


摘要:本(běn)文是對五(wǔ)軸數控刀片周(zhōu)邊磨床的調試工作的一(yī)個小結,通過對機械手附加第五軸的各偏移參數的測量方法的描述,對機械手從料盤中自動(dòng)獲取刀片的程序流程的簡(jiǎn)要說明,進一步說明了C C D攝像頭在實際中(zhōng)的巧妙應用。將複雜問題進一步的簡單化,解(jiě)決(jué)現場不易解決的問題,為機床的其他調試和試切試驗贏得了寶貴的時間。
在五(wǔ)軸數控刀片磨床上(shàng), 為了從料盤(pán)中取出(chū)刀片,並準確裝夾到數控機床上進行磨削加工;另外將機床上已經加工好的刀片完整地放回到料(liào)盤的原始位置,采用了三菱R H - 1 2 S D H8535四軸水平關節式機器人(機械手),附加第五軸驅動氣爪及吸盤來進行刀片的自動上、下料過程的傳送工作。由(yóu)於小刀片在料盤中的放置是隨機(jī)的,因此在用機械手從料盤中取刀片的過程中,需要準(zhǔn)確(què)知道刀片在料盤中的放置位置和角度。為了解決這個問題,采用了邦納C C D攝像頭來完成。三菱機械手控製器,邦納C C D和數控機(jī)床(采用Fa g o r8070數控係(xì)統)通過(guò)一個路由器組成一個局域控製網絡,以機械手控製器作為服務器,其他作為(wéi)客戶機來完成各種數據的交換。
1. 局域(yù)網絡的連(lián)接和通訊設定
(1)局域網絡的連接:該局域網絡采用了路由器(qì)掛接三菱機械手(shǒu)控製器、邦納C C D相(xiàng)機控製(zhì)器(qì)、發格(Fagor)數控係統,甚至也(yě)可以連接多台觸摸(mō)屏和多(duō)台電腦共同組成。連接示意圖如(rú)圖1所示。
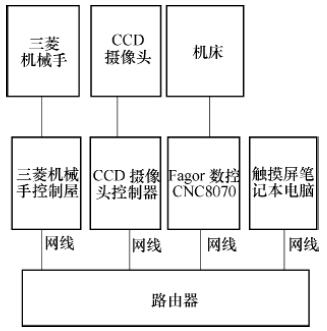
圖1 局域網絡的連接
(2)通信地址的設定(dìng):設定(dìng)各控製器(qì)的網絡IP地址(zhǐ)(見表(biǎo)1)。
2. 第五軸的結構
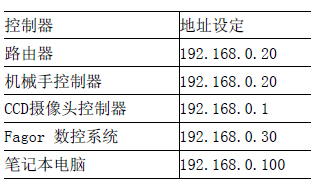
三菱機械(xiè)手上附加第五軸由C C D相機、兩個爪(氣爪)、一個(gè)電磁(cí)吸盤、內裝鬆下伺服電動(dòng)機及箱(xiāng)體組成(chéng)(見圖2)。附加第五軸(附加軸L1軸)通過聯軸器和三菱機械手的第四(sì)軸Z/C軸連接(Z軸相(xiàng)機上下、C軸相機旋轉)。伺服電動機內裝絕對值編碼器,控製爪(zhǎo)1、爪2及電磁吸盤的旋轉,由機械手控製器內程序控製,可編程。設置為旋轉-90°、0°、90°。在 CCD照相之時,電磁吸盤旋轉到向下的(de)位置,保證相機(jī)不被阻擋,並能對料盤上(shàng)的刀片取得清晰的影像,便於對影像(xiàng)進行數字化處理 。
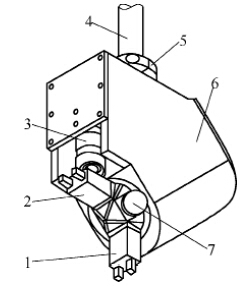
圖2 第五軸的結(jié)構
1.氣爪爪2 2.氣爪爪1 3.CCD相機4.第四軸C軸 5.聯軸器6.第五軸箱體(內裝伺(sì)服電動機)7.電磁(cí)吸盤(pán)
3. 用CCD相機的照相(xiàng)數字化
結果來校正CCD相機(jī)的安裝角度實際上就是要調整好C C D的坐標係和機械手坐標係之間的關係。具體(tǐ)的調整(zhěng)步驟如下:
(1)將第五軸大概調整,使得照相機坐(zuò)標係和機械手坐標係在感覺上(shàng)差不多平行(相機位置粗調)。
(2)在機械(xiè)手下方的料盤上放置一個標準量塊,長度300m m。再在機械手(shǒu)的第五軸上固定一個(gè)百(bǎi)分(fèn)表,移動機械手的Y軸,移動長度盡可能的接近標準量塊的(de)長度;首先從左向(xiàng)右移動,在移動的過程中根據百分表指示,微量調整量塊的位置(zhì);通過機(jī)械手多次往複的移動和微量調整量塊(kuài)位置,使得達到標(biāo)準量(liàng)塊麵和機械手坐標係平行度在0.02/300 m m之內。注意(yì),現在量塊的位置很重(chóng)要,不(bú)得觸(chù)動和碰撞、移動。
(3)用安裝在第(dì)五軸上(shàng)的邦納C C D攝像頭對著標準量塊(kuài)照相(xiàng)。打開電腦上安裝的C C D 專用軟(ruǎn)件後,用機械手的手持單元移動機械手Z軸,調整好照相(xiàng)機的高度;移動X、Y軸,調整好相機位置,使得在電腦(nǎo)屏幕上可以清晰看到標準量塊的影(yǐng)像;按下C C D的專用軟件的(de)軟快門,對量塊進行照相。對剛照相的照(zhào)片進行數字化處理後,可(kě)以得(dé)到照相機坐標係和量塊之間的夾角值。將機械手操作設置(zhì)為手(shǒu)動方式,用手持單元操作第四軸C軸,使得C軸旋轉一個角度,剛好等於或者接近上麵找到的照相機坐標(biāo)係(xì)和量塊之間的夾角。請注意,轉(zhuǎn)動旋轉軸C軸(zhóu)時要確認旋轉方向(xiàng)不要搞錯。
(4)這時,機(jī)械手坐標係和相機坐標係之間已經基(jī)本平行。記錄這時的機械手(shǒu)的第四軸的當前C坐標值。(這個值在後麵要用到,而且極為重要。)我(wǒ)調整的結果是(shì)C=103.72°,此時照(zhào)相機坐標係和(hé)量塊之間的夾角值等於0.1°。
4. 通過CCD來測定第(dì)五軸安裝偏移尺寸
第五軸裝配完成之後,由於製造和裝配原因,不可能使得(dé)C C D相機的鏡頭中心、Z/C軸中心、電磁吸盤中心保證在同一條直線上。而且C C D相機(jī)到Z/C軸中心距離偏差、電磁吸盤中心到Z/C軸中心距(jù)離偏差(chà)由(yóu)於第五軸(zhóu)的箱體結構不(bú)規則無法準確測量。為了這幾個尺寸(很(hěn)重要,後麵算法中要用(yòng)到),曾測量過多次(見圖3),但獲得的值都不同,
測量誤差很大(dà);用多次(cì)測量求平均(jun1)值法,效果也不理想。
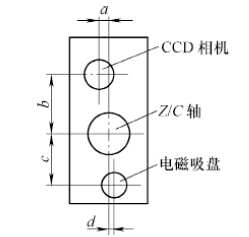
圖3 第五軸相關尺(chǐ)寸的測量
電磁(cí)吸盤向下,仰視圖)
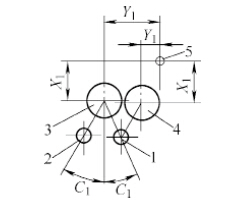
圖4 吸盤中心到(dào)C軸中心偏移值測量模型
1.旋轉前電磁吸盤中心位置2.旋轉後電磁吸盤(pán)中心位置3.平移前C軸中心位置 4.平移後C軸中心位置5.機(jī)械手坐標係原點
(1)利用坐標旋轉,測量和計算電磁吸盤中心(xīn)到Z/C軸中心的坐(zuò)標偏移值。測量(liàng)原理和測量計算過程:在料盤上放置一個和電磁吸盤(pán)直徑等大的標準圓形量塊,移動機械手坐標,將電磁吸盤精確對準測量塊,(C軸位置(zhì)3,電磁吸盤位(wèi)置1),記(jì)錄此時的X0、Y0、Z0及(jí)C0坐標值。然後將機械手Z軸稍高一些,任意方向旋轉C軸後(C軸位置3,電磁吸盤位置2),再將(jiāng)電磁吸盤精確對準測量塊(C軸位置4,電磁吸盤位置1),記錄此時的X1、Y1、Z1及C1坐標值(zhí)。測量和算法模型如圖4所示:吸盤中心到C軸中心偏移值測量模型(模型以機械手坐標係定義為準)。通過下麵的計算得到電磁吸盤中心到C軸中心的偏移(yí)值X、Y。首先計算電(diàn)磁吸盤中心到C軸中心距離(lí)r(旋轉半徑):
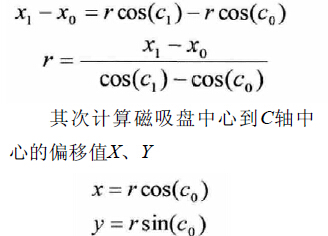
其次計算磁吸盤中心到C軸中心(xīn)的偏移(yí)值X、Y
計算結果就是(shì)圖3中的c、d尺寸。機械手的旋轉中心是C 軸中心。在測量中(zhōng), 電磁吸盤直徑d=25 m m,采用標準圓形量塊直徑d '=24.78 m m。將標(biāo)準測量塊(kuài)放置到料盤中(zhōng),移動機械手的C=103.72(上麵的測(cè)量值(zhí)),然後移動並精確定位X、Y、Z、C坐(zuò)標,使得電(diàn)磁吸盤和標準量塊外(wài)圓周邊等(děng)距(jù),有經驗的(de)操作工或者裝配工可以做的很精確,大約0.02 m m之內。從手持單元麵板上可以直接得到當前的X、Y、Z及C的坐標值。
(2)利(lì)用C C D測量電磁吸盤中心到C C D相機鏡頭中心的偏(piān)移值。在料盤中放置標準圓形量塊,調整C軸角度C=103.72,確(què)保相機(jī)坐標係和機械手坐標係平行(háng)。移動機械手坐標軸X、Y、Z,使得電磁吸盤和標準圓形量塊幾乎重合(越精確越好),讀(dú)取此時的X0、Y0、Z0及C0坐標值,並記錄備用。啟動C C D相機專用軟件後(hòu),移動機械手使得在(zài)筆記(jì)本電腦的屏(píng)幕上可以清晰地看到刀片的影像後(hòu),按動相機(jī)軟件中的軟快門進行照相。通過影像的數字(zì)化處理,可以得到量塊中心到影像中心(xīn)的坐標偏差值d x、d y(相機坐標係和機(jī)械手坐標係不同,需要(yào)將d x、d y值互換,請注(zhù)意)。讀取當前的機械手的坐標X1、Y1、Z1及C1值(zhí),計算得到電磁吸盤中心到CCD相機鏡頭中心的偏移值
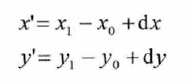
(3)計算照相中心(xīn)到C軸中(zhōng)心的坐標偏移值。由於上麵已經得到了相機中心到電磁吸盤中心的坐(zuò)標偏移值,因此很容易得(dé)到照相中心到C軸(zhóu)中心的坐標偏移值。也就是
圖3中的a、b尺寸
5. 用CCD相機處理料盤(pán)中刀片的位(wèi)置和方向
通過C C D照相並數字化處理,將料盤中的刀片(piàn)位(wèi)置和放置方向數據提交到機械手控製器,通過機械手控製器中運(yùn)行的程序進行數據處理、坐標(biāo)變換後,轉換為機械手的
坐標值(zhí),以便機械手能準確移動到刀片位置進行精確抓取(qǔ)。C C D 照相機對影像進行數(shù)值化處理,輸(shū)出刀片中(zhōng)心到(dào)料盤碼垛(duǒ)坐標的中心(xīn)偏移值dx、dy,同時輸出在(zài)料盤中的刀片放置時的最大影像半徑(jìng)處的刀片頂(dǐng)點(diǎn)坐標值(x,y),照相並影像數字化處理成(chéng)功(gōng)/失敗的標誌,如果照相失敗則重新照相。通過網絡數據輸入,將數據傳送到機械手控製器中運行程(chéng)
序(xù)中,通過計算可得到刀片放置角度α。首先將C軸旋轉一個角度α,並計算出C軸旋(xuán)轉角(jiǎo)度α後吸盤中心到C軸中(zhōng)心的偏移值(zhí)(m d d x、m d d y),所有的計(jì)算都是矢量計算,包含有(yǒu)坐標方向。其次機械手移動一個偏移值,即
這樣處理以後,電磁吸盤在從料盤碼垛位置取刀片時,就能精確吸取刀片。這種算法適合國標G BT2076-1987中規定(dìng)的全部刀片的(de)抓(zhuā)取以及部分非標刀片的抓取。通過機床實(shí)際試驗,電磁吸盤從料盤上取得刀片的實際偏差在0.1 m m之(zhī)內(nèi),基本上能保證正常的自動上、下料要求。
6. 機械手自動從料盤中取刀片的程序流程
機械手控(kòng)製程序流程(chéng)如下:
(1)設定當前的刀(dāo)片的碼垛位坐標,並計算出相(xiàng)應的照相位坐標。
(2)機械(xiè)手移動到(dào)當前碼垛(duǒ)的照相位(wèi),進行照相。
(3)照相影像數字化處理,輸出(chū)結果,並(bìng)通過局域網絡發送(sòng)到(dào)機械手控製器。
(4)程序接收照相二值化處理結果(guǒ)數據,計算(suàn)當前(qián)碼垛位上的刀片中心坐標和刀片的放置方向(角(jiǎo)度α)。
(5)計算機械手C軸旋轉之後吸盤的偏移值。
(6)機械手旋轉C軸,並移動X、Y坐標(biāo),電磁吸盤移動到刀片中心抓(zhuā)取刀片。
機械手從料(liào)盤中抓取刀片的實例:在機械手控製(zhì)器上,選擇自動工作方式,選擇測試程序,按程序執行鍵(當然料盤上碼垛定義點已經手動(dòng)采集(jí),具體采集方法(fǎ)參看三
菱(líng)機械手相關資(zī)料),查看電磁吸(xī)盤抓取刀片的情況。下(xià)麵圖5、圖6及圖7是(shì)機械手從料盤(pán)中抓(zhuā)取刀片的實例。

圖5 機械手(shǒu)向刀片中心位(wèi)置移動
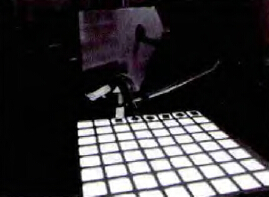
圖6 電(diàn)磁吸盤正在吸取刀片

圖7 電磁吸盤吸取(qǔ)刀片的效果
7. 結語
在對機械手調試過(guò)程(chéng)中,通過C C D攝像頭照相/影(yǐng)像處理,巧妙地解決了人工(gōng)無法測量的幾(jǐ)個關鍵尺寸,解(jiě)決了刀(dāo)片抓取的精度問題。在試驗(yàn)的過程中(zhōng),隨機(jī)放置三刀片、正方形(xíng)刀片及菱形刀片等,均能準確找到(dào)刀片的放置角度和中心點,測(cè)試效果備受鼓舞,為機(jī)床(chuáng)的全麵調(diào)試和(hé)試切(磨削)贏得寶貴時間,獲(huò)得領導和同仁的一致好評。
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作(zuò),歡迎聯係(xì)本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎(jiào)車)產(chǎn)量(liàng)數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地(dì)區金屬切削機床(chuáng)產量數據
- 2024年(nián)10月 金(jīn)屬切(qiē)削機床產量數據
- 2024年9月 新(xīn)能源汽車(chē)銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
- 機械加(jiā)工過程(chéng)圖(tú)示
- 判斷一台加工中心精度(dù)的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控(kòng)機床何去何(hé)從?
- 中國(guó)的技術工人都去哪裏了?
- 機械(xiè)老板做(zuò)了十多年,為何還是小作坊?
- 機械行業最(zuì)新自殺性營銷,害人害己!不倒閉才
- 製造業大逃(táo)亡
- 智(zhì)能時代,少談點智(zhì)造(zào),多談(tán)點製造
- 現實(shí)麵前,國人沉(chén)默。製造業的(de)騰飛,要從機床
- 一文搞懂數控(kòng)車床(chuáng)加工刀具(jù)補償功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削(xuē)與螺(luó)旋銑孔加工工藝的區別