數控")



FANUC加工中心機械(xiè)手換刀PMC設(shè)計
2024-6-11 來源: 蘇州市職業大(dà)學 機電工程學院 作者:董曉嵐
摘(zhāi)要:分析了圓盤式刀庫配換刀機械手(shǒu)換刀動作的控(kòng)製邏輯,設計了控製(zhì)接口(kǒu)信號與自定義M代碼,基 於FANUC數(shù)控係統編製了換刀宏程序和 PMC程序。換刀控製動作包括刀盤(pán)找刀、主軸定向(xiàng)、刀套控製、刀臂(bì)控製和(hé)打刀缸控製,由換刀指令調(diào)用換刀宏程序,PMC 換刀程序執行自(zì)定義 M 動作代碼實現換刀動作。重點研究了(le)隨(suí)機方式刀(dāo)盤找刀的控製邏輯和整個換刀(dāo)動作之間聯動(dòng)的(de)互鎖條件邏輯(jí)。
關鍵詞:加工中心機械手;PMC;FANUC
0 引言(yán)
FANUC是市場普及率(lǜ)最高的數控係統,基 於FANUC的加(jiā)工(gōng) 中 心 換 刀(dāo) 動 作 PMC 設 計 應 用 廣 泛(fàn)。圓盤式刀庫配以換刀機械手構成的換刀(dāo)係統結構(gòu)簡單,圓盤式刀庫與換刀機(jī)械手動作分工明確,控(kòng)製(zhì)順序清晰,是大部分中小型(xíng)經濟型加工(gōng)中心采用(yòng)的配置。
本文分析圓盤式刀庫配換(huàn)刀機械手換(huàn)刀動作的控製邏輯,刀庫與主軸之間刀(dāo)具交換動作的聯動在(zài)控製方式上采用PMC程序配以宏程序調用完成動作的時序控製[1]。
1、 換刀動作的邏輯順序
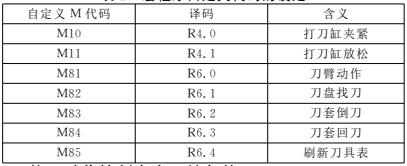
換刀動作的邏輯順序(xù)如下[2]:刀庫(kù)刀盤尋(xún)找目標刀具(jù),根據換刀 指(zhǐ)令將 TXX M06指 定的目標刀具送至(zhì)換刀(dāo)位置;主軸返回第二(èr)參考點且完成定向動作;刀套倒下;打刀缸鬆(sōng);機械手刀臂抓取主軸(zhóu)與換刀位置上的刀具;機械手(shǒu)刀(dāo)臂翻轉180°,將主軸上的(de)刀具與目標刀(dāo)具進行交(jiāo)換;刀套回刀,打刀缸(gāng)夾緊。換(huàn)刀動作的控製對象有刀庫刀盤、刀套(tào)、機械手刀臂、打刀缸。動作控製包(bāo)括刀盤找刀、主軸定向、刀套控(kòng)製、刀臂控製、打刀缸控製(zhì)。整個換刀(dāo)動作控(kòng)製所涉及的宏程(chéng)序自定義代碼的設定(dìng)見表1。
表1 宏程序(xù)自定(dìng)義代碼的(de)設定(dìng)
2、 換刀動作控製安全互鎖條件
在換刀動作控製過程中需要設計的(de)互鎖(suǒ)條件包括:
(1)刀套倒下狀(zhuàng)態下,即倒刀確認信號未到達之(zhī)前,刀盤不能轉(zhuǎn)動,否則(zé)會引起刀盤電機燒毀。
(2)刀套抬起(qǐ)狀態下,即回刀確認(rèn)信號未到達之前,刀臂不能動作,否則刀臂抓到的是空刀。
(3)刀臂動作之前,主軸定向動作必須完成,否則會出現換刀機械手碰撞故(gù)障。
(4)機床出現緊急停止、複位(wèi)信號時,換刀過程中斷,即安全保護機製。
3、換刀動作宏程序
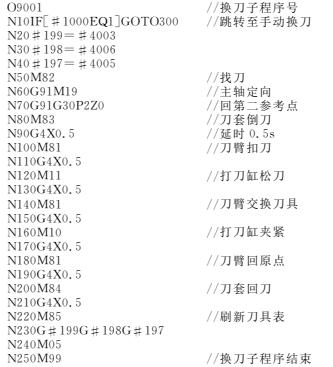
FANUC數控係統以 M06作為(wéi)換刀動作指令,調用 O9000以後的宏程序[3,4]。按照換刀動作的邏輯順(shùn)序和自定義(yì)的換刀動作 M 代碼,編製換刀(dāo)宏程序如下:
4、刀盤隨機找刀模式
宏程序調用的(de)自定義M代碼需要由 FANUCPMC程(chéng)序編譯、執行、輸出,實現刀庫、機械手(shǒu)換刀臂、機械到位傳感器輸入信(xìn)號的聯動(dòng),在所有(yǒu)換刀動(dòng)作中刀盤找刀是一個獨立且重(chóng)要的動作。
在加工中(zhōng)心機(jī)床刀庫控製(zhì)中,刀盤找刀通常有順序找刀和隨機找刀兩種方(fāng)式[5],本設計采用隨機找刀方式。隨機找刀方式允(yǔn)許刀具(jù)在刀盤中任意存放,但每把刀具和刀套上都 有自己的(de)編碼。自 動 換 刀 時,PMC讀到 TXX M06程序指令要求所需要的目標(biāo)刀具編碼,刀盤旋轉,每把刀具和刀套都接受識別,當某把刀具的編碼與目標刀具的編碼相(xiàng)一致時,該刀具被選中,刀庫將目標刀具送到換刀位置,等待機械手(shǒu)來抓取。
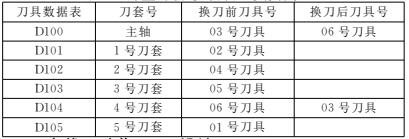
例如加工程序執行了 T06M06指令,主軸上現有的03號刀具需要被(bèi)換成06號刀具。原來06號刀具(jù)在刀盤(pán)的4號刀套裏麵,當讀到T06指令時,刀盤轉動將4號刀套轉到刀盤的換刀位置;讀 到(dào) M06指 令,機械手開始換刀,刀(dāo)臂翻轉;換刀(dāo)動作完成後,06號刀具插入主軸(zhóu)刀套中,03號(hào)刀具插在4號刀套中。刀盤刀套號與刀具號存儲位置見表(biǎo)2。
表2 刀盤刀套號與(yǔ)刀具號存儲位置(zhì)
5、刀盤找刀動作PMC設計
5.1 刀盤找刀(dāo)動作流(liú)程
刀(dāo)盤找刀的 PMC控製程序流程[6,7]如圖1所示。等待 TF刀(dāo)具選通信號到達,TF信號觸發 DSCHB刀套號數據表檢索指令,在 D0100為起始刀(dāo)套號數(shù)據表上開始檢索 F0026信號指定(dìng)的目標(biāo)刀(dāo)具所在的刀套號(hào),將目標刀套號結果傳輸至數據表 D0090內;M82刀盤找刀指(zhǐ)令觸發(fā) ROTB 刀盤回轉(zhuǎn)控製指令,D0182存放的是(shì)當前換刀位(wèi)置上的刀套號 C0002到目標刀套號 D0090所需的旋轉步數,R0026.3輸出刀盤的旋轉方向;刀位計數器傳感器信號 X0010.0觸發刀庫旋轉計數 CTRC環形計數器指令,更新換刀位置上的刀(dāo)套號 C0002;當 COIN 一致性判斷指令被觸發(fā),係統判別目標刀套號 D0090與換(huàn)刀位置刀套號 C0002一 致時,刀盤控製(zhì)電機旋(xuán)轉停止,也即刀盤找刀動作結束。
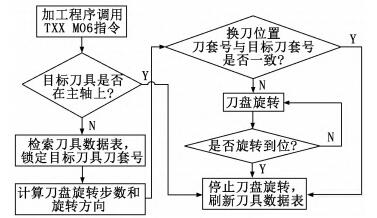
圖(tú)1 刀盤找刀控製程序流程圖
5.2 M82找刀動作 PMC程序(xù)
當讀(dú)到TXX M06語句中的T指令時,F0007.3=TF刀具(jù)選通(tōng)信號觸發DSCHB刀套號數據表(biǎo)檢索指令(見 圖 2),D0094 存放的是刀盤刀套數加上主軸(+1)的總刀具數(shù),是數據檢索表(biǎo)的總數。D0100是刀具數據表起(qǐ)始地址,D0100地址內存放的數據 是 主 軸上的刀具號,D0101是(shì)刀盤1號刀套的地(dì)址,D0101地址內存放的數(shù)據是 1 號刀套內刀具號,以此類(lèi)推。
F0026是程序中換刀調用的(de)目標(biāo)刀具號,DSCHB指令目的是在 D0100刀套號數據表上開始檢索F0026刀(dāo)具號所在的刀套號,將結果傳輸至 D0090,也即刀盤(pán)旋(xuán)轉的目標刀套號。
M82刀盤找(zhǎo)刀指觸發ROTB刀盤回轉控製指令動作(見圖3),D0092是刀盤的總刀數(shù),也是回轉指令的分度數。PLC 計算刀盤換刀位(wèi)置刀套(tào)號 C0002到(dào)加工程序(xù)要(yào)調用的目標刀套號 D0090所需 的 旋 轉步數 D0182,R0026.3輸出刀盤的旋轉方(fāng)向,0為(wéi)正轉,
1為反轉。
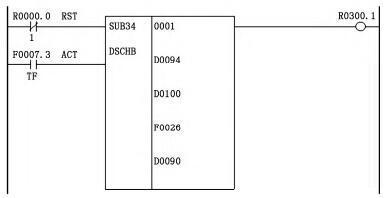
圖2 數據表檢索指令
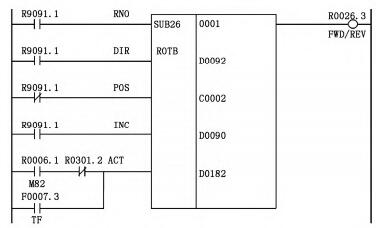
圖3 刀盤回轉指令
刀盤控製電機開始旋轉,刀盤刀位計數傳感器信號 X0010.0觸發刀盤旋轉計數CTRC環形計數器指令(見(jiàn)圖4),Y0001.2為刀盤正轉觸發加計數器(qì),Y0001.3為刀盤(pán)反轉觸發減(jiǎn)計(jì)數器。FANUC係統的 R9091.0信號(常0信號)和 R9091.1信號(常1信號)在 功 能指令的條件選(xuǎn)擇上會經常使用到。D0092是刀盤總刀數,每收到一個 X0010.0信 號,計數器自動記錄增減刀盤換刀位置的刀套號,每轉過(guò)一個刀位,計數器值加1或者減 1,C0002始終記錄刀盤轉到的當前換(huàn)刀位置的(de)刀套號。R0301.0是計數器結(jié)束的標誌,加 計 數器從最大值回到1,減計數器從1回(huí)到(dào)最大(dà)值。
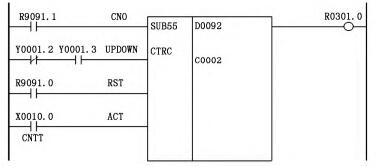
圖4 刀庫(kù)旋轉計數指令
刀盤開始(shǐ)旋轉後,COIN指令開始將(jiāng)目標刀套號與換刀位置刀套號進行比較(見圖(tú)5)。COIN 是一致性判(pàn)斷指令,刀(dāo)盤旋轉過程中(zhōng),PLC 不停地周期掃(sǎo)描判斷刀盤換刀位置刀套(tào)號(hào) C0002與 D0090目標刀套號是否一致(zhì)、換(huàn)刀位置刀套(tào)號 C0002裏麵刀(dāo)具號數據與(yǔ)F0026指令調(diào)用目標刀具號是否一致,一致性成立,刀盤停止旋轉,R0026.5結束 M82刀盤找刀動作。當目標刀具運動到換刀位置時,PMC 停止高速脈衝輸(shū)出,刀盤控製電機停止運轉。
5.3 M85刀具表刷新
M85指令代碼觸發變地址修改數據轉送指(zhǐ)令 執行刀具數表 D0094、刀具套號表 D0100刷新動作(見圖6)。每完成一次換刀動作後,須重新刷新刀具表,以(yǐ)保證刀具數據表的狀(zhuàng)態與實際(jì)刀具的存儲狀態保持(chí)一致。M85指令的分頻信號 R0400.0觸(chù)發 XMOVB指(zhǐ)令,在 D0094總刀具數的數據表中,C0002記 錄 的是刀盤換刀位置的刀套號,將當前換刀位置(zhì)刀(dāo)套號寫入(rù)刀具數據表的第一個數據 D0100地址。M85指令的分頻(pín)信號(hào) R0400.0觸發 MOVE邏輯乘(與邏輯)指令(lìng),將 F0026目標刀具號寫入刀具數據表 D0100地址內主軸(zhóu)刀具號,刷新刀具數據表的目的就是(shì)保證D0100地址內存放的刀具號與主軸上刀具號一致、D0100地址與刀(dāo)盤當前(qián)換刀位置刀套號一致。
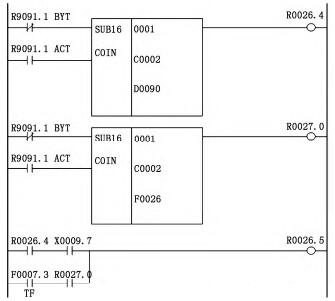
圖5 COIN 一致性判斷指令
換刀動作的其他控製如刀臂動作、打刀缸鬆緊動作、刀套倒刀回刀動作都需要實現互鎖保護及信號到達延時確認。F0096.2是(shì)主軸返回第二參考點確認信號,刀臂動作、倒刀動作的前提必須保證主軸返回第(dì)二參考點動作(zuò)完成(chéng)。
6、結語
本文分析了圓盤式刀庫配以換(huàn)刀機械手的換刀動(dòng)作和控製時序,設計(jì)了宏程序自定義調用(yòng)指令,基於隨機找刀模式設(shè)計了刀盤找刀 PMC控(kòng)製流程,重點闡述(shù)了換刀過程中刀套(tào)號數據與刀具號數據在控製程序中的信息流轉。
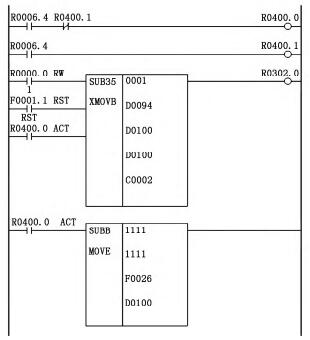
圖6 刷新刀套號指令
投(tóu)稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件(jiàn)發(fā)表(biǎo),或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件(jiàn)發(fā)表(biǎo),或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況(kuàng)
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基(jī)本型乘用車(轎車(chē))產量數據(jù)
博文選萃
| 更多(duō)
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法(fǎ)
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產(chǎn)數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老(lǎo)板(bǎn)做了十多年,為何還(hái)是(shì)小(xiǎo)作坊?
- 機械行業最新自殺性營銷,害(hài)人害己!不倒閉才
- 製造業大逃(táo)亡
- 智能時代,少談點智(zhì)造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車床加(jiā)工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法(fǎ)及工裝設計
- 傳(chuán)統鑽削與螺(luó)旋銑孔加工工(gōng)藝的區別