


數控機床中Profibus.DP網絡故障的分析與診斷
2016-11-24 來源:東莞職業(yè)技術學院電子工程(chéng)係(xì) 作者:劉水平(píng)1,楊壽智2
摘要:以(yǐ)通快(TRUMPF)數控切管機(jī)、激光切割機、數控衝床出現的關(guān)於Profibus.DP報文為例,從非穩定性故(gù)障和穩(wěn)定性故障2個角度詳細分析了引(yǐn)起數控機床中Profibus.DP網絡故障的原因,並給出相應的診斷方法和處(chù)理過程。
關(guān)鍵詞:數控機床;Profibus.DP;非穩定性故障;穩定性(xìng)故障;分析與診斷
Profibus—DP是用於自(zì)動(dòng)化生產的一種開放式現場總線.使用(yòng)Profibus.DP模塊可取代價格昂貴的數字或模(mó)擬(nǐ)信號線,用於分(fèn)布式控(kòng)製係統的高速數據傳輸?。因此,它在先進的數控機床中(zhōng)得到了廣泛的應用。全球領先的通快(TRUMPF)數控機床就使用了Profibus.DP,用於高速、及時(shí)、複雜的通信任務。根據常見的故障現象.Profibus.DP網絡故障(zhàng)通(tōng)常可以分為兩大(dà)類:一類是非穩(wěn)定故障.指發生(shēng)故障的網絡位置不固定或故障現象不持(chí)續的偶發故(gù)障或隨機故障;另一類是穩定故(gù)障(zhàng),其表現(xiàn)是發(fā)生故障的時間和網絡位(wèi)置相對穩定心]。文中以通快數控切管機(TruLaser Tube 5000)、激光切割(Trulaser3030Lean Edition)、數控衝床(Trupunch2020)3種機床出現的關於Profibus.DP報文為例(lì),從非(fēi)穩定性故障和穩定性故障2個角度詳(xiáng)細(xì)闡述(shù)了(le)如何快速地診斷和排除Profibus.DP網絡(luò)的故障(zhàng)。
1 .幹擾故障
1.1故障現象
數(shù)控切管機(TruLaser Tube 5000)切割管材過程中,在沒有非法操作(zuò)的前提下,機床不定期地出現幾次急停故障,且報文中含有Profibus.DP通信中斷(duàn)等內容。
1.2故障分析與排查(chá)
由(yóu)於此故障是不(bú)定期發生,屬於Profibus.DP網絡中的非穩定故(gù)障。對於此類故障(zhàng)。它的主要來源不是某(mǒu)個(gè)零部件的損壞.而是來自於外部或內部的幹擾。外部幹擾可分為電源幹擾、設備(bèi)幹擾、空間(jiān)幹(gàn)擾。內部幹擾主要是分布電容、分布(bù)電感引起的耦合感應、電磁場輻射感應、長線(xiàn)傳輸的波反射、多點接地造成電位差引起的幹擾[3]。抑製(zhì)幹擾源、切斷幹擾的傳輸途徑(jìng)、提高敏感設備的抗幹擾能力是係統達到電磁兼容的主要手段,最常用的是(shì)濾波、接地、屏蔽(bì)3種技術。
電網的幹擾、頻率的波動將直接(jiē)影響控製(zhì)係統的可靠性與穩定性(xìng)。由(yóu)於南方電網電壓穩定。市(shì)電(diàn)到機床之間接了國(guó)產“穀登”牌(pái)交流穩(wěn)壓器(qì)和德國進口的隔(gé)離變壓器。用(yòng)示波器分析該數控切管機的電源質量(liàng),沒有出現浪湧(yǒng)、尖峰等現象,波形質量完好。這就排除了(le)電源對Pwfibus.DP網絡的幹(gàn)擾。
接著檢查接地係統。根據接地理論,低頻電路(頻率小於1 MHz)應單點接地,其(qí)目的是避免形成地回路,地(dì)回(huí)路產(chǎn)生的電流會引入到信號(hào)回路內形成幹擾[3]。此機床工作接地采用的是“單點接地(dì)”:電櫃、主機身、上下料(liào)機構采用埋人地下的相互並聯的6根黃(huáng)銅棒作接地極。其直徑均為1.9 cm。長為3 m,用萬用表測量其接地電阻小於4 n,符合該機床關於接(jiē)地的裝機準備要(yào)求。重新(xīn)連接Profibus.DP電纜與電櫃(guì)的屏蔽卡子(zǐ),檢查Profibus.DP電纜屏蔽層沒有出現(xiàn)損壞。這表明接地和屏蔽符合設(shè)備的工作條件(jiàn)。上晚班時關閉車間內的其他設備,整個車間隻開1台切管機。但還是會偶(ǒu)爾出現Profibus.DP急停報文,這意味著Profibus.DP網絡的幹擾(rǎo)並非是外部設備幹擾引起的。
徹查了外部幹擾源對機床的影響,排除了(le)外(wài)部幹擾後,接著(zhe)從內部幹擾著手。信號在長線中傳輸除了會受到外界幹擾和引起信號延遲外。還可能會產生波反射現象。當信號在長線中傳輸時,由於傳輸線(xiàn)的分(fèn)布電容(róng)和分布電感的影(yǐng)響,信號會在傳輸線內部產生正向前進(jìn)的(de)電(diàn)壓波和電(diàn)流波[5]。由(yóu)於此數控切管機占地長(zhǎng)約17.5 m.寬約7.5 m,整個Profibus電纜的(de)長度大約有35 m以上。Profibus.DP網絡采用的(de)是總線型拓撲結構,當信號在總線(xiàn)上傳輸時,隨著(zhe)距離的增加,信號會逐(zhú)漸減弱。此切管機用符合RS.485標準的屏蔽雙絞電纜進行通信。Profibus.DP的物理層(第1層)實現對稱的數據傳輸,傳輸速率為12Mb/s。理論上(shàng)規定最大電纜長度為100 m,但實際上遠小於這個長度(dù)。數據(jù)傳輸率越高,總線(xiàn)通信就越不(bú)穩定哺]。放大器用(yòng)於實(shí)時(加強)信號,以精確複製原始信號,它連接同一總線的兩部分,解決通信信號在通信線上由於電氣損耗而造成的衰減。當信號(hào)變弱而不變形時可以使用放大器c7】。為此,在(zài)總線中(zhōng)間加了1個西門子生產的信號放大器,如圖1所示,有效地保證了信號傳輸質量,提高了係統運行的穩定性.再也沒有出現(xiàn)此類因幹擾導致Profibus.DP通(tōng)信不穩定而引起的機床急停故障。

圖(tú)1西門子信號放大器(qì)
由外部或內(nèi)部幹擾引起的非穩定性故(gù)障具有很大的隱蔽性,需要依次從外部或內部幹擾源逐一排除,方能找到引起Profibus.DP通信不穩(wěn)定的根(gēn)源,然後對症下藥。
2.主從站及通信電纜故障
2.1故障現象
激光切割機(Trulaser3030 Lean Edition機型)在切割過程中發(fā)生以下故障:
80101066:The Profibus slave station with the ad.dress 31 is faulty(地址為31的Profibus從站有誤)。80101087:AS.i Linker:Configuration elTor in Asi—Circuit M3 Slave 11A(AS.i連接(jiē)器:在Asi.M3回路裏從(cóng)站地址為11A的配置有誤)。80101046:Prnfibus master system 2 has a malfunc—tion(Profibus主回路2有一個故障)。07 190040:The laser warning lamp on the machine isdefective!(機床上的激光報警燈壞(huài)了)。
2.2故障分析與排(pái)查
Profibus.DP允許在PLC控製器和分散的自動化(huà)組件以及分散的外圍設備(如(rú)AS.i Bus)之間進行快速的數據交(jiāo)換。Trulaser3030 Lean Edition的PrnfibusDP配置采用的是典型的單主站結構(gòu),如圖2所示:以840D Solution Line為主站,有2個Profibus.DP回路(DPI,DP2),其中DPI回(huí)路有Control Line(切割頭高度控(kòng)製係統(tǒng))、TASC4(激光控製係統),DP2回(huí)路有3個Safety Gateway(帶安全監管的網關)、FoucsLine(自動調(diào)節鏡片焦點(diǎn)係(xì)統)與Control Panel(控製麵板)。Safety Gateway是帶Safety Monitor功能的Gateway。Gateway作為Profibus.DP從站的同時。又是AS.i回路(lù)的(de)主站,通過Gateway上的(de)顯示器(qì),可實現Profibus—DP的地址修改、從站狀態診斷等功能。每個Profibus.DP從站都有自己的地址。要麽由軟件定義,要(yào)麽由硬件撥碼開關決定。DP主站與DP從站間的通(tōng)信基於(yú)主一從原理:主站知(zhī)道所有從站的地址。主站在特(tè)定(dìng)的時間間隔內向從站地址發送數據(jù).並以數據的形式等(děng)待響應。也就是說,隻有當主站請求時總線上的DP從站才可能活動。DP從站被DP主站按輪(lún)詢(xún)表依次訪問。DP主(zhǔ)站與DP從站間的用戶數據連續地交換。而並不考慮用戶數據的內容[8]。
AS.i Bus是基(jī)於Profibus下一層(céng)的總線係統,它將基層的輸入輸出邏輯關係以通信方式傳(chuán)輸至(zhì)AS.i主站,再(zài)通過Prdibus傳輸至PLC進行邏(luó)輯(jí)處理;由(yóu)主站(Master)發出“請求” (Request),從(Slave)做出“響(xiǎng)應”(Response)。由(yóu)圖2可(kě)以知道:在DP2回路裏.地址為3l的Prnfibus從站正是其中的一個Safety Gateway,它也(yě)是AS.i Bus的主站,而在AS.i的M3回路裏從站地址為11A的正是激光報警燈(dēng)。由這4條報文可(kě)以推(tuī)測AS.i回路從站地址為11A的(de)激光報警(jǐng)燈與Profibus回路從站地址為3l的SafetyGateway通信不暢通:激光報警燈沒有對Safety Gate.way的“請(qǐng)求”做出“響應”。
首先處理Safety Gateway的報文。根據服務手冊【9】,如圖3所示,操作(zuò)如下:(1)直(zhí)接按Gateway的OK鍵,選擇(zé)Quick Setup。(2)進入Quick Setup後,再次(cì)直接按OK,又進入另一個(gè)子目錄。(3)選擇store+run。(4)斷電重啟機床。經(jīng)過這樣處理(lǐ)後,前3條報文已經消除,但仍然還有“07190040:Thelaser warning lamp on the machine is defective!”出現(xiàn)。接著解決從站激光報警燈的報文:更換(huàn)激(jī)光報警燈.報文仍然存在,這說明線路有問題。檢(jiǎn)查AS.i電纜,發現電櫃到激光報(bào)警燈中有個接口鬆動了,接觸不良。重新插好接頭,該報文消除。
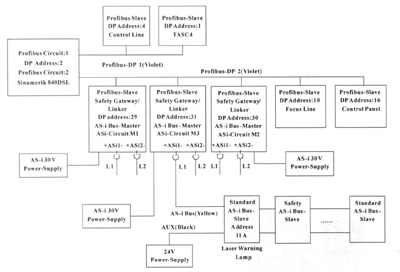
圖2激光(guāng)切割機(Trulaser3030 Lean Edition)Profibus.DP拓撲結構圖(tú)‘9
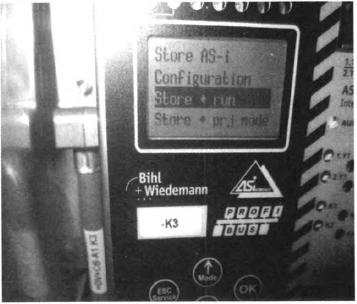
圖3 Safety Gateway(安全監管網關)
該類報文(wén)屬於穩(wěn)定性故障,首先要(yào)觀察每個站點的LED狀態(如PLC、TASC、Gateway、Asi.busSlave等)正常與否;其(qí)次,根據機床Profibus—DP拓撲結構及各站(zhàn)點的邏輯關係圖,再結合報文鎖定故障點;最(zuì)後,根據電路圖及服務手冊排除是主站故障還是從站故障或者Profibus、As.i電纜給(gěi)老鼠(shǔ)咬斷(duàn)還是接口鬆動.抑或Profibus.DP地址設置有誤。
3. Profibus.DP終端電阻引起的故障
3.1 故障現象
通快數控衝床(Trupunch2020)移(yí)機後出(chū)現(xiàn)PLC(85 102902)的報文:Binary data exchange on Profibuswith H&L interrupted。它的意思是Profibus與(yǔ)H&L(衝杆(gǎn)控製(zhì)係統)的二進製(zhì)數據交換(huàn)被中斷。
3.2故障分析與排查
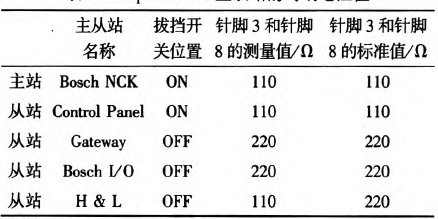
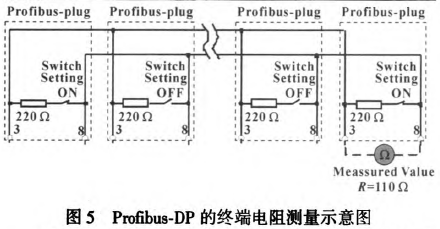
為確保Profibus.DP網(wǎng)絡(luò)主從站間通信穩定:首先,要保證通信電纜的屏蔽和接(jiē)地符合(hé)要求;其次(cì),Profibus.DP總線連接各“站(zhàn)點”時要求各(gè)終端電阻器的A線和(hé)B線的進出方向正確。且2根線不交叉但又連接可靠;最為重要的是,各接點插座上的“拔檔開關”始終嚴格遵循(xún)首末端為“ON”、中間為(wéi)“OFF”的原則。該數控衝床的Profibus.DP拓撲結(jié)構(gòu)如圖(tú)4所(suǒ)示【l0‘。經檢查,Bosch NCK(博世NCK)、Control Panel(控製麵板)、Gateway(網關)、BoschI/O(博世輸入輸出模(mó)塊)、H&L(衝杆控(kòng)製係統)的總線終端電阻器端口位(wèi)置正(zhèng)確:Control Panel、Bosch NCK終端電阻上的“拔檔開關(guān)”為“ON”。其他為“OFF”。於是進(jìn)一步檢查(chá)Profibus.DP總線(xiàn)各(gè)“站(zhàn)點”的終端電阻阻值:拔下連接各主從站的總(zǒng)線終端電阻器.分別測量各主從站終端電阻器中針腳3和8的阻值,如表1所(suǒ)示。其(qí)中H&L終端電阻的實際測量值等於110 Q,根據(jù)圖5,其標準電阻值應該為220 Q,實測值與標準值不吻合,故H&L與Con—trol Panel的通信(xìn)中斷,產生報警。打開H&L終(zhōng)端電阻器,重新連接A線和(hé)B線,報文仍然存在。於是更(gèng)換(huàn)該總線終端電阻器。再測量總(zǒng)線各主、從站的終端電阻值,其值如表(biǎo)1中的(de)標準(zhǔn)值,複位,報文消除。
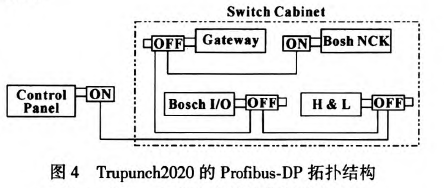
表1
不言(yán)而喻,此類故障屬於穩定(dìng)性(xìng)故(gù)障。迄今為止,經(jīng)驗表明:電纜(lǎn)和終(zhōng)端(duān)電阻器的不正確安裝是引起Profibus.DP錯誤的(de)主要原(yuán)因,終端電阻器(qì)的損壞屬於Profibus.DP的一(yī)類常見故障。
4.結論
以(yǐ)3類機床產生的3個故障為例。從非(fēi)穩定性故障和穩定性故障(zhàng)2個角度闡述了Profibus.DP故障的原因和解決方法。對於非穩定性故障的處(chù)理是(shì)個難(nán)點(diǎn),要從抗幹擾的角度來排除故障。逐一排除外部幹擾(rǎo),諸(zhū)如濾波、接(jiē)地、屏蔽是否符合標準,如不符合(hé),需要提高外(wài)部電源質量,加強機床接地,保證接地電阻小於4 Q,以及采取更有力的屏蔽措施,使機床Profibus.DP通信更穩定。其次從內(nèi)部幹擾著手,通信信號是否有衰減。如有衰減,可以增加“信號放大(dà)器”之類的硬件,保證整個Profibus.DP拓撲網絡通信暢通,數據傳輸準(zhǔn)確無誤。對於(yú)穩定性故(gù)障(zhàng),需要根據報文準確定位是主站還是從站。抑或終端電阻還是Profibus.DP、As.i電纜出現(xiàn)了故障。根據每個站點的LED狀態,結合電路(lù)圖和服務手冊(cè)排除主從站的故障.以及用萬用表測量終端電阻阻(zǔ)值是一種排除終端電阻故障行之有效的方法。更換損壞的元器(qì)件及加載(zǎi)相應的軟件(如Gateway更換需要加載軟件)後,這類穩(wěn)定性故障可以(yǐ)迎刃而解。
投稿(gǎo)箱:
如果您(nín)有機床行(háng)業、企業相關新聞稿件發表(biǎo),或進行資(zī)訊合作(zuò),歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行(háng)業、企業相關新聞稿件發表(biǎo),或進行資(zī)訊合作(zuò),歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年(nián)10月(yuè) 新能源汽(qì)車(chē)產量數據
- 2024年10月(yuè) 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機(jī)床(chuáng)產量數據(jù)
- 2024年9月(yuè) 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數(shù)據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一(yī)台加工中心(xīn)精度的幾種辦法
- 中走絲線切割(gē)機床的發展趨勢(shì)
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪(nǎ)裏了(le)?
- 機械(xiè)老板做(zuò)了十多年,為何還是小作(zuò)坊?
- 機械(xiè)行業最新自殺性營銷,害人害(hài)己!不(bú)倒閉才(cái)
- 製(zhì)造業大逃亡
- 智能時代,少(shǎo)談點智造,多(duō)談點(diǎn)製造
- 現實麵前,國人沉默(mò)。製造(zào)業的騰飛,要(yào)從機床
- 一文搞懂數控車床加工刀具補償功能(néng)
- 車(chē)床鑽孔攻螺紋(wén)加工(gōng)方法及工裝設計
- 傳(chuán)統鑽削與螺(luó)旋銑孔加工工藝的區別