內套最大直徑560mm,內套幅高260mm。
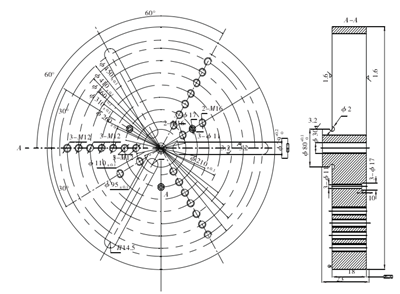
圖 5 夾具底座(zuò)
(7)當鏜(táng)床轉速高時(shí),可用變頻(pín)器調低電(diàn)機轉速;加工直徑在280mm內套(tào)裝球口時,可用合金頭銑刀加工。
3.2 鏜床(chuáng)的技術改進
主要對T9210鏜床的主軸進(jìn)行改進(jìn),製作新的銑刀夾具(jù)。原主軸裝刀(dāo)錐度是莫氏 5,根據改進要求(qiú),重新設計鏜床的主軸(zhóu),申請廠家定製。主軸裝(zhuāng)刀庫口部(bù)內徑尺寸加大,其錐孔深(shēn)度到達卸刀口槽部位。在主軸(zhóu)內徑上開對稱兩個(gè)6mm的鍵槽,在主軸的外徑(jìng)上車(chē)製螺紋,以緊固銑刀(dāo)夾具。以鏜床代替銑床加工內套的裝球口,使原來在銑床上加工的產品可用鏜床加工,合理利用設備,提高生產效率。
3.2.1 自製銑刀夾具
根據主軸實際改製的工(gōng)藝尺寸,自製(zhì)銑刀夾具,在銑刀夾具的大端錐(zhuī)麵上開6mm的對稱鍵(jiàn)槽,以便與主軸進行鍵連(lián)接。使用標準銑刀,根據銑刀的規格(gé)不同(tóng),自製(zhì)銑刀夾具內孔莫氏錐度也不同。自製銑刀夾具可用壓緊螺帽把銑刀夾(jiá)具壓緊在鏜床(chuáng)主軸上。改(gǎi)進後銑刀夾具如圖 6 所示。
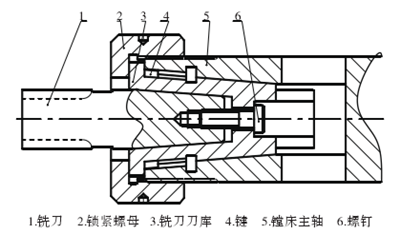
圖 6 改進後銑刀夾具
(1)銑刀刀庫外徑錐度是莫氏 5,鏜床立軸內錐度是莫氏 5 。
(2)刀庫(kù)內徑錐度取莫氏 2、莫氏 3、莫氏 4是為了與現有的銑刀、鏜刀通用。
(3)在銑裝球口時,銑刀局部受力,要用螺釘把銑刀拉緊。
(4)螺帽主(zhǔ)要是為防止銑刀庫從鏜床主軸上脫落。
4.工作原理
把改(gǎi)進的夾具(jù)固定在鏜床等分夾具上,並根據產品內徑或(huò)外徑的不同,讓內徑或外徑調整在(zài)同一圓周上,通過油缸、拉杆、壓板把待銑裝改進(jìn)後刀夾整體裝夾在(zài)刀架裏(lǐ)麵,圓柄成型刀裝入刀夾內後,直接將壓緊螺絲擰緊即可,刀夾不必再探出刀架外(wài),從(cóng)結構上看製造也非常簡(jiǎn)單,見圖 5,隻需滿足刀具中心高(gāo)即可。在刀夾側(cè)麵開了一個槽口,用以壓緊及卸下成型刀。刀夾裝入刀架被(bèi)擰緊(jǐn)後,兩者(zhě)成為一體,剛(gāng)性有(yǒu)較大幅度提高,防止刀具因意外振動而損壞刀尖,保證刀具正常切(qiē)削。排除的鐵屑碰不(bú)到刀夾,避免了鐵屑纏刀及刮傷工件的現象。改進前、後刀夾結構對(duì)比見圖 6。
球口的內套固定在多功(gōng)能夾具上,並(bìng)調整好(hǎo)待銑裝(zhuāng)球口的位置,把自製銑刀夾具固(gù)定到鏜床主軸上,開動機床進行小量進給調試加工(gōng),對加(jiā)工(gōng)部位的工藝尺寸進行檢測,經過多次調試加工,使裝(zhuāng)球口工藝尺寸(cùn)符合設計要求為(wéi)止,然後更換下一件產品繼續(xù)進行加工(gōng)。加工方法如圖 3 所(suǒ)示。
5.改(gǎi)進後的優點
(1)取消中間的兩次過渡連接,消除了多次(cì)連(lián)接帶來的係統誤差及不穩定因(yīn)素(sù)。
(2)通過液壓油缸、拉杆、壓板(bǎn),能夠牢固壓緊被加(jiā)工產品,防止內套鬆動(dòng),並消除內徑夾(jiá)傷和變形,確保產品質(zhì)量(liàng)的(de)穩(wěn)定性。
(3)依靠液壓裝置固定產品,使裝夾產品方便快捷,提高加工自動化(huà),減輕勞動強度。
(4)增大鏜床加工範圍,內套最大外徑560mm,內套幅高260mm。
(5)銑刀夾具可(kě)裝通用銑刀,也可裝自(zì)製單(dān)刃、雙刃刀杆鏜刀,刀杆的長度可根據需求確定。
(6)鏜床性能穩定可(kě)靠,可依據產品的加工量,對鏜床的進給量、進給速度、行程(chéng)進行調整。調整合適,可自(zì)行進刀或退刀,減少中間輔助時間(jiān),提高(gāo)生產效率。
6.結束(shù)語
通過試運行加工,一次試製成(chéng)功,加工出的產品符合設計(jì)要求,減輕(qīng)勞動強度,縮短加工周期,提高生產效(xiào)率,擴大產品加工範圍。此項改進(jìn)達到了預期效果,為公司(sī)帶(dài)來良好的經濟效益。
投(tóu)稿箱:
如果(guǒ)您有機床行業、企業相關新聞(wén)稿件發(fā)表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相關新聞(wén)稿件發(fā)表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)
")
業界視點
| 更多

行業數(shù)據(jù)
| 更(gèng)多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月 新能(néng)源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據