



一種提高(gāo)剛性攻絲效率的方法
2021-12-28 來源: 武漢華中數控股(gǔ)份有限公司(sī) 作者: 遊幫泉 文聞 雷俊 蔡飛
摘要 : 國內市場對 5G 基站加(jiā)工(gōng)的訂(dìng)單需求大增,為搶占(zhàn) 5G 基站零件的加工市場,針對5G 通訊基站加工特點之一 “鑽孔(kǒng)、攻(gōng)絲多(有(yǒu)些零件鑽孔、攻絲(sī)工序用時占比超過 60%)”,華中 8 型係統開(kāi)發了攻絲快速回退(tuì)功能,設置攻絲回退的倍率後,可使攻絲回退速度加倍,以此提高(gāo)攻絲的效率,從而提高整體零件加工效率。本(běn)文主要說(shuō)明攻絲快速回退功能。
關鍵詞 : 剛性攻絲(本文提到的攻絲都是剛性攻絲)、攻絲快(kuài)速回退(tuì)、提高效率、螺紋質量
1、引言
剛性攻絲或稱(chēng)同步(bù)進給攻絲。剛性攻絲過程中將主軸旋轉與進給同(tóng)步化,即(jí)控製主軸和進給軸的移動量同步成(chéng)比例,此時主軸電機的工作(zuò)方式(shì)和伺服電機一樣都是在位置控製方式下工作,由攻絲軸和主軸之間的(de)插(chā)補來執行攻絲,C 軸(主軸電機有編碼器,確保主軸能進行位置(zhì)控製,即主軸速度模式控製切換為 C 軸位置模式控(kòng)製,按進給軸進行位置插補運算)每轉一圈攻絲軸走一個螺距的距離,以匹配特定的螺紋螺距需要,即(jí)使在加減速期間這(zhè)種進給關係也不(bú)變化。主軸和攻絲軸需滿足如下關係 :P = F/S,表達式中
P 表示絲錐的(de)螺距(單位 mm),F 表示(shì) Z 軸的進(jìn)給量(單(dān)位 mm/min),S 表示主軸轉速(單位(wèi) r/min)。
華中 8 型係統開發的(de)攻絲快速(sù)回退功能,設置攻絲(sī)回退的倍率後,可使攻絲回退速度加(jiā)倍,以此提高攻絲的效率,從而提(tí)高整(zhěng)體零件加工效(xiào)率(lǜ)。
2、剛性攻絲動作說明
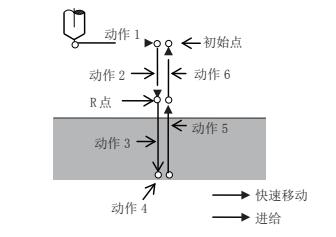
一(yī)般來說,華中 8 型係統(tǒng)攻絲循環有以下六個動作順序 :(以 Z 軸為攻絲軸舉(jǔ)例說明)
順序動作 1:X、Y 軸定位到孔上方,Z 軸到達初始(shǐ)點 ;
順序動(dòng)作 2: 快速移動到 R 點 ;
順序動作 3: 執行(háng)攻絲動作到孔底 ;
順(shùn)序動作 4: 在孔底執行暫停(G 代碼中沒有(yǒu)定義就無此步(bù)驟);
順序動作 5: 執行攻絲(sī)動作退刀到 R 點(G代碼中定義 G99 返回方式時攻(gōng)絲循(xún)環到此結束);
順(shùn)序動作 6: 快速回退到初始初始點(G 代碼中定義 G98 返回方式(shì)時攻(gōng)絲循環到此結束);
3、剛性攻絲效率提升的方向探究
針對上文中剛性攻絲動(dòng)作(zuò)說明,各個順序動作階段效率提升探究的可能性。
1)在工藝方向
1.1)調整 R 點和初始點的位置(zhì),縮短順序動作 2 和順(shùn)序動(dòng)作 6 的行程以(yǐ)提高效率 ;
1.2)盡可能地提高攻絲的主軸(zhóu)轉速 ;
1.3)盡可能縮短甚至取消(xiāo)孔底的(de)暫停時間 ;
1.4)G 代(dài)碼中定義 G99 返回方式時,省去順(shùn)序動作 6;
1.5)攻(gōng)絲時選擇一攻到底模式進行剛性攻絲(攻絲軌跡從 R 點直接到孔底 Z 點),而不是采用(yòng)啄(zhuó)式攻絲方(fāng)式進行剛性攻(gōng)絲(攻絲過程中是反複(fù)間歇進給);
2)在數控係統功能方(fāng)向
2.1)順序動作 1 和順序動作(zuò) 2、順序動作6 和下一個孔的順序動作 1,相互(hù)垂直的兩程序段相交處,通過使兩處的速度在(zài)相交(jiāo)處重疊(dié)從(cóng)而達到路徑重疊的目的,縮短程序循環時間,提(tí)高加(jiā)工效率 ;
2.2)提升順序動作 5 的回退速度,由於此階段沒有切削,負載(zǎi)相對於順序動作(zuò) 3 階段要小,因此可以(yǐ)加快順序動作 5 的回退速(sù)度以提升效率。
4、剛性(xìng)攻絲快速回退功能舉例介紹
華中 8 型數控係統攻絲快速回(huí)退功能,就是針對上文中順序動作 5 進行(háng)優化,提升順序動作5 的回退速度,進而提升剛性攻絲效率(lǜ)。上文中剛性攻絲順序動作 3 階段(duàn)進刀,已(yǐ)經加工出螺紋(wén),順序動作 5 階段(duàn)是沿著(zhe)已加工的螺紋退刀,負載小,因此可以在機床負(fù)載允許情況下加快攻絲回退(tuì)速度來提升(shēng)剛性攻絲效率。即華中 8 型數控係統攻絲快速回退功能,在不影響剛性攻絲速度(進刀(dāo)加工(gōng)螺紋(wén)的速度)前提下,提升攻絲回退速度以提高剛性攻絲效率。
4.1 用例環(huán)境說明
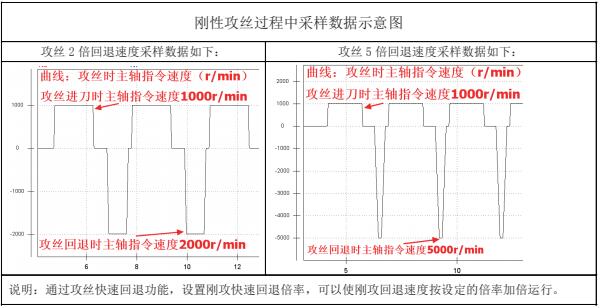
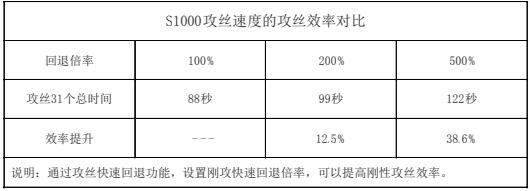
當攻絲回退倍率為(wéi) 10(回退速度為原來回退速度的 100%),20(回退速度為(wéi)原(yuán)來(lái)回退速度的 200%),50(回退速(sù)度(dù)為原來回(huí)退速度的500%)時,使用(yòng) S1000 速(sù)度,進(jìn)行 G84 攻(gōng)絲加工 M3 螺紋(wén),驗證回(huí)退速度是(shì)否有所提升,攻絲(sī)效率是否有提升,攻絲的螺紋孔是(shì)否合格 ;
4.2 用(yòng)例(lì)采樣數據
4.3 用例效率對比(bǐ)結果
4.4 用例加工零(líng)件示意(yì)
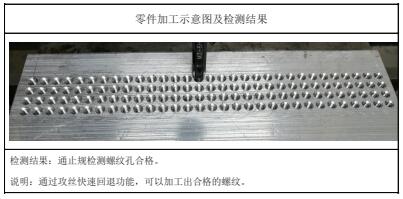
華中 8 型數控係統(tǒng)的攻絲快速回退功能,在(zài)相同攻絲(sī)速度條件下進行剛性攻絲,通過設置剛攻快(kuài)速回退倍(bèi)率(lǜ),可以使剛(gāng)攻回退速度加倍,進而提升剛性攻絲的加工效率,並保證剛性攻絲的螺(luó)紋質量。
5.結語
在剛性攻絲時(shí),使用華中 8 型數控係統的攻絲快速回退功能,通過設置剛攻快速回退倍率(lǜ),可以提升剛性攻絲的加工效率,並保證(zhèng)剛性攻(gōng)絲的螺紋(wén)質量。
華中 8 型數(shù)控係統的攻絲快速回退功能(néng),為提升剛性攻絲效率提供了(le)一種實用的選擇。華中 8 型數控係統的攻絲快速回(huí)退功能是(shì)在(zài)係統層(céng)麵進行功能優化,通過係統端設置(zhì)一個參數,不改變剛性攻絲進刀(即加工出螺紋)加工速度的前提(tí)下,通過改變(biàn)攻絲回退階段(duàn)的速度,可以明顯有效提升剛性(xìng)攻絲效率。
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或(huò)進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或(huò)進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
州金(jīn)馬")
業(yè)界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區(qū)金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量(liàng)數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種(zhǒng)辦法(fǎ)
- 中走絲線切(qiē)割機床(chuáng)的發展趨勢
- 國產數控(kòng)係統和數控機床何去何(hé)從?
- 中國的技術工人都去哪裏了(le)?
- 機械老(lǎo)板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰(téng)飛(fēi),要從(cóng)機床
- 一文搞(gǎo)懂(dǒng)數控車床加工刀具補償功能
- 車床(chuáng)鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工工藝(yì)的區別