



海德漢參展ITES/SIMM展會(huì)——2020展品(pǐn)預(yù)覽
2020-7-15 來源:-- 作者:-
2020年9月1-4日,深圳國(guó)際會(huì)展中心(寶安新(xīn)館),3號館B70號展位
TNC640數控係統
展品主要參(cān)數
● TNC 640是高端的銑削和銑車複合(hé)加工數控係統的標杆。
● 尤其適用於HSC(高速加工)和(hé)5軸聯動加工(gōng)應用,包括全自動加工(gōng)中心的應(yīng)用。
● TNC 640代(dài)表高表(biǎo)麵質(zhì)量、高(gāo)精度和極(jí)短的加工時間,以及麵向(xiàng)車間的操作和(hé)編程能力。
● “智(zhì)聯智造”、“動態高效”和“動態高精(jīng)”解決方案包。
展品特點
● 用戶界麵:在整(zhěng)個操作和編程期間,實用的對話和信息(xī)豐富的圖形,直觀易用、結構(gòu)清晰和(hé)上(shàng)下文相關的用戶界麵提供全麵的信息。用海德漢麵向車間應用的Klartext對(duì)話格式編程語言,在機(jī)床上直接編寫銑削和車(chē)削(xuē)加工程序。
● 觸控屏:TNC 640搭載全新觸控顯示屏,簡化操作。在觸控顯(xiǎn)示屏上進行3-D驗(yàn)證圖形中,用手勢更快地操作仿真(zhēn)的工件,直接在顯示屏上點擊軟(ruǎn)鍵進行操(cāo)作,也可(kě)以瀏覽整個表和NC數控程序。“擴展(zhǎn)工(gōng)作區緊湊版”的24英寸寬屏顯示器在主窗口旁顯示任(rèn)何所需外部應用程序信息,且與數控係統的用戶界(jiè)麵類似。
● 部件監測(cè):機床部件過載常常造成(chéng)昂貴機床損壞和計劃外停機。當超過指定的限製值(zhí)時,“部(bù)件監測”功能持續地向機床(chuáng)操作人員報告主軸軸承的當前負載和相應的響應(例如NC停(tíng)止)。“部件監測”無需其它傳感器。

LC1x5係列絕對式封閉直線光(guāng)柵尺
展品主要參數
● 精度等級 ± 5 μm, ± 3 μm;
● 基於單場掃描獲得的高質量信號;
● 測量長度 440 mm 至 4240 mm;
● DIADUR光柵;
● 雙密封條(tiáo)設計抗汙染能力更強 ;
● 接口(kǒu) : EnDat, Fanuc, Mitsubishi,Drive-CliQ,Panasonic;
● 分辨率: 最小到(dào) 10 nm;
● 適用於功(gōng)能安全 (選裝項)
展(zhǎn)品特點
新(xīn)型絕對式光柵尺LC1X5係列光(guāng)柵尺是通用型機床直線軸定位的(de)首選產品,其采用新型的雙密封結構設計,進一步提高光柵尺的抗汙染(rǎn)特性,並且在安裝尺寸方麵兼容以前產品, 客戶無需更改安(ān)裝工藝(yì)。這(zhè)款光柵尺(chǐ)精度(dù)最高可達±3µm,細分誤差小於信號周期的±0.5%。接口(kǒu)方麵(miàn)除EnDat, Fanuc, Mitsubishi和DRIVE-CLIQ外,還可提供適用於PANASONIC的信號接口,實現與西門子(zǐ)係統的直接連接(jiē)。具有強化的雙密封結構(gòu),以此配合海德漢專有(yǒu)的DA400可以充分保證產品的更高使用效率。

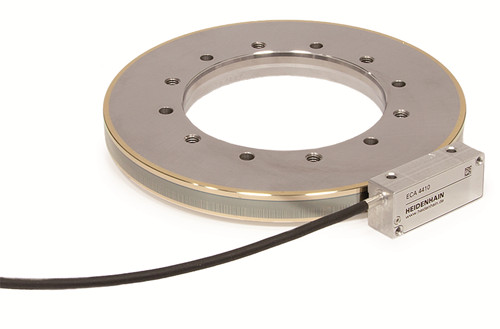
ECA 4000絕對式無內軸軸承(chéng)角度編碼器:
展品主要參數
● 讀(dú)數頭的防護等級達 IP 67;
● METALLUR絕對式刻線光柵轂;
● 光柵轂直徑:70mm 至 512mm;
● 刻(kè)線精度:± 3”至±1.5” ;
● 適用於高速高精度應用;
● 接口:Endat、發那科和三菱。
展品特點
該產品主要優勢為高精度,且(qiě)可允許相對較高的轉(zhuǎn)速。其讀數頭由於集成莫爾角度傳感器,使安裝變得很容易(yì),達 IP 67防護等級的讀數頭進(jìn)一步降低客戶的維護成本,METALLUR絕對式刻線光柵轂,通過單場(chǎng)掃描原(yuán)理,大大提高信號輸出質量,降低對汙染的敏感度(dù)。主(zhǔ)要應用於大型回轉工作台、擺動軸和天線和大型望遠鏡。
新一代具有EnDat接口的(de)測頭TS 460, TT 460 和 SE 661
展品主要參數
● EnDat傳輸接口,可向係統傳遞測頭的大量工作信息;
● 複合技術的信(xìn)號傳輸,無(wú)線(xiàn)信號(傳輸範圍大)和紅外線(信號傳輸速度快精度高),用(yòng)戶可(kě)選的通訊(xùn)傳輸模式;
● TS 460和TT460共用的收發單元;
● 避免碰(pèng)撞和溫度影響 ;
● 無磨損傳感器(qì);
● 柔性(xìng)電源係統及智能待機功能;
● 集(jí)成工件清潔功能;
● 精度≤ ± 5,0 µm, 重複性:2 σ ≤ 1,0 µm。
展品特點
通過(guò)EnDat接口進一(yī)步(bù)增強測頭設置的用戶友好性,僅需(xū)在係統的用戶界麵即可完成測頭設(shè)置和檢查測頭工作狀態,無需進入機床參數界麵。此外,測頭安裝更加簡便,尤其對於無線電模式下的信道選擇(zé)更加方麵直觀,支持(chí)手動選擇。並可支持連接無限個測頭(無線(xiàn)電模式下)。對(duì)於大(dà)型機(jī)床(chuáng)而言其傳輸(shū)距離足夠滿足探測要求;而(ér)對於中(zhōng)小型機床,這可以進一步縮小機床間距,同(tóng)時可避免幹擾,增大廠房利(lì)用率。此外,具有EnDat接口測頭的(de)探(tàn)測(cè)精度和速度沒有關係,不受速度影響。
用戶可以在測頭界(jiè)麵中讀到:電量信息(xī),碰撞保(bǎo)護信息(xī),信號(hào)傳輸質量,測頭的電子標(biāo)簽,測頭工作狀態信息,以及服務信息等。

ETEL TMB+力矩電機
展品主要參數
● 峰值扭矩(jǔ)達42900 Nm
● 連續扭矩達22300 Nm
● 轉速高達4590 rpm
● 外徑達到1290 mm
● 大空心軸達1070 mm
● 有效長度達(dá)200 mm
● 60多種標準規格
● 每種直徑四種不同繞組
● 定子和轉子鍍鎳
● 開放式或(huò)封閉式冷卻
● 600 VDC總線電壓
● 極高持續扭矩密度
● 極高峰(fēng)值扭(niǔ)矩
● 極小扭矩波動
● 弱(ruò)磁技術擴大轉速範圍
● 兼容IMTHP模塊,精確的溫度控製(zhì)
展品特點
● TMB+是TMB力矩電機的改(gǎi)進版,不僅性能更高而且(qiě)提供全新功能特性並兼容現有(yǒu)的電機接口。
● TMB+力(lì)矩電機扭矩密度提高20%,同時外形尺寸不變,降低能耗達30%。還顯著(zhe)擴大了轉速範圍。
● TMB+為機床提供更高性能,讓現有機床無需任何設計改(gǎi)造就能應用新工藝。TMB+優異的高性(xìng)能也擴展了直驅技術的應用,同時保持最高(gāo)質量標準及可靠性標準並降(jiàng)低擁有成本。
● 全部TMB+都可選配冷卻水套。冷卻水套由精(jīng)確安裝的(de)金屬套管組成,確保冷卻液(yè)的密封性能,相同力矩(jǔ)電機的(de)工作性能高於(yú)傳統“開放式冷卻”安裝方式的工作性能(néng)。兩款冷卻水套滿足任何機器的結構要求:徑向或軸向進水/出水口。
● 全新冷卻係統為直驅力矩電機提供更高附加值,輕鬆適用於(yú)更多(duō)應用,縮短上市時間(jiān)和降低(dī)成本。
● 帶冷卻水套的TMB+采用方便的“壁式安裝”方式,簡化傳統伺服電機的更換操作,提高運動軸性能。

(來源:海德漢)
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊(xùn)合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊(xùn)合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更(gèng)多
")
行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據(jù)
- 2024年(nián)11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量(liàng)數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾(jǐ)種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國產數控係統(tǒng)和數控機床何去何從?
- 中(zhōng)國的技術工(gōng)人都去哪裏了?
- 機械老板做了十多年,為(wéi)何還是(shì)小作坊?
- 機械行業(yè)最(zuì)新(xīn)自殺性營銷,害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智(zhì)能時(shí)代,少談點(diǎn)智造,多談點製造
- 現實麵前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀(dāo)具補償功能
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝的區別(bié)