



摘要:本文介紹了基於PLC控製技術的空壓機遠程(chéng)監(jiān)控係統,結(jié)合實際應用項目,對PLC網絡通訊、係統可靠性(xìng)、程序設計等進行了詳細(xì)論述,提供了一種(zhǒng)空(kōng)壓機遠程控製實際(jì)應用的解決方法,降低係統維護成本,並提高係統效率和可靠性。
關鍵詞(cí):PLC 空壓(yā)機(jī) 遠(yuǎn)程監控
1 、序言
空壓機主要用於為生產提供氣源(yuán),其對工業生產的正常運行有著舉足輕重的地(dì)位。隨著國家節能(néng)減排和綠色(sè)生產政策的提(tí)出,以及(jí)降低設備的(de)損耗、減少設備維護費用等要求,如何合理地(dì)使用、維護設備已成為關鍵,而采用人工操作方式進(jìn)行設備的巡檢、故(gù)障的記錄、設備狀態的切換等工(gōng)作方式已嚴重影響工業生產的效率和運行可靠性。本文以某化工廠空壓機遠程監控項(xiàng)目為參考,采(cǎi)用西門子S7-300係列PLC作(zuò)為控製係統,實現空壓機係統的自動運行和遠程監控(kòng)。
2 、係統概述
該化工廠中,控製閥的動作、氣動設備的運行、某些區(qū)域的清潔等都需要用到壓縮空氣,因此氣源(yuán)管道內的壓(yā)力需維持在一定的範圍內(nèi),以保證相關設(shè)備的(de)正常工(gōng)作,同時,也要避免過高的(de)壓力造成能源的(de)浪費。為實現上述要求,采用(yòng)PLC控製係統來實現空壓(yā)機各類參數的采集,如溫度、壓力、工作狀態(tài)、運行時間、故障狀態等,同時控製空壓機的啟停以及運行(háng)狀態的(de)指示(shì)。操作人(rén)員可以通過中控室的中央控製計算機讀取空壓機的工作狀態、發送控製指令等(děng)操作,也可以通過現(xiàn)場操作(zuò)部(bù)件(觸摸屏(píng))進行上述控製指令的操作。
3 、空壓機控製係統結構
空壓機控製係統主要由控製對象(空壓機)、中央(yāng)控製計算機、PLC控製係(xì)統、傳感變送單元、現(xiàn)場觸摸屏等部分(fèn)組成,控製係統結構如圖1所示。圖中, PS(Power Supply)為(wéi)電源模塊,CPU為處理單元模塊,CP為以太網通訊模(mó)塊, AI/AO為模擬量輸入輸出模塊,DI/DO為數字量輸入輸出模塊。
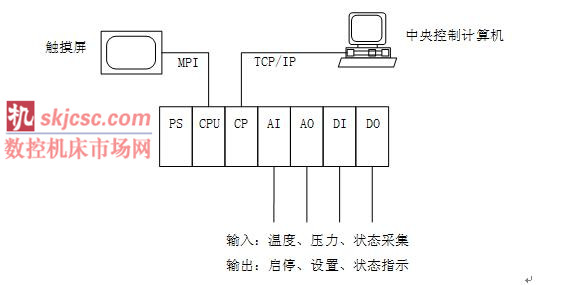
圖1 控製係統結構(gòu)框圖
本(běn)係統中,空壓機的控製有兩種模式:本地控製和遠程控製,可以通過一個本地/遠程切換開關進行兩(liǎng)種控製模式的切換。空壓機的運行狀(zhuàng)態和溫度、壓力等參數,分別傳送給PLC和中央控製計算機(jī)用於狀態顯示(shì),當選擇某種控製模式時,相應的控製單元對獲得的狀態參數(shù)進(jìn)行分析和邏輯判斷處理(lǐ),並控製(zhì)空壓機的啟動和停止,亦即,當選用本地模式時,PLC執行上述操作,當選用遠(yuǎn)程模式時,中(zhōng)央(yāng)控製計算機執行(háng)上述操作。在遠程模式下,中央控製計算機發出的指令需要通過(guò)PLC來控製空壓機的啟動和停止。
本係統中的空壓機分(fèn)為三組,其(qí)中,第一組和第二組互(hù)為備機,第三組為第一組和第二組的共用備機。在不同的壓力限值條件下,三(sān)組空壓機根據設計的次序依次啟動和停機。本係統中的控製(zhì)對象為三組空壓機組(zǔ)成的小型係統,故采用西門子S7-300係列PLC即可(kě)完成空壓機組(zǔ)相關參數的實時掃描和(hé)運算,以及與中央控製計算(suàn)機和(hé)現場觸摸屏(píng)之間的通訊和數據傳輸。
3.1 PLC網絡通(tōng)訊
由於空壓機係統(tǒng)需要實現遠(yuǎn)程和本地兩種控製模(mó)式的切換運行(háng),PLC需要與中央控製計算機和現場觸摸屏之間進行實時的通訊和數據(jù)傳(chuán)輸。在本係(xì)統(tǒng)中,PLC與中央控製計算機之間采用工業以太網的通訊方式(shì),而與現場觸摸屏(píng)之間采用MPI網絡通訊(xùn)方式。
1) 工業以太網通訊
由於空壓機的安裝現場與中央控製室之間(jiān)的距離很遠,故PLC與(yǔ)中央控製計算機之間(jiān)的采用工(gōng)業以太網協議進行網絡通信,即PLC通過以(yǐ)太(tài)網通訊模(mó)塊用光纖鏈路與中央控製計算機相連接。以太網通訊模塊(CP343-1)具有RJ-45接口,采用模塊化設計,功能配置簡單,便於模塊的擴(kuò)展,可以根據不同(tóng)的需要靈活組合和擴展。
2) MPI網絡通訊
PLC與現場觸摸屏都安裝在空壓機附近,二者距離較近,故從PLC到現場觸(chù)摸屏的通訊采用MPI網絡,使用西門子專用的(de)PC Adapter連接電纜,連(lián)接CPU的MPI端口和觸摸屏的RS232口。采用MPI網絡通訊方式接線簡單,易於(yú)維護,同(tóng)時不增加(jiā)額(é)外的(de)模塊,節省成本。現場觸(chù)摸屏采用嵌入式低功耗設計,具有COM接口和USB接口,便於擴展(zhǎn)應(yīng)用。采用高亮度(dù)TFT液晶顯示屏以適於工作現場的(de)應用。
3.2 人機界麵(HMI)
人機界麵(HMI)的設計包括兩個方麵:中央控(kòng)製計算機的人機界麵(miàn)設計和現場觸摸屏的人機界麵(miàn)設(shè)計,二者采用的組態軟件不同,但在畫麵和信息顯示上一致。在中央控製計算機上(shàng)采用西門子WinCC組態軟件來編輯人機界麵,用來顯示空壓機的所有參(cān)數信息和故障報警信號,以及主(zhǔ)電源回路的相關參數、狀態、溫度和壓力曲線等(děng)。操作人員還可以通過中央控製計算機的人機界麵發出控製空壓機啟停、主電源回(huí)路閉合斷開的命令。中央控製計(jì)算機自動記錄係統運行日誌,按(àn)時間記錄各種報(bào)警信息及故障發生時的操作信息(xī),可進行查詢和打印輸出。
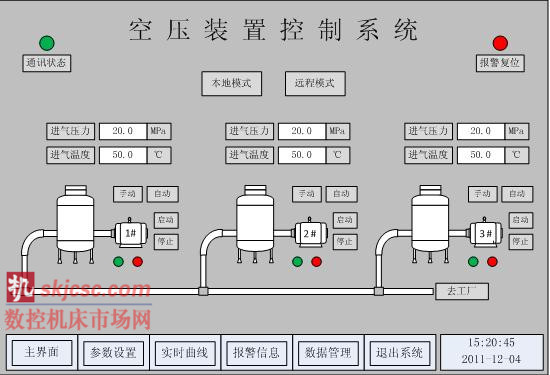
圖2 人機界麵組態圖
觸摸屏的人(rén)機界麵采用HMIBuilder軟件來編輯實現,在觸摸屏的界麵上也有基本相同的參數信息,也可以從觸摸屏上發出相應的控製命令。
4、 係統可靠性
係統的可靠性包括兩個方麵:空壓機的可靠性和PLC控製(zhì)係統的(de)可靠性。對於(yú)空壓機的可靠性前文已有所提及,即采(cǎi)用三個空壓機組,按主、備方式工(gōng)作,以(yǐ)保證空壓係統(tǒng)的整體可靠性。
在實(shí)際生產過程(chéng)中,空壓機每天24小時連續(xù)運行(háng)而(ér)不能停機,這對PLC的可靠性提出了(le)嚴峻考驗。為提高係統的可靠性,采用冗餘控製技(jì)術是有(yǒu)效方法和主要措施(shī)。CPU冗(rǒng)餘控製使得係統在運行時(shí)不受局部單(dān)一故障的影響, 可實現在線(xiàn)維護,同時, 故障部件離線維修也(yě)不影響係統正常運行, 從而可達到提高係(xì)統可靠性(xìng)和降低失(shī)效率的目的。
冗餘控製方式包括硬(yìng)件冗餘和(hé)軟件冗餘兩種方式。硬件冗餘需要兩套相同(tóng)的控製係統(tǒng),分別為主(zhǔ)係統和備係統,同時還需專用的熱備模塊實時(shí)檢測主係統的工(gōng)作狀(zhuàng)態,以便及時切換(huàn)控製權。硬件冗餘方式控(kòng)製要求高,成本高。軟件冗餘方式不需要專用的熱備模塊,采(cǎi)用軟(ruǎn)件編程的方式實現控(kòng)製權的切(qiē)換, 多用於控製(zhì)要求不十分嚴格的場合,靈活性強,成本低。本例中,根(gēn)據空壓係統的工作特點,采用軟件冗餘控(kòng)製方式。
軟件冗餘控製(zhì)係統結構如圖3所示(shì)。中央控製(zhì)計算機通過(guò)以太網交換機與現場PLC通訊,並(bìng)監控其工作狀態。現場PLC配置相應的通訊接口與中央控製計算機(jī)和各I/O模塊器通訊,兩(liǎng)套現場PLC係統相(xiàng)互獨立。中(zhōng)央控製計算機實時監(jiān)控兩套PLC係統,當主係統中的(de)任何一個組件出錯,控製任務會自動切換(huàn)到備(bèi)用(yòng)係統中(zhōng)執行,係(xì)統控製器切換時將進行整體切換,包(bāo)括(kuò)電源(yuán)、CPU、接口模塊等。
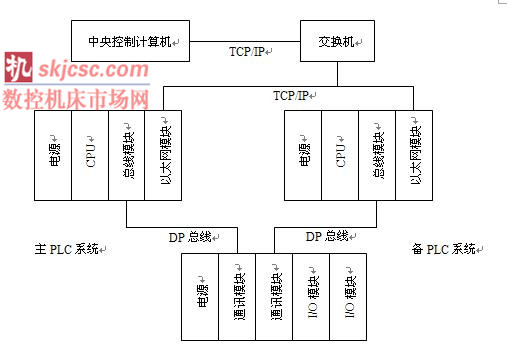
圖3 軟件冗餘控製係統結構
5 、程(chéng)序設(shè)計
本例中,空壓(yā)機控製係統的程序設計包(bāo)括三個方麵(miàn):遠程監控程序的設計(jì)、PLC控製程序設計、冗餘(yú)控製程序設計。
1) 遠程監控程序設計
遠程監控程序在中央(yāng)控製計算機中運(yùn)行,其功能是讀(dú)取空壓機工作狀態參數,發送空壓機的控製(zhì)指令,實現空壓機係(xì)統工作狀態參數的(de)實時讀取和遠程控製空壓機的啟停等。
2) PLC控(kòng)製程序設計
PLC控製程序的編製采用西門子專用的編程工具(jù)STEP7,通過STEP7用戶可以進行係統配置和程序的編寫、調試、在線診斷PLC硬(yìng)件配(pèi)置狀態。
根據生產要求,PLC需要完成對空壓機的本地和遠程(chéng)控製,通過切(qiē)換開關可以實現空壓機的本地(dì)控製和遠程控製(zhì)。對(duì)於三組空壓機,為合理利用設備,避免因長時間使用同(tóng)一組空壓機(jī),程序設計中可實現定時切換不同空(kōng)壓機(jī),即一個(gè)運行周期結束後自(zì)動切換三組空壓機(jī)的主從關係。當檢測到管道內壓力值低於一定水平時,同時開啟(qǐ)三台(tái)壓縮機,當(dāng)壓力值高(gāo)於一定水平時,關閉輔助(zhù)的空壓機,主空壓機連續工作以維持(chí)管道壓力。當空壓機有故(gù)障報(bào)警時,自動關閉當前主空壓機,同時啟動(dòng)備空壓機,並(bìng)在(zài)觸摸屏及中央控(kòng)製計算機上顯示報警信息。
3) 冗餘控製(zhì)程序設計
冗(rǒng)餘控(kòng)製程序(xù)包括(kuò)中央(yāng)控製計算機的冗餘控製監控程序以及PLC冗餘控製程序。冗餘控製監控程序實時監控主(zhǔ)、備PLC係統的工作狀態,以便及時切換係統控製權。PLC冗餘控(kòng)製程序可以分為冗餘部分(fèn)和非冗餘部分。冗(rǒng)餘部(bù)分具體指需要數(shù)據同步的(de)程序段, 以及所使用的(de)數(shù)據塊,冗餘信息主要是指輸入輸出端口的數據信息。非冗餘部分主要指輔助性(xìng)模(mó)塊, 它包括初始化模塊、診斷模塊(kuài)、冗餘功能模塊等,非冗餘(yú)信息主要指各機的狀態信息。主係統PLC 執行全部的控製程序,備係統PLC 隻執行非冗餘部分控製程序段,而跳過(guò)冗餘程序段。
6 、結束語
空壓機遠程監控係統提高了工(gōng)廠內空壓設(shè)備運行的自動化程度,降低(dī)了(le)設備的維護成本,同時,采用冗餘控製方式提高了係(xì)統的(de)可靠性,當PLC係統出現故(gù)障時,係統通(tōng)過主備切換,可以(yǐ)保持係(xì)統繼續工作, 避免(miǎn)係統停機影響生產。
如果您有機床行(háng)業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

")
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽(qì)車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽(qì)車銷量情況
- 2024年(nián)8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據