



DASEN16i數(shù)控係統在大型龍門機床上的應用(yòng)
2020-5-16 來源:大連(lián)大森數控技術發展中心有限公司 作者:郭峰功,徐宗(zōng)華,崔長振
摘要:目前,DASEN數控係統在機床上的安裝機型越來越多,特(tè)別是加工中心,攻牙機上的使用很(hěn)普(pǔ)遍。但是在大型龍門上的安裝,受係統功(gōng)能和使用經驗的限製,使(shǐ)用數量有限。因此,以DASEN16i數控係統在某35GLEII×60龍門加工中心上的(de)應用作一個介紹,把一些特殊功能的使用分享給大家,為以後使用這些功能的同行提供一個參(cān)考。
關(guān)鍵詞:伺服刀庫;動臂式換刀;同期軸;傾斜麵加工
0 引言
該(gāi)機床行程為12 500 mm×600 mm×3 500 mm,基本軸XYZ軸,W軸(zhóu)是同(tóng)期(qī)控製的動梁結構,刀頭測有兩個(gè)旋轉軸控製,配置伺服鏈式刀庫,伺服電機控製頭庫,共配有9 個伺服軸,另加一個伺服主軸。機床結構示意圖如圖(tú) 1所示。
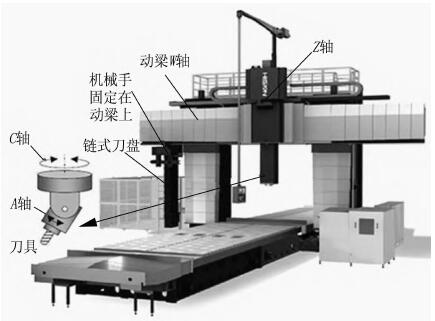
圖 1 機床構成示意圖
1、問題及技術關鍵點
(1) PLC 軸控製刀盤旋轉,並且機械手安裝在動梁(liáng)上,所以(yǐ)換刀位置隨橫梁的位置變動而(ér)變動,如何確定換刀位置(zhì)。
(2) W軸橫(héng)梁同期(qī)控製的調整,如何調整可以(yǐ)減少誤差報警。
(3) 傾(qīng)斜麵加工功能(néng)和(hé)使用。
2 、問題分析及解決方(fāng)案
2.1 PLC軸刀盤控製
刀盤使用PLC軸(zhóu)控製可以(yǐ)實現快速準確(què)定位,360°除以總刀具數就是每(měi)個刀具的移動距離,手動正反轉刀盤時,每按 1 次按鍵,旋轉 1 個刀具距(jù)離。即移動數據累加或(huò)減少(shǎo)一個刀具距離。自動時,根據現在刀位(wèi)到目標刀位的刀位數乘以每個刀具距離,然後計算出總的距離,利(lì)用伺服軸就近旋轉功能,判斷刀盤的就近正反轉,移動到目標刀位(wèi)。關於 PLC 軸要根據 PLC 指令,對區別於 NC 控製軸的獨立軸(zhóu)進(jìn)行控製,通過 PLC 開關(guān)切換 PLC 軸控製有效/無效(xiào)。
PLC 軸控製執行時的處理有以下幾點:
(1) 用(yòng)戶PLC在R寄存器中設定控(kòng)製數據(jù)。
(2) 用戶 PLC 在 R 寄存器中(zhōng)設(shè)定 PLC 中控製信息地址。
(3) 用(yòng)戶PLC接通PLC軸控製有效信號。
(4) NC根據(jù)控製數據,執行PLC軸控製。
通過對寄存器R9848的賦值,可(kě)以實現對PLC軸的控製,運行方式選擇,運行(háng)速度、運行數據(jù)等(děng)的設定。
2.2待命刀(dāo)套位置和刀臂位置關係
如圖1所示,由於刀臂固定在橫梁上,橫梁的移動有隨機性(xìng),上下位置不固定,但橫梁移動比較緩慢,換刀時不能隨時移動到固(gù)定的換刀位置(zhì),因為刀盤移動相對容易快速,為了節省(shěng)換刀的時間,提高換刀效率,需要換刀時刀(dāo)盤待命刀套(tào)位置找W軸的位置。當(dāng)預選刀時,以第(dì)一個(gè)刀套位(wèi)置作為原點,計算待命刀(dāo)套位(wèi)置(zhì),然後移動(dòng)到固定的第(dì)一換刀點,當要換刀(dāo)時,第一換刀點位置要和W軸位置一起計算,刀盤移動到機械手的位置,也就是對應橫梁W軸的位置。這些可通過PLC控製解決,把PLC軸的功能和 PLC 的運算結合,計算出刀(dāo)盤應該(gāi)旋轉到的(de)換(huàn)刀點位置,PLC控製刀盤位置和W軸位置處理。
2.3 W軸(zhóu)橫梁同期控製的調整
2.3.1 同期軸的構成
由於該台機床屬(shǔ)於大型龍門機床,形(xíng)成比較大,為了滿足Z軸的行程距離,在原有的Z軸控製基礎上增(zēng)加動梁W軸,但W軸重量比較重和跨(kuà)度比(bǐ)較大,所以采用同期控製來滿足機床(chuáng)要求。現將同期控製的功能(néng)和調試事項做個說明(míng):同期控製是指將主動軸的移動指令發送到從動軸,使兩軸按照相同的(de)移動指令進行控製的控製方(fāng)式。作為同期基準的軸稱為主動軸,跟隨主動軸的軸稱為從動軸。如圖2所示。
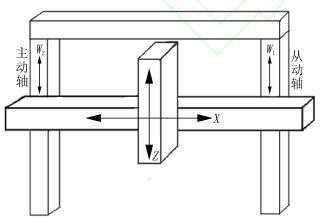
圖2 龍門動梁示意圖
2.3.2 同期軸的調整
調機時在同期控製模式下(xià),為了對主動軸(zhóu)和(hé)從動軸進行平衡(héng)調整,暫時解除同期時采用的模式(shì)稱(chēng)為修正模式。對各軸(zhóu)可采用手動手輪進給或手動任意(yì)進給執行移動。在修正模式中,如果運轉模式(shì)為手動手輪進給或手動任意進給以外的運轉模式時,發生操作報警。選擇同期運轉方式,時常(cháng)檢查主動軸和從動軸的(de)位置關係,如超過參數設定的“同期誤差允許量”,則發生報警並停止(zhǐ)進給。但是(shì),未進行原點確(què)定時,則不進行同期誤差檢查。同(tóng)期軸的伺服自(zì)動調整,同期軸在伺服調整時要使橫梁基本平行,電機(jī)電(diàn)流、扭矩相近(jìn),然後要先解除同期控製,主動、從動軸分別(bié)做調整。但由於受機械結構的限製,用 NC Analyzer 伺服自動調(diào)整軟件有些調整(zhěng)項不能進行,調整後的(de)位置環增益,速度環增益,加減速時(shí)間盡(jìn)量向兩軸的中間值靠攏(lǒng),努力保持(chí)一致,保證電機的啟動、停止的(de)一(yī)致性。否則,主動、從動軸電機啟動(dòng)停止瞬間不同步,出現橫梁瞬間(jiān)傾斜現象,產生(shēng)過載和誤差大報警(jǐng)。
報警處理,同期軸使用中最(zuì)常出現的報警是同期誤差過大報警,當同期誤(wù)差過大報警發生頻繁(fán)時(shí),雖然可以通過增大同期誤差允許值 (參數2024) 的方法避免,但是盡量將同期誤差允許值(zhí)設定在可預測(cè)的允(yǔn)許範圍內,不能靠增加誤(wù)差值(zhí)較少報警,這(zhè)樣做隻能讓情況更嚴重。第一調整機(jī)床的平衡,第二切(qiē)削時間常數、快速(sù)進給時間常數增大,加減速模式變更(gèng)為延遲模式 (例(lì)如一次延遲),減(jiǎn)小快速進給速度切削鉗(qián)製速度。由於相關的參數太多,基本參數不做說明。同期軸主要參數的設定如下(xià):#1068 指定與該軸同期的從動(dòng)軸的軸號。
#1069 設定不顯(xiǎn)示軸計數器的軸。#2024 同期誤差檢(jiǎn)查時,在主動軸上設定允許的最(zuì)大同期誤(wù)差。#1281 bit3 同期控製的對象軸從伺服關閉至(zhì)伺服啟動期間,主(zhǔ)動軸置的位置自動配合從(cóng)動軸的位置(zhì);bit0同期控製中的手動高速參考點(diǎn)返回動作切換。#1493 主動軸和從動軸(zhóu)在各軸進行原點確定動作。#2036 原點調(diào)整量表示同期運轉方式的擋塊式原點返(fǎn)回中脫離(lí)近點擋塊後,從動軸上最初的格柵點至實際原點確定位置之間的距離。同期軸功能PLC接口很簡單,R2589表示同期控製運轉方式選,YC2B 表示(shì)在自動運轉(zhuǎn)中通過 R2589 寄存器切換運轉動作時,請重新計算。 R2592表示原點調(diào)整完成。
注意事項:軸取(qǔ)出功能不能使用在同期控製軸上。把主動軸和從動軸的(de)軟件(jiàn)極(jí)限設(shè)定相同的設定值,手動運轉模式時,軟件極限即使在從動軸發出報警(jǐng),主(zhǔ)動軸也不會(huì)停止。同期(qī)軸的單個軸(zhóu)運轉時,互鎖(suǒ)、機(jī)床鎖等信(xìn)號隻(zhī)對主動軸信號有效。
2.4 傾斜麵加工功能和使用
2.4.1 傾斜麵加工功能
傾斜(xié)麵加工功能通(tōng)過對當前已設定的(傾斜麵加工指令前的)坐標係 XYZ 軸(zhóu),可定義執行(háng)旋轉及原點的平行移動後的新坐標係(稱為特征(zhēng)坐標(biāo)係)的功(gōng)能。通過該功能定義空間上的任意平麵,可對該(gāi)平麵指定通(tōng)常的程序(xù)指令執行加工。可在新定義的特(tè)征(zhēng)坐標係的+Z 方向自動控(kòng)製刀具軸方(fāng)向。配(pèi)合刀具軸方向再次設定特征坐標係,因此無需了解特征坐標係的方向或刀具軸的旋轉方向即可創建加工程序。
傾斜麵加(jiā)工功(gōng)能隻需要把選項參數打開,不需要做(zuò)係統PLC程序,設置幾個基本參數即可,主要是應用(yòng)經驗的積累和(hé)加(jiā)工程(chéng)序編寫,建立空間幾何圖形的思維。對(duì)應機械(xiè)的軸(zhóu)構成要(yào)求如圖(tú) 1 中所示的主軸頭上的 C 軸和 A 軸,或者是C軸和(hé)A軸安裝在工作(zuò)台上(shàng),或者分別裝(zhuāng)在主軸頭和工作台上這3種安裝方式。
2.4.2 傾斜麵加工中的參數
#1287bit1、bit2 表示傾(qīng)斜麵坐(zuò)標顯示(shì)切(qiē)換
#8713 表示跳躍坐標切替
#7900—#7956 表示旋轉軸構(gòu)成參數
2.4.3 傾斜(xié)麵加工指令
G68.2 [P0] Xx YyZz Iα Jβ Kγ ;(根據(jù)歐拉角指定(dìng))
G68.3 Xx YyZz Rα; (通過刀具軸方向指定)
G69 取消(xiāo)傾斜麵加工。
指令設(shè)定如下特征坐標係:
(1) 將傾斜麵加工指令前的坐標係點(x,y,z) 作為特征坐標(biāo)係原(yuán)點。
(2) 使原點偏移的坐標係繞Z軸旋轉α。
(3) 僅使下一次旋(xuán)轉後的(de)坐標係的X軸旋轉β。
(4) 進一步使旋轉後的坐標係的Z軸(zhóu)旋轉γ。
2.4.4 傾(qīng)斜麵(miàn)加工動作說明
傾斜麵加工模式中的動作,發出傾斜麵加(jiā)工指令時(shí),設定前述特征坐標係。將參數#8901—#8906 設為“23”時,顯示特(tè)征坐標係的計數器 (機械不移動)。傾斜麵加工模式中的移動指令為(wéi)特征坐(zuò)標係中的指令。在特征坐標係的計數器顯示中,通過設定(dìng)參數 #1287 ext23/bit2、bit3(傾斜麵坐標顯(xiǎn)示切換(huàn)),可(kě)選擇不包含刀長補償/刀徑補償的程序指令上的(de)加工位(wèi)置。
刀具軸方向(xiàng)控製,發出 G53.1 指令(lìng)時,移動旋轉軸使刀具軸方向為特征(zhēng)坐標係的+Z 方(fāng)向。此時,移動(dòng)的僅為旋轉軸,XYZ軸不移動。旋轉軸的移動速度因G53.1 指令時的模態而異。根據特(tè)征坐標係設定(dìng)G53.1指令時旋轉軸可快速移動。在刀具距離工作台足夠遠的距離後(hòu)再發出G53.1 指令。
傾斜麵加工模式的取消,通過G69指令可取消傾斜麵加(jiā)工。解除(chú)特征坐(zuò)標係(xì)設定,坐標係返回至(zhì)傾斜麵加工指令時的工件坐標係,工件坐標位置計數器變化為原工件坐標(biāo)係的坐標值,機械不移動, 複位時也取(qǔ)消傾斜(xié)麵加工,但(dàn)在參數#1151 為“0”時的複位1 中保持傾斜(xié)麵加工模式。立方體傾斜麵加工和相應的加工程序如圖3所示。在(zài)主程序中以傾斜麵指定方式設(shè)定特征(zhēng)坐標係,通過子程序(加工(gōng)程序 100)執行加工。
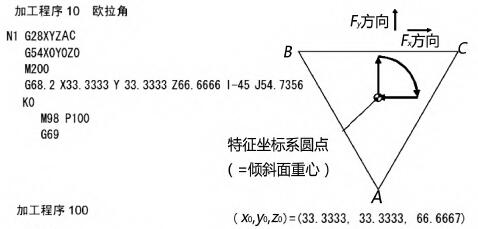
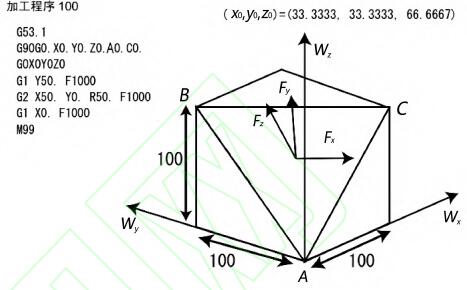
圖3 立方體傾斜麵加工和相應的加工程序
傾斜麵加工功能有些類似在G68指令三維坐(zuò)標轉換功能的基礎上增加旋(xuán)轉軸的控(kòng)製(zhì),坐標的移動和旋轉可(kě)以隨工件的要求,隨意定義坐標係,功能更強大,使用更靈活,實現機床的五麵體加(jiā)工。但(dàn)是對機床編程和操作者的要求(qiú)更高,要想達到快速(sù)掌握,不是那麽容(róng)易的。
3、機型或行(háng)業應用拓(tuò)展
該機床是一(yī)台動粱式龍(lóng)門數控加工(gōng)中心,控製係統選用 DASEN16i 數控係統,電機反饋采用一百萬線分辨率編碼器,控製精度高,結(jié)構布局先進(jìn)合理,外形美觀,縱向導軌采用大規格線性(xìng)滾動導軌(guǐ),運動靈敏度高,橫向導(dǎo)軌采用力學性能優越的雙線性導軌與滑動導軌(guǐ)的複合結構,升降導軌(guǐ)采用大包容結構,基礎大件結構規格大,並布置有足夠的(de)加強(qiáng)筋版,整機(jī)剛(gāng)性好,穩定性好,承載能力大,廣泛應(yīng)用於製冷,航空航天、石化、鍋爐、印刷、包裝等行業,對各種管板,板件,盤件,殼體件,機架以及模(mó)具等複雜零件的多品種小批量生產,也適用於汽車,機車車輛及柴油(yóu)機行業的(de)缸體,殼體類等零件的加工,本(běn)設備滑(huá)枕端麵可安裝各種附件頭(tóu),擴大機床加工工藝(yì)範圍,實現對零件的五麵加工,可以(yǐ)配置直角頭(tóu),萬能頭,延伸頭(tóu),扁(biǎn)直角銑頭(tóu),是一台高效多功能(néng)大型龍門加工中心(xīn)。
投稿箱:
如果您有機(jī)床行業(yè)、企業相(xiàng)關新聞稿件(jiàn)發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業相(xiàng)關新聞稿件(jiàn)發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查")
行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸(zhóu)承出口(kǒu)情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據