



一種基(jī)於Twin Cat的激光數控係統設計與實現
2020-7-31 來源: 廣東(dōng)順(shùn)德工業設計研究(jiū)院 廣東順德創新 作者:熊翌竹,吳本濤,王春政
摘要:設計了基於Twin CAT的激光數控係統,以提高(gāo)數(shù)控人機交互平(píng)台的友好性和可(kě)定製性,實現業(yè)務領域的行業細分。係統基於Twin CAT提供的ADS通訊組件(jiàn),采用.NET平台進行邏輯業(yè)務編碼和(hé)界(jiè)麵搭建,實現了對PLC和(hé)CNC控製器的實時狀態監測和控製。現(xiàn)場應用(yòng)表明,係統配置靈活,人機交互強,可以很好地運用於激光數控的工件加工操作.
關鍵詞:Twin CAT;.NET;數控係統
0 、引言
數控係統是數字控製係統的簡稱[1],英文名(míng)稱為Numerical Control System,它是一種專用計算機係統,配置有伺服驅動裝置[2]。通常用來對機械設備進行位(wèi)置、角度(dù)等量的動作控製[3]。
Twin CAT 數控係統采用開放式 CNC 編程理念。它(tā)具有全模(mó)塊化的軟件體係結構(gòu)和實時的配置係統,能(néng)夠兼容各種軟硬件平台。提供了標準(zhǔn)的通信協議組件,並支持各種高級編程語(yǔ)言。這使機械製造商和用戶可以方便地基於此平台進行二次開發出(chū)有個性的(de)應(yīng)用軟件,以進行行業區分。本文涉及的研發項目便是機床數控係統二次開發,主要側重高(gāo)功(gōng)率激光加工控製(zhì)做智(zhì)能(néng)化、專(zhuān)業化功能(néng)開發。本文基於 Twin CAT 平台(tái)主要講述上位機(jī)係統的設計與實現(xiàn)。
1 、Twin CAT框架簡介
Twin CAT (The Windows Control and Automa⁃tion Technology),基於 Windows 的控製和自動化(huà)技術) [4],主(zhǔ)要由PLC、NC、Windows 應用程序等各個軟件模塊組成,各個模塊配置(zhì)有地址和端口。在此框架上各個軟件模塊都是 Twin CAT 的一個(gè)獨立通訊節點,相互之間通過基於 ADS 通訊協議的信息路由器進行模塊間(jiān)的數據和信息交(jiāo)互。
2、係統設計與實現
2.1係統概要設計
本項目中,激光數(shù)控係統 HMI 直接與 PLC 交互,通過 PLC 間接控製 CNC,對實時性要求不高,主要體現人機交(jiāo)互和界麵簡潔可操(cāo)作。主要需要實現(xiàn)CNC軸移動(dòng)、倍率控製、圖形(xíng)顯示、工藝參數配置、事項信息顯示、設備運行狀態監視(shì)等功能(néng),並同時考慮界麵(miàn)靈活配置,人員權限配置(zhì)等功能。
Twin CAT 已經與微軟(ruǎn) VS Studio 無縫集成,對開發支持更加便捷和成熟,技術平台上選(xuǎn)用.NET平台(tái),基於VS2015開發實現。本(běn)係統設計架(jià)構圖如圖1所示。
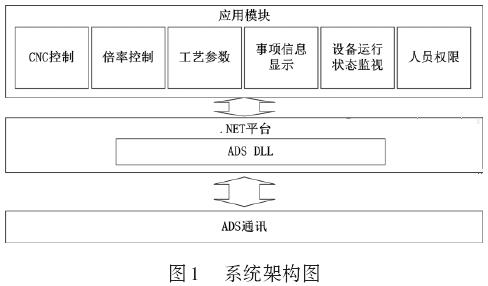
其中 ADS 通訊層為 Twin CAT 框架中(zhōng)的路由層,可(kě)供 TWin CAT 框架中 PLC、CNC 實時(shí)係統、HMI 等節點接入,各節(jiē)點通過 ADS 通訊協(xié)議進行傳輸。本係統也作為其中的一個節點依靠 ADS 動
態庫(kù)組件進行接入,在.NET平台(tái)上實現各種(zhǒng)業務邏輯,與PLC和NC實時係統(tǒng)進(jìn)行交(jiāo)互。通過 Twin CAT ADS 訪問 PLC 變量首先要跟地址(zhǐ)建立(lì)連接。有地址和變量名兩種(zhǒng)方式。其中地址方式是指通過 Group Index 和 Offset Index 組合的(de)地(dì)址訪問 PLC 變(biàn)量(liàng)。
Group Index 一般用於區別(bié)寄存器類型,為常量,Offset Index 為變量的偏移地址,即表示 PLC 變量的地址。變量名方式是指在(zài)ADS 設備中(zhōng)每個變量(liàng)都有一個句柄,本項目中與PLC 變量的交互主要(yào)采用後者實現。
2.2 係統詳細(xì)設計與實現
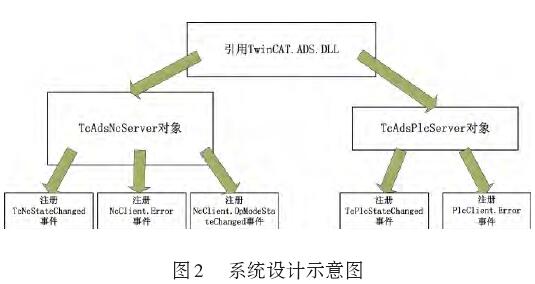
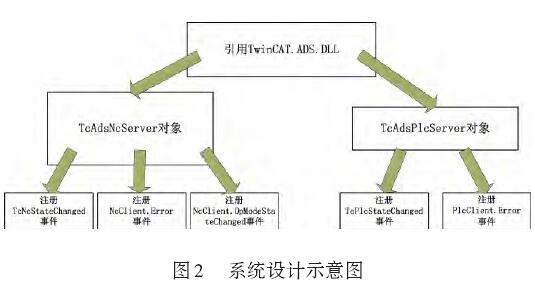
各功能模塊都需要通過(guò) ADS 與(yǔ) PLC 和 NC 實時係統(tǒng)進行數據交互,隻(zhī)是(shì)有些(xiē)模塊是下發設(shè)置數據,有些則是召測顯示數據。添加對(duì) Twin CAT.Ads.dll 模塊引用 , 建立 Tc Ads Nc Server
和 Tc Ad⁃s Plc Server 對象,采用注冊事件的方式實(shí)現對兩種控(kòng)製器狀態(tài)的監測和操作模式識別,並對接收(shōu)的消息進行自定義處理。係統設計示意(yì)圖如圖2。
部分消息注(zhù)冊處理接口定義如下:
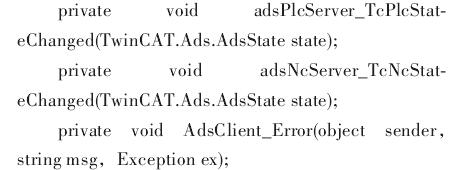
與PLC交互的收(shōu)發函數接口定義如下:
最終實(shí)現的係統主界麵如(rú)圖3。
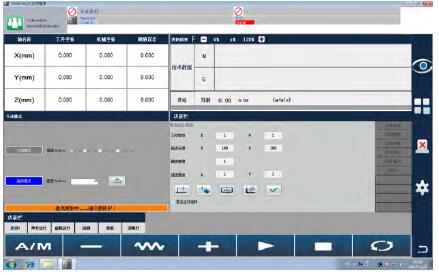
圖3 係統主界(jiè)麵
3 、結束語
Beckhoff Twin CAT 係統軟件可通過多(duō) PLC 係統、NC 軸控製係統、編(biān)程環境和操作站,將任何兼容 PC“改(gǎi)造”成為一(yī)台實時控製器。本文(wén)基於Twin CAT 搭建(jiàn)的激光數(shù)控係(xì)統,配置靈活,人機交互強(qiáng),經過實際測試,可以很好(hǎo)地運用於激光數控的工件加工(gōng)操作(zuò)。
投(tóu)稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產(chǎn)量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區(qū)金屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年(nián)8月 基(jī)本型乘用車(轎車)產量數據