
華中8型參(cān)數在線調試與(yǔ)優化應(yīng)用方法
摘(zhāi)要(yào):本(běn)文主要介(jiè)紹配置華中8型數(shù)控係統的(de)數控機床使用SSTT伺服調整工具進行在線參數調整與優化的(de)使用方法。
1.引言
隨著(zhe)數控技術的不斷發展(zhǎn),用戶對數控機床加工工件的精度和效率要求越來越高,從而對數控機床的剛(gāng)性和加(jiā)工效率也越來越高。傳統(tǒng)模式下,由於每個伺服電(diàn)機和(hé)機床上的每個軸特性都不一樣,需要(yào)在調試之(zhī)前,對已安裝在電氣櫃(guì)中的伺(sì)服驅動器的進行(háng)手動調整來匹配電機和機(jī)床軸(zhóu)。所需調試周期長、難度大、效率低,使用SSTT伺服調整工(gōng)具可有效提高調試工作的操作性和便捷性,也進一步(bù)提升了機床性能。
2.參數設定(dìng)
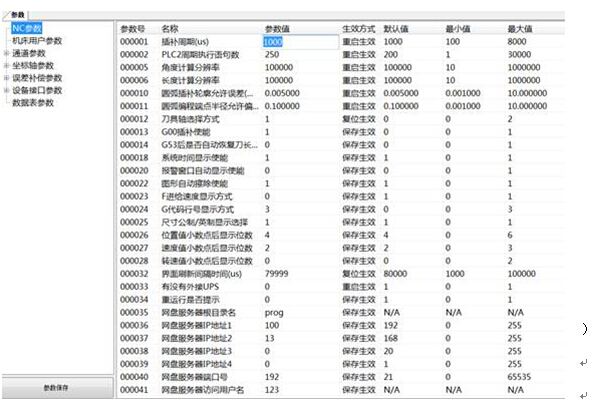
SSTT能夠(gòu)讀取NC端的參數(shù),顯示(shì)到SSTT參數麵板。用戶也能夠通過SSTT參數麵板修改NC端(duān)的參數。
點擊(jī)主菜單【參數】→【在線】,即可彈出參數麵板。點擊麵板左(zuǒ)側樹形菜單的參數分類(lèi),SSTT會把此參數分類下的所有參數顯示到麵板右側的參數表格中。需要修改參數(shù)時(shí),雙擊表格中的“參數值”欄即可進行修改,或者按上下鍵移動選中行到需要修改的參數項上按回車鍵修改。修改完成後,請點擊“參數保存”按鈕,SSTT會提示用戶重啟生效(重啟NC)或複位生效(按NC控製麵板的複位鍵)。
3.優化設定
速度增(zēng)益調試功能,主要是通過調整陷波器(qì)參數(伺服(fú)參數PB32-PB38),來盡可能的提高速度比例(lì)增益(伺服參數PA2),減小速度波動。
速度增益調試(shì)
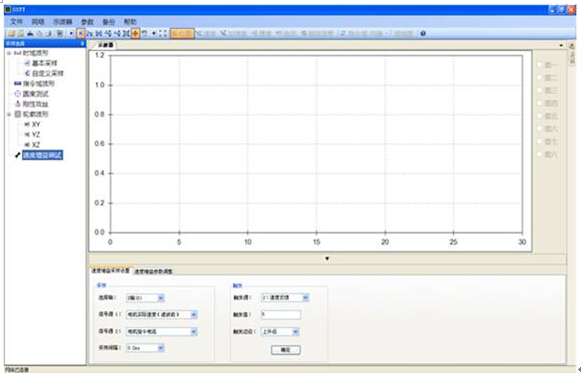
配置界麵如下

用戶可采集兩種信號源,【信號源】包括:電機實際速度(濾波後),電機實際速度(濾波前),電機指令速度(dù),電機速度偏(piān)差,電機指令電流,電機實際電流,電機U相電流,電機V相電流(liú),電機位置偏差,位置指令增量(0.2ms),位置反饋增量(0.2ms)。
【采樣間隔】:默(mò)認為0.2ms,采用默認值即可。
【觸發源】:包括立即觸發,速度(dù)指令,速度反饋,速(sù)度偏差,電流指令,電流反饋,位置偏差,位置指令增量。用戶可自行(háng)選擇通(tōng)過哪種方式進行觸發采樣。
【觸發值】:當用戶選擇了觸發源後,需要填寫觸發值。如觸發源選擇“速度反饋(kuì)”,觸發值為“5”,即表示當速(sù)度反饋達到5時,將觸發(fā)采樣(yàng)。
【觸發邊沿】:用(yòng)戶選擇上升沿(yán)觸發還是(shì)下降沿觸發(fā)。
通常情況下,用戶隻需修改【選(xuǎn)擇軸】項(xiàng),選擇需(xū)要測試的軸即可,其他配置采用默認即(jí)可,點(diǎn)擊【確定】按(àn)鈕完成配(pèi)置。
點擊工具欄的【開始采樣】按鈕開始采集數據並繪製(zhì)圖形,點擊【停(tíng)止采樣(yàng)】完成采樣。
通(tōng)過點擊工具欄(lán)上的(de)【頻域圖(tú)】可(kě)以將采集到的數據進行換算畫出頻域圖(橫軸為頻率,縱軸為幅值),也可以點(diǎn)擊【時域圖】進行切換,如(rú)下(xià)圖:
通過頻域圖,可以找到曲線的尖峰,將尖峰對應(yīng)的橫軸坐標(頻率值)填入陷波器頻率參數中,並勾選啟用陷波器,即可消(xiāo)除該頻率引起的(de)振動(dòng)或異響。
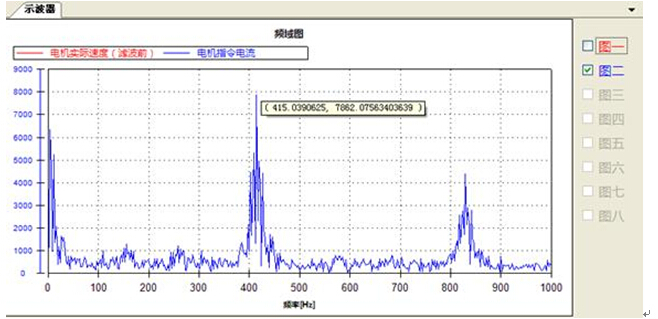
頻域圖尖峰值

陷波器參數調整
調試步驟(zhòu):
①運行程序(單軸來回移動),逐步增加速度比例增益,直至機床出(chū)現嘯叫;
②通過(guò)SSTT采集,切換至頻域圖,找到頻域圖第一個尖峰,將鼠標移至尖峰(fēng)處,查看尖峰(fēng)對應的橫軸坐(zuò)標值(若值小於(yú)100Hz,則查看下一尖峰處(chù)橫坐標值),將該值填入【第(dì)一(yī)陷(xiàn)波器頻率(lǜ)(Hz)】參數中,【第一陷(xiàn)波器寬度】填入默認值20,【第一陷波(bō)器深度】填入默認值50,並勾(gōu)選(xuǎn)【啟用第一陷波器】。點擊【設置】按鈕,將參數設置至NC;
③重新運行程序,此時(shí)機床嘯叫聲消失;
④繼續增加速度比例增益,並運行(háng)單軸移動(dòng)程序,直至機床出現嘯(xiào)叫;
⑤重(chóng)複②過程,分別(bié)填入【第二陷波器頻率(Hz)】,【第二陷(xiàn)波(bō)器(qì)寬度(dù)】和【第二(èr)陷波器深度】,並勾選【啟用第二陷波(bō)器】,點擊【設置(zhì)】按鈕,將參數設置(zhì)至NC;
⑥如需保存參數,請點擊【保存】按鈕(niǔ)進行保存(cún),避免斷電重啟後參數還原。
4.配套應用
與中航工(gōng)業沈陽飛機工業(集團)有限公司(以下簡稱“沈飛”)的專項合作中,沈飛加工廠采用(yòng)華中8型數控係統和電氣係統,完成了對(duì)一台高速龍門銑床的國產化改造。
該機(jī)床主要(yào)加工飛機機翼專用鋁板部件,工件精度要求高(gāo)。在未進行(háng)參(cān)數優化前,該機(jī)床的橫切速度隻有8米,加(jiā)工的零部件光潔度差,震紋(wén)嚴(yán)重,不滿足客戶(hù)需求(qiú)。經過現場調試優(yōu)化後(hòu),機床噪音減小、動(dòng)態特性顯著提高,機床的性能、加工精度機恢複到原機(jī)出廠水平(píng)。機床橫切速度達到12米,加工的工件拐角處無過切現(xiàn)場,表麵光潔度明顯(xiǎn)提高,滿足沈飛的加工需求、增強(qiáng)了沈飛繼續使用(yòng)國(guó)產高檔數(shù)控(kòng)係統的信心,並得(dé)到了上級主管部門的肯定和認可。
5.結束語
使用華中數控SSTT軟件,通過智能化的伺服調(diào)整(zhěng)與自動優化技術可以有效提高操(cāo)作人員的工(gōng)作效率和操作便捷性,也讓機床充分發揮性能,為用戶節省了加工時間,提(tí)高了機床的加工效率,且保證了工件(jiàn)的精度(dù)的一(yī)致性。提升了國產數(shù)控係統的功能水平,滿足了複雜航空結構件的加工精度要(yào)求。
投稿箱:
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息
- target=_blank>數控係統依(yī)據機(jī)床移動累加的自動潤滑技術
- target=_blank>CNC 打孔中心與多排鑽的異同點分析
- target=_blank>成功的加工需要富有成效的平衡
- target=_blank>工裝夾具及(jí)回轉工作台在(zài)加工中心上的運用
- target=_blank>吉泰科GK1000 AFE驅動器在礦山絞車上的應用
名企推薦







業界(jiè)視點
| 更多

行(háng)業數(shù)據
| 更多
博文選萃
| 更多(duō)
- 機械加工過程圖示
- 判斷一台加工中心精度的(de)幾種辦(bàn)法
- 中走絲線切割機床的發展趨勢
- 國產(chǎn)數控係統和數控機床何去何從(cóng)?
- 中國的(de)技術(shù)工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自(zì)殺性(xìng)營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製(zhì)造
- 現實麵(miàn)前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償(cháng)功能
- 車床鑽(zuàn)孔(kǒng)攻(gōng)螺紋加工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝(yì)的區別(bié)