數控(kòng)")



性能測試中測(cè)試LAC動態高精功能
根據機床實際負載調整控製參數有什麽樣的效果?如何能顯著(zhe)縮短總時間,同時顯著提高加(jiā)工精(jīng)度(dù)?性能測試中(zhōng),LAC功能(負載自適應控製(zhì))展現了它的作用(yòng):由於LAC,回轉工作台用15°的步距進行24次加速和減速(sù)的整(zhěng)圈轉動隻(zhī)用了6秒時間,而不是14秒。LAC將回轉工作台的跟隨誤差從11.5角秒減小到2.2角秒。
機床操作人員對這些新功能總有些質疑。這不難(nán)理解,因(yīn)為改變成熟可靠的循環和加工方式都不容易,而且也不(bú)能隻憑廣告宣傳就使(shǐ)用。可是另一方麵,確鑿的事實證(zhèng)明情況完全不同。這是為什(shí)麽我們在(zài)性能測試中特別選了(le)負載自適應控製(zhì)功能(néng)(簡稱LAC),該功(gōng)能展示了非同一般的效果。
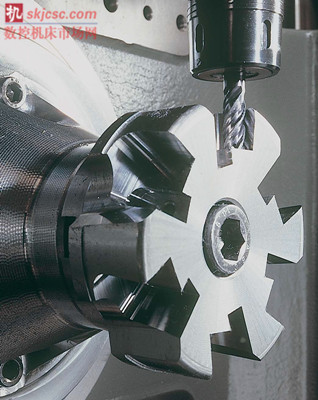
圖2:LAC(負載自適應控製)決定旋轉軸的轉動慣量(liàng)。該功能(néng)根據工件的當前轉動慣量連(lián)續調整進給控製參數。
負載影響因素
對於有工件軸的機床,工件重量自然(rán)對加(jiā)工有影響,這是為什(shí)麽根據這類機(jī)床配置,通常有(yǒu)二或三級負載。然而(ér),負載級別並不精確,因為相關的重量達幾百公斤。因此,機(jī)床設置(zhì)隻能大(dà)致接近最佳值。機床操作人員必須手動選擇,對於時間要求緊的加工任務,這增加了工作步驟(zhòu)。
負載級別通常隻考慮(lǜ)工件本身重量,對於回轉工作台,這顯然不充分。對於(yú)回轉工(gōng)作台,轉動(dòng)慣量是控製參數中的決定性(xìng)因素,工件(jiàn)的轉動(dòng)慣量可能因其夾持(chí)方(fāng)式的不同而有很大不同,最差時(shí)可能(néng)相差數倍之(zhī)多。對此(cǐ)選擇負載級別也毫無幫助,因(yīn)為它幾乎完全不反映負載狀態。
控製單元設置不當是這些參數不(bú)準確的後果(guǒ),結果導致幹擾和振動的抑(yì)製效果差,因此加(jiā)工中的誤差大。尤其在加速階段表現(xiàn)特別明顯(xiǎn)。為(wéi)最大限度減小這類(lèi)誤差,在(zài)加工中負載變化(huà)較大的部位要限製機床所有軸(zhóu)的動態(tài)性能。
LAC的性能測試(shì)
性能測試中,基於常(cháng)規兩級負載標準機床的回轉工作台設置LAC的(de)參數。進給軸的跟隨誤差減小50%以上(shàng)並顯著提高(gāo)了動態精度。對於50°的回轉工作台轉(zhuǎn)動範圍和6000degrees/min的(de)進給速度,跟隨誤差從11.5減小到2.2角秒。對(duì)於200mm半徑的工件,回轉軸產生的誤差從10.8μm減小到2.1μm。
分度運動的(de)LAC效果特別明顯。許多工件上的子輪廓常常在(zài)一定角度位置(zhì)重複,對於這(zhè)種工(gōng)件,最簡單的編程方(fāng)法是對子輪廓編程(chéng)一次,然後以一定角度步距旋轉回轉軸(zhóu)加工其它子輪廓,這種方式被(bèi)稱為(wéi)分度加工。
性能測試中,回轉工作(zuò)台重複轉動工件15°。每一個15°步距(jù),進給軸都要短暫加(jiā)速到最大進給速(sù)率(lǜ),然後立即減速。使用LAC後,機床動態性能顯著提(tí)高,允許更高的加加速和加速度(dù),每次轉動360°的時間(jiān)縮短達57%。如果(guǒ)未用LAC的(de)標準設(shè)置(zhì),機床需要(yào)14秒的時間完(wán)成上述要求的分度運動,24個加速和減速過程,不實際加工工件。使用LAC的參數設置(zhì)後,分度運動隻需要6秒鍾—其中包(bāo)括加工開始前的評估(gū)過(guò)程。
圖3:性能測試結果表明LAC能顯著縮短不同(tóng)角度位(wèi)置對子輪廓重複加工的時間(jiān)。
結論
LAC功能,特別是對於回轉(zhuǎn)工(gōng)作台的旋轉運動,能顯著節(jiē)省加工時間,同時提高精度。加工中加速和減速所需的旋轉運動速度越快,LAC的有效性越高。由於LAC對(duì)加加速和加速度的優化(huà),因此明顯縮短了時間。
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數(shù)據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月(yuè) 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新(xīn)能(néng)源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金(jīn)屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據