



NUM係統星三角轉換功能在數控機床中的應用
2021-7-19 來源: 秦川機床工具集團股份公司 作者:淮睿
摘要:闡述(shù)了數控機床的發展現狀。介紹了(le)NUM數(shù)控係統星三角轉換功能及其使用(yòng)方法。詳細介紹了該功能(néng)在數控機床中的應用。
關鍵詞:數控機床;星三角轉換;電主軸
0 引 言
近年(nián)來,隨(suí)著我國(guó)裝備製造(zào)業的飛速發展,對於數控機床的功能要求也是越來越高,尤其是電主軸,許多零件(jiàn)在加工(gōng)的時候就要求主軸(zhóu)既能在低速(sù)時實現重切,以此來提高效率;又能在高速時實現精切,以此來提高精度。為此,電動機廠(chǎng)商在這方麵也做(zuò)了大量的(de)工作,開(kāi)發出了一款寬轉(zhuǎn)速範圍並且能夠實現星/三角控製運行的電主軸,這樣既可以在星形連接下運行(háng),又可以在三角形連接下運(yùn)行,從而實(shí)現了低速加工時能夠滿足大(dà)轉(zhuǎn)矩輸出,高速精加工時又能夠滿足大功率輸出。那(nà)麽,對於機床製造商來說,要想給機床配備這種電主軸,就必須考慮如何使用伺服驅動器控製(zhì)這種電主軸實現星三角自動轉換運行,同時還要確保(bǎo)機床能夠穩(wěn)定、可靠地運行。
1、星三角轉換功能控製原理
現如今,數控(kòng)係統的功能越來(lái)越強大,NUM係統實現星三角轉換功能的控製原理是:通過伺服驅動器S7口PROGO1和PROGO2(針腳號分別是pin2和pin3)來控製星三角自動轉換。在PLC程序(xù)中通過係統主軸速度控製(zhì)字%R1C.W( Spindle 1 Speed Reference)判斷主軸(zhóu)1轉速,當(dāng)轉速值達到星三角(jiǎo)轉換設置的轉速值時(shí),控製星三角轉換的係(xì)統伺服驅動控製字%Wezz.7(Spindle ElectricalConfiguration,0: low range;1: high range) 由 0 置 1 後 ,PROGO1口關閉,PROGO2口輸(shū)出,從而實現了主軸星三
角自動轉換運行的控製。驅動器初始(shǐ)上電時PROGO1口輸出,PROGO2口關閉(bì)[1]。
2、應用實例
某數控機床,電主軸選用的是Franz Kessler公司的DMS係列(liè)異步電主軸,並(bìng)配置NUM 數控係統及其HP係列(liè)伺服驅動(dòng)器MDLU3150N01AN。安裝在電動機(jī)內部的編碼器GEL 2442 KM1G3K150(Lenord & Bauer),將速度和位置信號反饋到數(shù)控係統中,控(kòng)製電主(zhǔ)軸運轉,從而達到精確、可靠的定位和回轉運(yùn)動。電(diàn)主軸星三角轉換(huàn)動力回路和控製(zhì)回路的(de)接線圖分別如圖1、圖2所示。
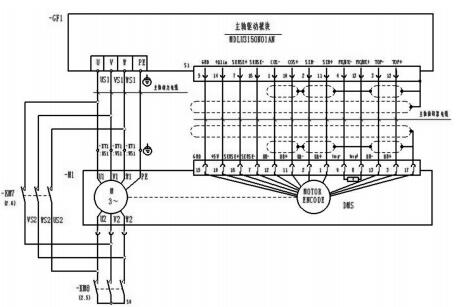
圖1 星三角轉換動力(lì)回路接(jiē)線圖
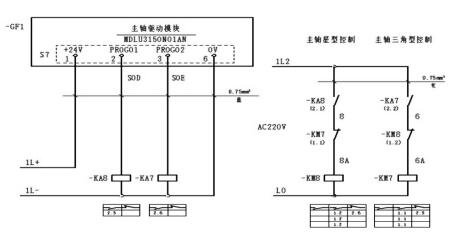
圖(tú)2 星三角轉換控製回路接線圖
從圖2中可以看到,當PROGO1輸出時,繼(jì)電器KA8線圈得電,主軸星形控製回路的常開觸點KA8吸合,接觸器KM8線圈(quān)得電,然後使圖(tú)1中的KM8主(zhǔ)觸點吸合,從而使電動機第二組動力線U2\V2\W2短接在(zài)一起,第一組動力線U1\V1\W1直接接入驅動(dòng)器,形成了主軸的星形接法;當PROGO2輸出時,繼電器KA7線圈得電,主軸三角形控製(zhì)回路的常開觸點KA7吸合,接觸器(qì)KM7線圈得電,然後使圖1中的(de)KM7主觸點吸合,從而使電動機第一(yī)組動力線U1\V1\W1分別和V2\W2\U2連接在一起再接入驅動器,形成了主軸(zhóu)三角形接法。另外,從圖2中還可以看到,為了避免KM7和KM8同時吸合,需要將各自的常閉(bì)觸點分別串接(jiē)在對方(fāng)的控製回路中,實現了互鎖控製[2-4]。按照圖樣設計(jì)要求(qiú),硬件接線如圖3~圖(tú)6所示(shì)。

圖3 電動機動力線對接(jiē)圖

圖4 星(xīng)三角運(yùn)行接觸器接(jiē)線圖

圖5 驅動器S7口接線圖

圖6 星三角控(kòng)製繼電器接線圖
配置過程分為以下3個階段:
第一階段:利用NUM調試軟件對(duì)主軸驅動進行配置,包括電動機、編(biān)碼器的配置。電動機選擇的是通用型異步電動機,即997:Generic Asynchronous(10 kHz),編碼器選擇的是電動機(jī)實際使用(yòng)的編(biān)碼(mǎ)器(qì)223:Lenord&Bauer,如(rú)圖7所示。
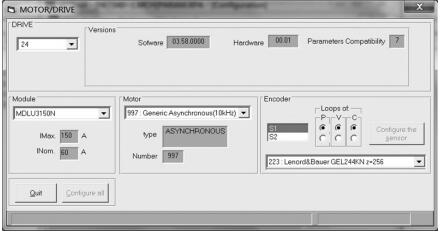
圖7 主軸電動機及編碼器配置
第二階段:根據電動機廠(chǎng)家提供的額定參數測算驅動參數並下(xià)載到驅動中(zhōng)。驅動參數分為低速(星形連接)運行時(shí)的參數,後綴為(wéi)l.r;高速(sù)(三角形連接)運行時的參數,後綴(zhuì)為h.r。當電動機運行在星形連接方式時,係統自動調用驅動器l.r這組(zǔ)參(cān)數;當電動機運行在三角形(xíng)連(lián)接方式時,係統自動調用驅動器h.r這組參數。其中(zhōng),主軸星三角轉換的關鍵參數(shù):
V417:(Defluxing starting speed l.r) =2800 r/min;
在PLC中,當S實際≥2800 r/min,即%R1C.W≥6117(主軸最高速度對應的速度控製字最大值是32767,最高轉速設(shè)置為15 000 r/min)時,由PLC給係統發出轉換指令,即%We51.7=1(由NUM手(shǒu)冊中查到:@24號主軸1對應的zz=51),驅(qū)動器S7口的PROGO1和PROGO2狀態分別作出切換,就會使電動(dòng)機由星形連(lián)接自動轉換成三角形連接。電動機星三(sān)角轉換PLC程序和部分驅動參(cān)數如圖8、圖9所(suǒ)示。
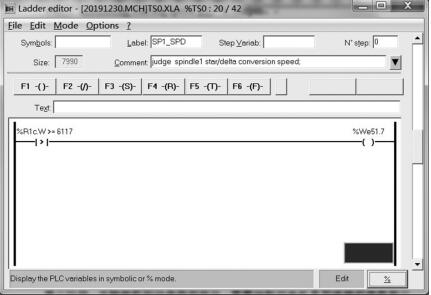
圖8 電動機星三角轉換PLC程序圖
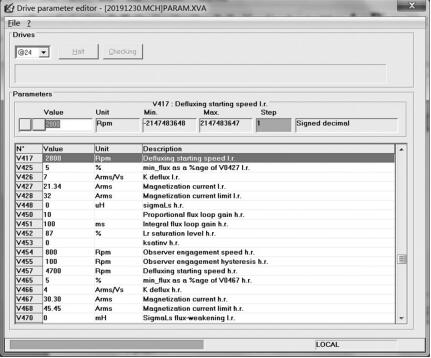
圖9 電動機驅動參數(shù)列表
第三階段:主軸電動機(jī)驅動參數的優(yōu)化。當驅動參數設(shè)置完畢後(hòu),就可以在低速下試著運行(háng)主軸了。如在MDI方式下(xià)輸入指令M64M3S100後,按循環啟動,主軸可(kě)以(yǐ)平穩(wěn)運轉。觀(guān)察電動機負載、實際電流、轉速值(zhí)及主軸溫度,均正常。
然(rán)後,需要分別對電動機星形連接的參數和三角形連接的參數進行優化。優化時,要從低速到高(gāo)速(最高設置15 000 r/min),在不同的轉速擋對驅動參數進行優化測試並反複修改參數,最終使得(dé)電動機無論是在低速還是(shì)高速(sù)下都能穩定可靠地運行。
至此,NUM數控(kòng)係統中的星三角轉換功能就配置完成了。由此可見,該功能性能優越,控製簡便,配置成本低,相信日後該功能會得到更加廣泛的應用(yòng)。
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多

行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機(jī)床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量(liàng)數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車(chē)銷量情(qíng)況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量(liàng)數據
博文選萃
| 更多