



基於FANUC 0i-TF數控係統實現無心磨床砂輪恒線速控製
2019-10-25 來源: 無錫機床股份有限公司(sī) 作者: 李 毅
摘(zhāi)要:本文(wén)敘述了在MK1050A-CHL無心磨床上應用日(rì)本最新FANUC 0i-TF數(shù)控係統實施砂輪(lún)恒線速的精確控製方法(fǎ),實現了產品加工(gōng)尺寸的進一步穩定,加工零件表麵粗糙度的一(yī)致性明(míng)顯提高。
無心磨床在(zài)磨(mó)削加工過程中,砂輪恒線速的精確控製對穩定工件的加工精度和表麵粗糙(cāo)度有著(zhe)至關重要的影響,為了充分發揮並提升無心磨(mó)床的加工控製能力,必須(xū)探求(qiú)最新數控係統在磨床中的實施。FANUC 0i-TF數控係統(tǒng)是日本FANUC公司的新一代先進數控係統(tǒng),擁有能夠進(jìn)行納米單位精密運算的伺服技術。本文以MK1050A-CHL無心磨床為例,介紹了應用FANUC 0i-TF數控係統實現無心磨床砂輪恒線速控製的3種方法。
1.機械傳動結構及電氣部件(jiàn)設計
無心磨床MK1050A-CHL的砂輪(lún)安裝在砂(shā)輪主軸上,如圖1所示(shì)。砂輪(lún)主軸的(de)一端裝有直徑為DA的皮帶輪A。砂輪電動機端裝有另(lìng)一個皮帶輪B,直徑為DB。砂輪主軸由砂輪電動機通過皮帶驅動(dòng)。皮帶輪B為驅動(dòng)輪,皮帶輪A為從動輪,兩個皮帶輪的線速度一致。
砂輪電動機設計選用(yòng)國產YX3-160L-4-B3型,功率P=15kW,額定轉速nD=1 470r/min,380V/50Hz的電動機。該電動機由變頻器驅動,變頻器選用施耐德ATV312型變頻(pín)器,電路圖如
圖2所示(shì)。AI1和COM端子間輸入0~10V的模擬量電壓,由此對砂輪電動機轉速進行調(diào)節。LI1和+24V端子用來(lái)控製砂輪電動機的起停(tíng)。
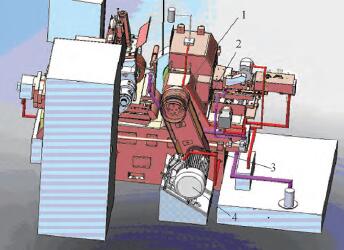
圖1 砂輪傳動結構
1.皮帶輪A 2.皮帶(dài) 3.皮帶輪B 4.砂輪電(diàn)動(dòng)機
2.實現無心磨床砂輪恒線(xiàn)速控製的三種方(fāng)法
(1)方法一:利用FANUC係統自帶的模擬主軸控製功能,通過NC程序賦值,並(bìng)將接口JA40的模擬量電壓信號接入變(biàn)頻器,實現對(duì)砂輪電動機的變頻調速,從而(ér)實(shí)現砂(shā)輪的恒線(xiàn)速控製(zhì)。
首先設定(dìng)相關(guān)參數。由於砂(shā)輪電動機選用的是額定轉速為(wéi)nD,380V/50Hz的電動機。將變(biàn)頻器ATV312中的參數“最高頻率”設置成100Hz,當輸入到(dào)變頻器中的模擬量電壓(yā)為+10V時,砂輪電動機將以100H z頻率運(yùn)行,即(jí)以轉速2nD運轉。考慮到砂輪主軸與砂輪電動機間存在DB:DA的(de)減速比,將FANUC係統中(zhōng)參數No.3741、No.4020設置成nm。(主軸電動機最(zuì)高轉速nm=2nDDB/DA)。
No.3741=n m,指(zhǐ)令電壓為10V時的低速齒輪的(de)主軸轉速(sù)。No.4020=nm,主(zhǔ)軸電動機最高轉速。No.8133#5=1,參(cān)數SSN,設1表示模(mó)擬主軸,不使用主軸串行輸出。
No.3717=1,參數ISI,設1表示使用連接1號放大器(qì)上的主軸。No.3716#0=0,參數A/Ss,設(shè)0表示主軸電動機(jī)的種類為模(mó)擬主軸。No.3735=0, 最小(xiǎo)鉗製速度。
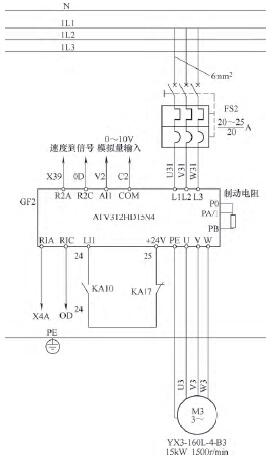
圖2 砂輪電動機控製電路
No.3736=n m,最大鉗製速度。No.4056=100,傳動比,100表示1∶1。No.3706#6=1,No.3706#7=1,確定主軸速度指令輸出極(jí)性(xìng)。NC程(chéng)序編寫如下:
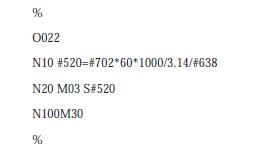
宏變量#702表示砂輪恒線速速度,由用戶根據加工工藝要求(qiú)設定。宏變量#638表示(shì)砂輪當(dāng)前(qián)直徑(jìng),隨著砂輪修整動(dòng)作的執行(háng),砂輪(lún)當前直徑會隨修整量變化。宏(hóng)變量#520表示當前砂輪主(zhǔ)軸轉速,運算得出。PMC程序編寫如圖3所示。
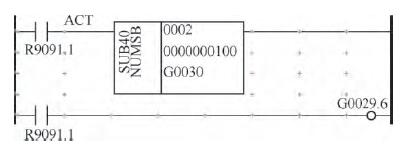
圖 3
在PMC程(chéng)序中,R9091.1是(shì)長通(tōng)信號,G30表示主(zhǔ)軸倍率。將G30設置成100,表示主軸倍率(lǜ)固定為100%。若主軸倍(bèi)率可調,極易造成砂輪線速度超速,引發(fā)砂輪炸裂, 那是非常危險的(de)。G29.6設1表示主軸運行。
設置完成後, 接通變頻器(qì)的啟動端,砂輪即按(àn)設計運算要求的速度運(yùn)轉。此(cǐ)種方法利(lì)用係統自帶端口,無需增加成本(běn),程(chéng)序編寫方便。但每次(cì)機床開機運(yùn)行,都必須先(xiān)加載運行一遍NC程序中的模擬主軸轉(zhuǎn)速賦值程序,不然砂輪無法運轉。
(2)方法二:利用FANUC係(xì)統自帶的模擬主軸控製功能,通過PMC程序賦值,實現砂輪的恒線速控製。
針對方法一的不足之處,改進控製方法。仍然使用接口JA40引模(mó)擬量電壓信號接(jiē)入變頻器,實現對砂輪電動機的變頻調速,但采用PMC控製主(zhǔ)軸旋轉。這種方法不(bú)需要通過NC程序賦值,直接(jiē)通過PMC程序賦值,從而實現砂(shā)輪的恒線速控製。機床開機運行,不必先運(yùn)行一遍NC程序中(zhōng)的模擬主軸轉速賦值程序,砂輪即可運(yùn)轉。所有恒線速的運算都將在PMC程序中執行(háng)。用戶對砂輪線速度的設定要求通過宏變量參數#702輸入,砂輪當前直徑也存放在宏變量參數(shù)#638中(zhōng)。我們首先要將相關(guān)宏變量參數讀入PMC程序地址中。編寫如圖4所示PMC程序(xù)。
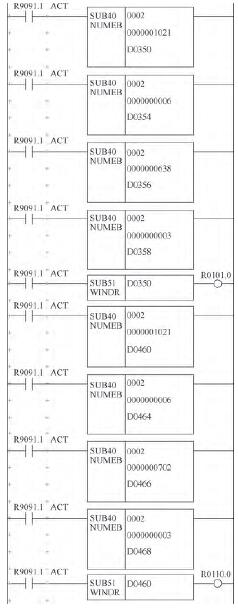
圖 4
將宏變量參(cān)數#702和(hé)#638中的數據分別讀入D470和D360中。查(chá)閱PMC模擬主軸控製的相關手冊得知,主軸接口JA40模擬量輸出地址中的(de)數值與模(mó)擬量模塊輸出到變頻器ATV312中的電壓成正比,且模擬量輸出地址中的最大數值Km設定為4095。故當定義的模擬量輸出地址(zhǐ)為4095時(shí),模擬量模塊輸出到變頻器ATV312中的電(diàn)壓為+10V。與(yǔ)方法一相同,將變頻器ATV312中的參數“最高頻率”設置成100Hz,該變頻器收到來(lái)自JA40口的(de)輸出電壓+10V時,砂輪電動機將以100Hz頻率運行。此時模擬量定義輸出地址D565中的數(shù)值KD565可由以下公式運(yùn)算(suàn)得出(chū):
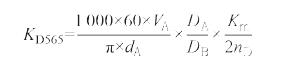
式中:VA為砂輪線速度,單位為m/s。該參數由用戶根據實際加工(gōng)工藝需(xū)要,自行設置;dA為當前砂輪的(de)直徑,單位為mm;DA為砂輪主軸端皮帶輪直徑,單位為mm;DB為砂輪電動機端皮(pí)帶輪直徑(jìng),單位為mm;Km為模擬量輸出地址最(zuì)大值。從上可知,當用(yòng)戶根據生產工藝需要確定了砂輪線速度以後,若能(néng)及時準確地確認當前(qián)砂輪的實際半徑,即能確認模擬量定義輸出地址D565中的數值,從而才能實(shí)現砂輪(lún)磨削線速度的(de)恒定(dìng)。要特別注意的(de)是PMC控製主軸旋轉方(fāng)式時,倍率G30是無效的。如圖5 所示, 主軸電動機速度指令選擇信號是G33.7:置(zhì)0表示CNC控製;置1表示PMC控製。主軸電動機速(sù)度指令極性指令信號是G33.6,置0表示(shì)控製方向是NC指定;置1表(biǎo)示PMC指定(即G33.6=1時,G33.5才生(shēng)效)。G33.5可以切換旋轉方向(xiàng)。G32.0~G33.3一共12位,在其中賦值PMC值D565。當G33.7、G33.6和G33.5都為(wéi)1時,值為(wéi)57344。在PMC程序中(zhōng)執行(háng)雙字節運算(suàn),將D565與57344相加再賦值給G32。
由此編寫PMC程(chéng)序如圖(tú)6所示,同樣需要設定相(xiàng)關參數。No.8133#5=1,參數SSN,設1表示模(mó)擬主軸,不使用主軸串行輸出。
No.3717=1,參數ISI,設1表示使(shǐ)用連接1號放大器上(shàng)的主軸。No.3716#0=0,參數A/Ss,設(shè)0表示主軸電動(dòng)機的(de)種(zhǒng)類為模(mó)擬主(zhǔ)軸。No.3735=0, 最小鉗製速度。No.3736=Km,最大鉗製速度。No.4056=100,傳動比,100表(biǎo)示1∶1。
此種方法(fǎ)也是利用係統(tǒng)自帶端(duān)口,無需增加(jiā)成本。係統自動運行相關PMC程序,砂輪隨時可以(yǐ)恒線速運轉,使(shǐ)用方便(biàn)。
(3)方法三:利用FANUC係統的模擬量模塊,實現砂輪的恒線速控製。當機床需要多個模擬量輸出(chū)時, 係統自帶的唯一一個模擬主軸口肯定是不夠用的, 這就需要增加一個模擬
量模(mó)塊。此處設計選用12位模(mó)擬量(liàng)輸出(chū)模塊ADA02A(A03B-0826-J052)。
在使用前需要在係(xì)統中分配地址。該模擬量輸出模塊(kuài)是一塊雙通道輸出模塊(kuài),雖然每(měi)個通道均是12位的(de),但仍需要為其分配四個字節的(de)地址。地址從(cóng)Y40開始,如圖7所示(shì)。

圖 5
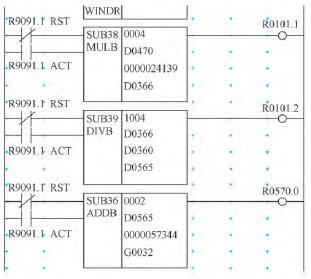
圖 6
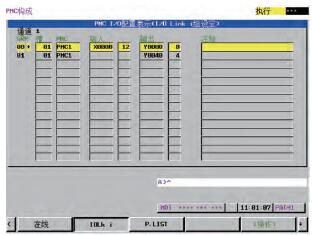
圖7 模擬量輸出模塊ADA02A地址分配
查閱模擬量輸出模塊ADA02A手冊得知,當設定模擬量最大輸出值為+10V時,模塊內部定義的模(mó)擬量輸(shū)出值為Km=2000。同理可用方法二中KD565的公式(shì)求得模擬量定義輸出地址D565中的數值。應用PMC程序同樣需要先將宏變(biàn)量參數#702(砂(shā)輪線速度)和#638(砂輪當前直徑)中的數據分別讀入D360和D470中,並(bìng)在PMC程序中按以上公式(shì)進行運算(編程(chéng)方法已經在方法二中具體描述過了,不再複述)。將D565中的運算值KD565傳入Y40。即(jí)可通過(guò)模擬量輸出模塊ADA02A的第一通道,對砂輪進行恒線速(sù)控製。編寫如圖8所示PMC程(chéng)序。
此種方法需要增加一個模擬量模塊,成本較高。但需(xū)要(yào)使用(yòng)多路(lù)模擬量控製時,就必須使(shǐ)用此方法。同樣,係統會自動運(yùn)行相關PMC程序,砂輪隨時可以恒線速運轉,使用方便。
3.結語
(1)實際使(shǐ)用表明,使用這(zhè)三種砂輪線速度控製方法的砂輪的跟隨性均非常好(hǎo),產(chǎn)品加工尺(chǐ)寸穩定,能保證加工(gōng)工件表(biǎo)麵(miàn)的(de)粗糙度一致性且效(xiào)果明顯。
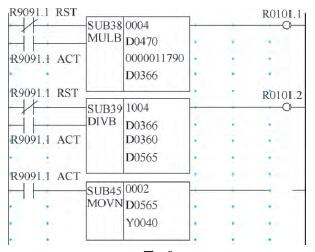
圖 8
(2)根據(jù)機床的結構和功(gōng)能的需求,可以(yǐ)從(cóng)上(shàng)述方法中選取(qǔ)相應的方法。方法二,也就是(shì)PMC控製模(mó)擬主軸恒線速控製法,目前已(yǐ)在無心磨床MK1050A-CHL、MK1050A-ETJ6的設計(jì)製造(zào)中運用。實踐(jiàn)表明(míng)使用很(hěn)方便,成本低(dī),精度高,值得推廣使用。
投稿(gǎo)箱:
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行(háng)資訊合(hé)作,歡迎聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行(háng)資訊合(hé)作,歡迎聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床(chuáng)產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月(yuè) 新能(néng)源汽車產量(liàng)數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車(chē)銷量(liàng)情況(kuàng)
- 2024年8月(yuè) 新能源汽車產量(liàng)數據
- 2028年8月(yuè) 基本(běn)型乘用車(轎車)產量數據
博文選萃
| 更多(duō)
- 機械加工(gōng)過程圖示
- 判斷(duàn)一台(tái)加工中心精度的幾種辦法
- 中(zhōng)走絲線切割機床的發展趨勢
- 國產數控係統和(hé)數控機(jī)床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還(hái)是(shì)小作坊?
- 機械行業最新自殺性營(yíng)銷,害(hài)人(rén)害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵(miàn)前,國人沉默。製造業的騰飛,要從(cóng)機床
- 一文搞懂數控(kòng)車床(chuáng)加工刀具補償功能
- 車床鑽(zuàn)孔攻(gōng)螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別