


空分機組聯軸器護罩油漬分(fèn)析及(jí)密封氣調試
2017-7-12 來(lái)源:西安(ān)陝鼓動力股份有限公司係統服務服務部 作者:趙曉峰 段岩博 袁風(fēng)華(huá)
摘要:針對某鋼廠兩台EIZ80-4空壓機在運行過程(chéng)中聯(lián)軸器護罩殼體上表麵、護罩下部底座表麵出現大量油(yóu)漬的現象,對其產生原因進行分析,並對故障(zhàng)進行(háng)處(chù)理,確保設備的安全運行(háng)。並結合此次出現的問題,提(tí)出空分機組進氣室密封氣調試方法及處(chù)理注意事項。
關鍵詞(cí):空壓機、油漬、進(jìn)氣室(shì)、密封壓力
一、前言
某鋼廠兩台EIZ80-4空分機組是(shì)由西安陝鼓動力股份有限公司生產製造的(de)離心式壓縮機,機組布置(zhì)示意圖如圖1所示,此套(tào)空分壓縮機采用軸向進氣,減(jiǎn)少了徑向進氣的流(liú)動損(sǔn)失,並在進口設置(zhì)導葉調節裝置。其轉子(zǐ)由(yóu)四級三元流葉輪構成,並且前三級葉輪每級後均布置(zhì)兩套氣(qì)體冷卻器(qì)管束,即一級(jí)壓縮一級冷卻,冷卻管束置於機殼內,氣(qì)體流程短,壓力損失小,並
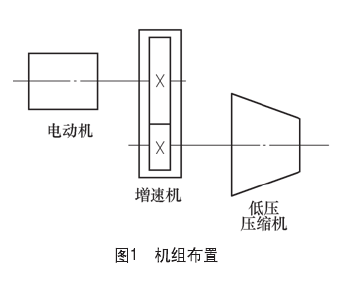
且充分冷卻(què)。由於上述特點(diǎn),此(cǐ)機(jī)組(zǔ)有效率高、能耗低,占(zhàn)地麵積小,運行穩定,噪(zào)聲低,便(biàn)於拆裝維修等(děng)特點。電動機型號:T11000-4,功率:11 000k W,轉速:1 500r/min。齒輪箱型號:GS630-21,速(sù)比:7 522/1 500,傳遞功率:11 000k W。電動機和齒輪箱間通過疊片撓性聯軸器連接,齒輪箱(xiāng)和風機之間通過剛性聯軸器連接。
二、故障現象與分析
1. 故障現象
油漬出現位置如圖2所示。2012年9月根據用戶要求對兩台EIZ80-4機組性能下(xià)降(jiàng)和振動較大的故障進

圖(tú)2 機組出現油漬
行處理,處理完成後,用戶提(tí)出(chū)空壓機在運行過(guò)程中聯(lián)軸器護罩(zhào)通氣罩噴出油氣較多,導致機組(zǔ)短時間內護罩殼體上表麵、護罩下部(bù)底座表麵出現大(dà)量(liàng)油漬,需(xū)要定期擦拭、清理,雖然不影響機組的(de)運行,但操作(zuò)維護人員希望(wàng)提出解決方案,減少油漬(zì)的產(chǎn)生。
2. 原因分析
經(jīng)現場查看分析,進(jìn)氣側密封氣(qì)壓力已調整達到0.1MPa,排氣側密封氣壓力達到了0.08MPa,分析認為與密封氣壓力高、流量大有一定關(guān)係,造成大量密封(fēng)氣進入軸承箱內,並隨潤滑油回油口進入油箱,因護罩回油管及護罩內部(bù)與整個回(huí)油管路及油箱連通;且由於排油煙風(fēng)機選型根(gēn)據油箱體積及機(jī)組各密封部位麵積設計,無法將大量進入回油管線及油箱中密(mì)封氣排放,導致護罩內氣體形成正壓,含有大量(liàng)氣體的(de)潤(rùn)滑油通過通氣罩外泄(xiè)。
三、空分進氣側密封(fēng)結構與密封原理
1. 進氣側結構
空壓(yā)機進氣室為水平剖分,上下半螺(luó)栓連接。在進氣室軸承(chéng)箱蓋中分麵采用密封膠條和密封氣進行密封,軸向通過油封及對油封充入密(mì)封(fēng)氣,徹底杜(dù)絕油(yóu)或油霧滲漏到(dào)進氣口被吸入到機殼內部。密封(fēng)氣(qì)進、排氣接口詳見隨機(jī)圖樣。
2. 密封原理
空壓機組開機前,密封空氣由外部(bù)儀表氣源進行供氣,當機組正(zhèng)常運行後密(mì)封空氣(qì)來自空壓機第(dì)一級葉輪後,實現空壓機的自密封。機組潤滑油循環、起動前,必須打開密封空氣閥門,保證空(kōng)壓機進氣側密封腔壓力大(dà)於5k Pa(一般進氣室部位為負壓2~3 k Pa)。
四、現場處理(lǐ)方案
由於現場壓力(lì)開關的位置及聯鎖值設置為0.08 MPa,並與潤滑油泵起動進行了聯鎖,無法降低(dī)密封氣供氣壓力,現場進氣側密封(fēng)氣管路(lù)、儀表安(ān)裝方式如圖3所示。經分析,提(tí)出如下處理方案。1)壓力開關移至(zhì)手動調節閥(fá)前(qián),閥後單獨安裝壓(yā)力表。2)通過手動調節閥調節空(kōng)壓機(jī)進氣側密封壓力,以密封腔輪室氣封壓力在10k Pa左右(yòu)為宜,不低於5k Pa(主要作用:一方麵可對潤滑油的滲出起到一定(dìng)的阻礙
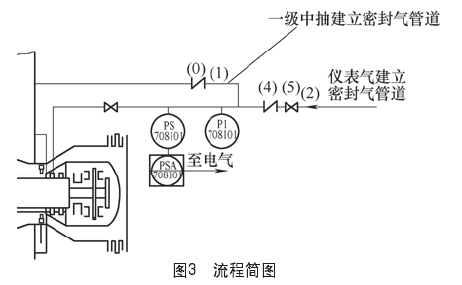
作用,另一方麵則可將滲漏出(chū)的潤滑(huá)油引流至密封氣排放口),輪室氣(qì)封壓力低報(bào)警值設定為4k Pa。3 )空壓機排氣側儀表氣(qì)源通過手動閥調壓至50k Pa左右進入(rù)密封。
五、密封氣調試方法及注(zhù)意事項
結合該用(yòng)戶問題的處理,空(kōng)分機組從R I K80到E I Z140等多個型號機組,但其密封氣調試(shì)安裝方法基本相同,安裝調試前需詳細查(chá)看機組總成密封氣體流(liú)程圖,按流程圖(tú)進行(háng)管(guǎn)路、儀表、閥門的安裝,並仔細根據隨機圖樣核對各密封氣進排氣接口。按以下操作注意事項完成密(mì)封氣(qì)調試:1)空壓機進氣、排氣側設置密封氣,儀表氣源通過針閥應調壓至50~60k Pa左右進入密(mì)封腔,在調壓閥後一般選用量程為0~250k Pa壓力(lì)表。2)進氣側密封氣進氣管路設置雙觸點壓力開關;直接送至(zhì)低壓電氣,控製兩台潤滑油泵,設定值L=20k P a,確保密封氣(qì)壓力不正常時潤滑油泵不能“就地(dì)”手動起動,同樣潤滑油泵(bèng)“就地”手動運行時若密(mì)封氣壓力不正常聯鎖潤滑油泵(bèng)停止。3)現場變送器壓力顯示(shì)調整至30%~50%(變(biàn)送器量程為0~25k Pa),機(jī)組運行時密封腔(qiāng)(輪室壓力)正常壓力(lì)應在5~10k Pa,並實現密封腔內氣(qì)封壓(yā)力在控(kòng)製室遠程監測,密封腔壓力異常時及時報警,低於4k Pa予以壓力低報警。4)及時打開位於輪室底部密封氣排放(fàng)口的絲堵或球閥,確保密(mì)封氣的正常排放。5)進氣室下部密封氣一般靠近機殼的孔(kǒng)為密封氣壓力監(jiān)測用(yòng)孔,另外一個為密封氣排放用孔,防止接錯。6)密封腔壓力低報警時,操作人員(yuán)應根(gēn)據實際情況考慮必(bì)要時手動停機(jī)。
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本(běn)型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切(qiē)削(xuē)機床產量數(shù)據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾(jǐ)種辦法
- 中走絲線切割機床的發展趨勢
- 國(guó)產數控係統和數控機床何去何從?
- 中國(guó)的技術工人都去哪裏(lǐ)了?
- 機(jī)械(xiè)老板做了十多年,為何還是(shì)小(xiǎo)作坊?
- 機械(xiè)行業最新自殺性營銷,害(hài)人害己!不倒閉才(cái)
- 製造業大逃(táo)亡
- 智能時(shí)代(dài),少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車床加工刀具補(bǔ)償功能
- 車床(chuáng)鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽削與螺(luó)旋銑孔加工(gōng)工藝的區別