



數控龍門磨床(chuáng)的電氣(qì)設計(jì)
2018-6-21 來源:太原第一機床廠技(jì)術中心 作者:王慧君
摘要:為適應較長零件的平麵磨削,筆者(zhě)設計(jì)了 MKZ 數控龍門磨床,分析了龍(lóng)門磨床的基本結構,闡述了(le)數控(kòng)控製的進給運動原(yuán)理,分別討(tǎo)論了(le)各軸功能及控製(zhì)係統選用(yòng)和(hé)接(jiē)口控製、工作台主傳動控製、磨頭動作控製,指出該機床整體剛性好、磨削效率(lǜ)高、適用性強。
關鍵詞:數控係統;接口控(kòng)製;龍門(mén)磨床;工作台(tái);磨(mó)頭
機床(chuáng)製造業是我國工(gōng)業和國民(mín)經濟的發動機和心髒,隨著市場加工製造的需求,各種數控化機床應運而生。磨床是各類金屬(shǔ)切削機床中品種最多(duō)的一類,主(zhǔ)要類型有外圓磨床、內圓磨床、平麵(miàn)磨床、無心磨床、工具磨床等。磨床的磨削技術發展很快,在機械加工與製造(zào)業中起著非常重要的作用。隨著高精度、高硬(yìng)度機械零件數量的增(zēng)加,以及精密鑄造機密鍛(duàn)件工藝的發展,磨床的性能、品種和產量都在不斷地提高和增長。
由(yóu)於數控能夠更好地實現機床工作的自動化、高效化,因此筆者對用於大型工件的平麵磨削加工的 10 m 數(shù)控龍門數控磨床(chuáng)進行了電氣設計。數控係統主要用來控製磨床的垂直進給、水平進給、磨頭回轉(zhuǎn)運動以及一些其它的輔助功能。工作台運動則采(cǎi)用觸摸屏(píng),PLC 及伺服電機實現往複運動。
1、龍門磨床(chuáng)的基(jī)本結(jié)構
龍門平麵磨(mó)床(chuáng)采用龍門式布局,通(tōng)常由下列基本部分組成:支撐(chēng)部件,用於安裝(zhuāng)和支承其(qí)他部件和工件。由(yóu)床身、雙立柱、橫梁組成封閉的剛性框架結構承受其重量和切削力(lì),床身采用雙 V 型導軌,工作台導軌麵(miàn)覆有耐磨(mó)聚四氟乙烯。變速機構,用於改變主運動的(de)速度;進給機構,用(yòng)於改進給量;主軸箱用以安裝機床主軸;磨頭;控製和(hé)操縱係統;潤滑係統;冷卻係統等。
工作台運動一般由伺服驅動(dòng)。拖板沿橫梁導軌作橫(héng)向運動,橫向進(jìn)給伺服電機驅動。磨頭可沿拖板垂直導軌做上下移動,也可沿橫梁做左右移動。磨頭轉(zhuǎn)速變頻控製,最高以 3 000 r/min 運轉,也可做垂直工作台 180°的回轉。各軸進給以及磨(mó)頭(tóu)回轉全部由數控係統(tǒng)控製,控製精度高,操(cāo)作方便。圖1 為機床外(wài)形圖。
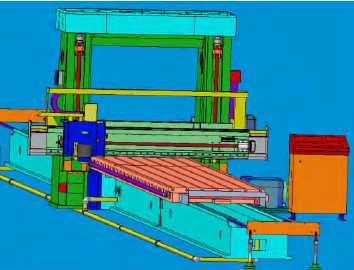
圖 1 機床外形(xíng)圖
2、 數控控(kòng)製(zhì)的進給運動
2.1 各軸功能及控製係統選用
數控進給機構包括伺服驅動部分、滾動單元、位置檢測(cè)單元等。由伺服(fú)電機通過聯軸器帶動滾珠絲杠(gàng)轉動,從而帶動絲杠上的橫梁或溜板運動,橫梁上下移(yí)動為 Z 軸,溜板左右移動為 Y 軸,磨頭裝於橫梁的溜板上,通過 2 個軸的運(yùn)動,即可實現(xiàn)砂輪的左右上下進給(gěi)。需要將常規的 X 軸設(shè)為磨頭回轉軸(zhóu)並(bìng)定義為 A 軸,以便各角度的磨削加工,為此選用 SINUMERIK 808D 銑削版本,將所有 CNC,PLC,HMI 和通信任務集成於單一部(bù)件,免維(wéi)護的PC 硬(yìng)件集(jí)成了(le) PROFIBUS 接口(kǒu)用於驅動和 I/O 模塊並具有速裝結構的超薄操作麵板,作為驅動係統(tǒng)分配獨立接口,因(yīn)而各軸(zhóu)驅動功(gōng)率獨立配置 。SIMATIC S7-200 的指令集可直(zhí)接適用於機床。
2.2 接口控(kòng)製
808D 數控係統的接口信號隻(zhī)用於控製 2 個進給軸 Y,Z 和 1 個磨頭回轉軸 A,輸入信號一共 3組,分別為:X100,X101 和 X102。具體定義見表1~表(biǎo) 3。
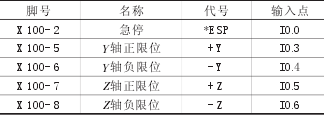
表1 X100輸入口定義表
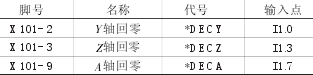
表2 X 101輸入口定義表

表(biǎo)3 X 102輸入口定義表
數控控製輸(shū)出信(xìn)號隻有導軌潤滑、磨頭(tóu)轉台放鬆和磨頭運轉信號(hào),其餘機(jī)床動作均由西門子 PLC控製。
3 、工作台(tái)主(zhǔ)傳動控製
工作台(tái)往複(fù)運動是磨削動作的重要環節,工作台選用伺服電機拖動,伺(sì)服電機起動轉矩大,由於轉子電阻大,與普通異步電動機的轉矩特性曲線相比,有明顯(xiǎn)的區別。它可使臨界轉差(chà)率 S0>1,這(zhè)樣不僅使轉矩特性 (機械(xiè)特性(xìng))更(gèng)接近於(yú)線性(xìng),而且(qiě)具(jù)有較大(dà)的起(qǐ)動轉矩。因此(cǐ),當給予定子控製電壓時,轉子立即轉動,即具有起動快、靈敏度高的特點。伺服電機(jī)運行範圍較廣,無(wú)自轉現象,正常運轉的伺服電動機(jī),隻要(yào)失去控製電壓,電機立即停止運轉(zhuǎn)。當伺服電動機失去控製電壓後,它處於(yú)單相運行狀態,由於轉(zhuǎn)子電阻大,定(dìng)子中兩個相反方向旋轉的旋轉磁場與轉子作用所產生的兩個轉矩特性 (T1-S1、T2-S2曲線) 以及合成轉矩(jǔ)特性(T-S 曲線)。交(jiāo)流伺服電動機輸(shū)出功率一般為 0.1~100 W。當電源頻率為 50 Hz,電壓有 36 V,110 V,220 V,380 V;當電源頻率(lǜ)為 400 Hz,電壓有 20 V,26 V,36 V,115 V 等多種。交流伺服電動機有運行平穩、噪音小等優點。
選用觸(chù)摸(mō)屏連接(jiē)伺服(fú),伺服控製器(qì)通信參數(shù)設(shè)置好,用通信線連接(jiē)。在(zài)觸摸屏中改變伺服電機的運行(háng)參數,分別用於切換到速度設定窗口、打開伺(sì)服、關閉伺服(fú)、啟動電機、停(tíng)止電機和故障處理等。在屏幕上還要(yào)設置一個電機轉速元件,來顯示電機的實時速度(dù),切換頁麵上還(hái)添加了伺服準備好、伺服 ON、正轉、反轉、驅動器報警等運行狀態顯示元件,以(yǐ)實時顯(xiǎn)示伺服驅動器的運行狀態。為了根據需要實(shí)現電機的正反轉,還用到了兩(liǎng)個置位開關,同時(shí)在控製頁麵(miàn)上還添加了一(yī)個保存(cún)參數的按鍵(jiàn),用來保存設定的參數。控製頁麵上所用元件的地址都是根據伺服驅動器手冊裏的 Modbus 協議分配的地址來設定的。具體使用時可在觸摸屏上直接輸(shū)入需要(yào)磨削工件的長度,磨削(xuē)所需的速度。圖 2 為觸摸屏設置畫麵。
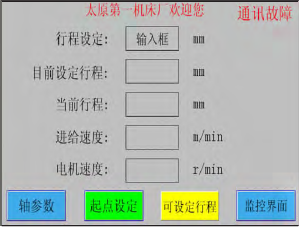
圖 2 觸摸屏設置畫麵
4、 磨頭動作(zuò)控製
磨頭每次旋轉時,蝸杆軸係必須鬆開,磨(mó)頭處於可旋轉狀態(tài),磨頭鬆開,傳感器(qì) SQ1 處於感(gǎn)應狀態,刹緊傳感器 SQ2 處於自由(yóu)狀態。其中,SQ1 與SQ2 的型號為 QA-F-PK1Y (PNP 型 NO),工作(zuò)電壓直流 10~36 V,工作電流 200 m A。磨頭旋轉(zhuǎn)隻需鬆開確認信號,與鎖緊確認信號無關,而程序段結束(shù)信號輸出條件隻有鎖緊確認信號,與鬆開確認信號無關。旋(xuán)轉結束後,發信塊(kuài)感應到刹緊傳感器發出刹緊信號(hào),同時鬆開傳感器處於自由狀態。機床每日通電後需要回零,磨頭一旦旋轉,裝在磨頭上的回(huí)零發信(xìn)塊感應傳感(gǎn)器 SQ3 確認零點位置(zhì)。其中SQ3 的型號為 QA-F-PH1Y (PNP 型 NC),工作電壓直流 10~36V,工作電流 200 m A。圖 3 為控製時序圖。根(gēn)據(jù)以上時序圖在數控係統編製 PLC 程(chéng)序,使用時隻需在數控係統輸入回轉角度及回轉速度即可實現磨頭回轉功能。
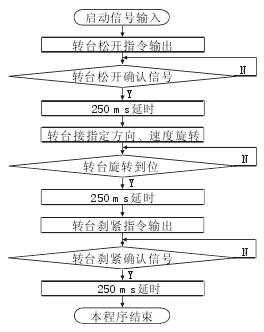
圖 3 控(kòng)製時序圖(tú)
5、 結論(lùn)
經試驗該機床精度高,穩定性好,響(xiǎng)應快速,調速範圍寬,電機輸出轉矩大,能(néng)頻(pín)繁起動、製動以及正反轉切換,磨頭定位精準,磨削平穩,加工效率高,該控製技術可靠性高,具有(yǒu)推廣價值(zhí)。
投稿箱:
如果(guǒ)您(nín)有機床行業(yè)、企業相關新聞稿件(jiàn)發(fā)表,或進行資訊合作,歡迎聯(lián)係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您(nín)有機床行業(yè)、企業相關新聞稿件(jiàn)發(fā)表,或進行資訊合作,歡迎聯(lián)係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行(háng)業數據
| 更多
- 2024年(nián)11月 金(jīn)屬切削機床產量數據(jù)
- 2024年11月 分地區金(jīn)屬切削機(jī)床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新(xīn)能源汽車產(chǎn)量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量(liàng)數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年(nián)8月(yuè) 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎(jiào)車)產量數據
博文選(xuǎn)萃
| 更多(duō)