


根據錐柄角度的不同, 常用固定頂(dǐng)尖可分為莫氏錐柄和特殊錐度(dù)錐柄。對於莫氏錐(zhuī)柄頂(dǐng)尖的磨削加工車間有專用的工裝, 這裏就不作介紹了。特殊錐度錐柄固定頂尖, 加工精度和複雜係數較(jiào)高。采用合理的(de)工藝, 有利於(yú)提高特殊錐度固定頂尖的加工精度。
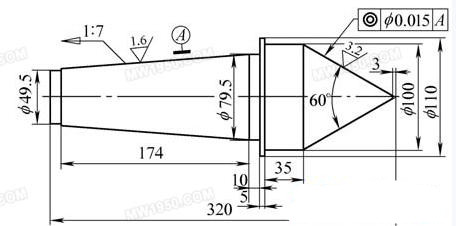
下(xià)麵以在M 131W 上加工軋輥C A 8480 車床固定頂尖( 見附圖) 為例, 介紹特殊錐度頂尖加工工藝
1. 確定加(jiā)工順序(xù)
由附圖可以看出, 需(xū)磨削加工的尺寸有(yǒu)錐(zhuī)柄直徑7 9.5 m m 、錐度(dù)1∶7 的錐(zhuī)麵(miàn)和直徑1 00 m m 、錐度60°的錐尖工作麵。而且錐尖工作(zuò)麵對1 ∶7 的錐麵同軸度為0.015m m .根據粗基準的選擇原則, 1 ∶7 錐麵的加工應以工件的軸線, 即工件(jiàn)的左端(duān)中心孔和60°頂尖(jiān)麵作為粗基準( 60°頂尖麵作粗基準可保(bǎo)證60°頂尖麵的(de)加工餘量) .根據精基準的選擇原則, 1∶7 的(de)錐(zhuī)麵長(zhǎng)度比60°錐尖長, 60°錐尖加工應以1 ∶7 錐麵作精基準。因此加工順序為先加工1∶7 的錐麵再加工60°頂尖麵。
2. 裝夾方法
1∶7 錐麵的加工用兩頂尖裝夾(jiá)。一(yī)個為硬質合金正頂尖, 一個為普通材質反頂尖。但由於(yú)1 ∶7 錐麵無法直接進行裝夾, 所以完成6 0°頂尖(jiān)麵的磨(mó)削, 首先要解決工件(jiàn)的裝夾問題。通過適當加長柄部圓(yuán)柱台作為工藝台(tái), 進行(háng)裝(zhuāng)夾。加(jiā)工完60°錐麵後去除加長部分, 這樣可以保證夾持牢固, 加工後精度高。
3. 錐麵磨削加工
外圓錐麵磨削根(gēn)據錐麵的大小和工件形狀, 可(kě)采(cǎi)用以下三(sān)種磨削方法: 轉動工作台來磨削錐麵, 轉(zhuǎn)動頭(tóu)架磨削外圓錐麵和轉動砂輪架磨(mó)削外圓錐麵。在這裏錐柄錐(zhuī)度(dù)1∶7 的磨削加工采用轉(zhuǎn)動工作台的(de)方法。錐柄部的角度可和軋輥車床套筒配研, 大端接觸(chù), 接觸麵8 0 % 以上。角度的誤差可調(diào)整工作台, 經(jīng)過(guò)多次反複研配和磨削加工去(qù)除。
60°工作錐麵的加(jiā)工, 通過四(sì)爪單動卡盤裝夾錐(zhuī)柄部位(wèi), 轉動頭架和(hé)砂(shā)輪架各(gè)15°, 采用組(zǔ)合方式即可實現工作錐麵的磨削加工。工作錐麵角度可用遊標萬(wàn)能角度尺采用透光法測量。角度的誤差, 可用轉動工作台,經(jīng)過多次試(shì)切削和測量(liàng)來進行調整。
加工(gōng)過程中應注意以下細節保證兩錐(zhuī)度(dù)同軸度:
( 1 ) 在(zài)直徑 100m m 處磨削找正圓, 四爪單動卡盤裝夾找正時用。
( 2 ) 找(zhǎo)正錐柄磨削工作(zuò)錐(zhuī)麵時, 找兩個(gè)點, 其中一個(gè)點靠近卡(kǎ)盤爪, 另一個點在直徑 1 00 m m 處, 兩處誤差都應(yīng)控製(zhì)在0.0 1 m m 之內。
( 3 ) 四爪單動卡盤找(zhǎo)正時, 找正的距離應盡量短。
如果加工(gōng)位置距離卡盤爪遠, 加工後(hòu)誤差(chà)容易被放大(dà),嚴重(chóng)時可能造(zào)成同軸度超差。
4. 加工(gōng)時的注意事項
( 1 ) 兩頂尖裝夾時需(xū)加潤滑脂, 並且轉速不宜過高, 以(yǐ)免燒壞頂尖。
( 2 ) 磨削時切(qiē)削液要充分。
(3) 因磨削時要轉動砂輪架, 之前要修整好砂輪。
( 4 ) 磨60°工作(zuò)錐麵時, 由(yóu)於工作錐麵砂輪一側母線與工作台導軌不平(píng)行, 所(suǒ)以, 磨工作錐麵時(shí)不能機動走刀, 隻能手搖切入。移動工作台對刀時要注意(yì)安全,小心工件不要與砂輪撞傷以防發生事(shì)故(gù)。
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com

")
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金(jīn)屬切削機(jī)床產量數(shù)據
- 2024年(nián)11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況(kuàng)
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況(kuàng)
- 2024年(nián)8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎(jiào)車(chē))產量數據