


薄壁零件加工車床夾具設計
2024-8-21 來源: 鄭州科(kē)技學院 機械工程學院 作者:張莉(lì)
摘要:薄(báo)壁零件外圓加工時,由於剛度差,容(róng)易造成零件變(biàn)形。為克服上述問題,設計了一種適用於薄壁(bì)空心圓柱零件的車床夾具。夾具(jù)的安裝體一側中部開設有安裝孔,安裝孔的表麵設置有主夾持機構,內(nèi)底部設置有副夾持機構。主夾持機構能夠在夾持零件外圓的同時增加與薄壁零件的接觸麵積,副夾持機構能夠從內弧夾持零件,達到內外一起夾持的效果;夾(jiá)具采用氣缸提供動力,可以獲得穩定的夾持效果。利用該夾具能夠有效地增加薄壁零件加工時的剛度,提高零件的加工精度。
關鍵詞:薄壁零件;車床夾具;設計
0 引言
數控車床是一種(zhǒng)高精度、高效率(lǜ)的自動化機床,也是目前國內使用量最大、覆蓋麵最廣的一種數控(kòng)機(jī)床。零件外圓加工是對零件外表麵進行切削加工,是車(chē)床最基本的切削加工(gōng)之一。對(duì)於普通的零件(jiàn)車床夾具可直接進行夾持,而(ér)對於薄壁零件(jiàn)外(wài)圓加工時,車(chē)床夾具接觸麵積較小,容易使薄壁零件產生形變。為克服上述缺陷,設計了一種用於(yú)薄壁零件加工外圓的(de)車床夾具 。
1、車床夾具總體結構
設(shè)計的薄壁零件加工(gōng)外圓的車(chē)床夾具如圖1和2所示 。安裝體1的一側中部(bù)開(kāi)設有安裝孔3,安裝孔的表麵設置有主夾持機構,內底部(bù)設置有副夾持機構。主夾持(chí)機(jī)構包括主塊6、移動控製機構(gòu)和(hé)氣缸控製機構。安裝體1的外表麵開設有開口(kǒu)滑道5,開口滑道的內頂部設置有(yǒu)氣(qì)缸控製機構4,氣缸(gāng)控製機構的伸出端設置有主塊6,它與開口滑(huá)道的表麵滑動(dòng)連接(jiē)。移(yí)動控製機(jī)構包括側向伸出機構和底部(bù)伸出機構,側向伸出機構包括延伸(shēn)塊2、內部齒輪12、行走齒輪13和行走齒道(dào)14;底部(bù)伸出機構包括底部齒道8、旋轉齒(chǐ)輪9和伸(shēn)出條18。副夾持機構包括伸出機 構和滑動機構,伸出機構包括底槽17、豎直條7、電動推杆15和升降架16;滑動機構包(bāo)括底部滑(huá)道10和(hé)側向滑道11。
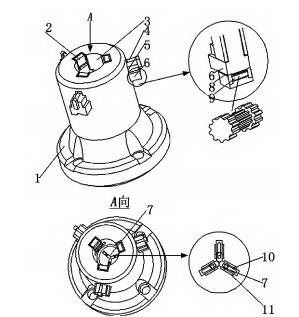
1-安裝(zhuāng)體(tǐ);2-延伸塊;3-安裝孔;4-氣缸控製機構;5-開口滑道(dào);6-主塊(kuài);7-豎直條;8-底部齒道;9-旋轉齒輪;10-底部滑道(dào);11-側向滑道
圖1 車床夾具結構示意圖
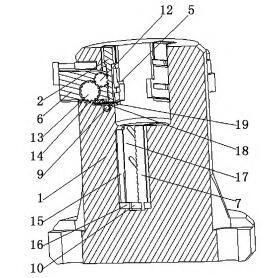
12-內(nèi)部齒輪;13-行走齒輪;14-行(háng)走齒道;15-電動推杆;16-升降架;17-底槽;18-伸出條;19-卡條
圖(tú)2 安裝體(tǐ)中部剖視圖
2、夾具設計(jì)及工作原理
本夾具設計方案是針對空心圓柱零件外圓表麵加工的。安裝體1固定在機床的軸承上,可以進行旋轉。安裝孔3的設置就是為了(le)針對類似空心圓柱零件的,主夾持機構(gòu)的作用是夾持零件(jiàn)的(de)外(wài)壁,且主夾持機構是通過氣缸進行控製的[7],三個氣缸控製機構是同(tóng)步控製的,而方案中的三組(zǔ)電動推杆(gǎn)(圖(tú)2零件15)也是同步控製(zhì)的(de)。從圖2可以看出,利用主塊(kuài)的移動帶動(dòng)行(háng)走齒輪進行旋(xuán)轉,因為行走(zǒu)齒道是設置在開口滑(huá)道上的,所以當主塊移動時行走齒(chǐ)輪就會旋轉(zhuǎn),行走齒輪旋(xuán)轉帶動內部齒輪旋轉,內部齒輪旋轉使延伸塊伸出,達到增加接觸點的效果,而且(qiě)在主塊移動時還能在底(dǐ)部齒道的帶動下使旋(xuán)轉齒(chǐ)輪旋轉,旋轉齒輪由中部一個小齒輪、兩側兩個大齒輪組(zǔ)成,三(sān)個齒輪一體(tǐ)設置組成旋轉(zhuǎn)齒輪,旋(xuán)轉(zhuǎn)齒輪的兩側大齒輪齧合底部齒道,而(ér)中部小齒輪齧合伸出條,伸出條伸出帶動(dòng)卡條伸出,卡條和工件直(zhí)接接(jiē)觸,作用是當零件外部具有凹槽時可以卡住凹槽,達到(dào)零件防脫的效果。本方案延伸塊、內部齒輪、行走齒輪、旋轉齒輪和伸出條在主塊上都設置有對(duì)應的槽,側向伸(shēn)出機構的行(háng)走齒道14固(gù)定設置(zhì)於開(kāi)口(kǒu)滑道5的內底部,行走齒道14的表麵齧合有行走齒輪13,行走齒輪(lún)13的表麵齧合有(yǒu)內部(bù)齒輪12,內部齒輪12的一側齧合有延伸塊(kuài)2;底部伸(shēn)出機構的底部齒道8設置於主塊(kuài)6的(de)下表麵,旋轉齒輪9設置在安裝體1的內部,旋轉齒輪9的兩側齧合有底(dǐ)部齒(chǐ)道8,旋轉齒輪9的(de)中部齧合有伸出條18,伸出條18的 一側滑動連接(jiē)有卡條19,伸出條18和卡條19之間設置有彈簧。
安裝孔3的內底部設置(zhì)有副夾持機構,伸出機構(gòu)的底槽17開設於安裝孔3的上表麵,電動推杆15的作用就是帶動豎直條7伸出,而且豎直條在伸出時先豎直向上移動,然後斜向上移動,達到支撐零件內弧(hú)的效果,並且能夠(gòu)增加豎直條伸出的長度,也就是增大與零件內(nèi)弧的接觸麵積;底部滑道的作用是使豎(shù)直條可以在升降(jiàng)架上(shàng)滑動,而側向滑道的作用是為了方便豎直條先豎(shù)直(zhí)升降(jiàng)再斜向上移(yí)動。升降架(jià)固定設置在電(diàn)動推(tuī)杆(gǎn)的輸(shū)出端上,電動推(tuī)杆15固定設置於底槽17的內頂部,電動推杆(gǎn)15的伸出端設置有升降架16;滑動機構的側向滑(huá)道11設置於底槽17的側壁,底部滑道10開設於升降架16的上表(biǎo)麵,豎直條7的兩側均固定設置有可用於側向滑道11滑動(dòng)的滑塊,豎直條7的下表麵固定設置有可用於(yú)底部滑道10滑動的底部滑塊。
3、夾具使用步(bù)驟(zhòu)
該用(yòng)於薄壁零件加工外圓的車床夾具,使用步驟如下[8]:
(1)將零件放入到安裝孔(kǒng),先固定零件的外弧麵(miàn),然後(hòu)控製電動推杆使豎直條固定零件的內(nèi)弧麵,達到多點支撐零件的(de)效果。
(2)主塊夾持放置在(zài)安(ān)裝孔上的零件,在氣缸控製機構的(de)帶動下(xià)向安裝孔圓心移動(dòng),並且在夾持(chí)零件的同時控製行走齒輪(lún)和旋(xuán)轉齒輪進行旋轉。
(3)行走(zǒu)齒輪旋轉帶動內部齒輪旋轉,內部(bù)齒輪旋轉使延伸塊伸出,達到增加夾持點的效果,從而(ér)最終穩定夾持薄壁零件。
4、總(zǒng)結
該夾具能夠在夾持零件的(de)同時增加與薄壁零件的接觸麵積,對(duì)於內部具有空間的零件,能夠(gòu)從內部進行夾(jiá)持固定,並且在內(nèi)部夾持時增加與薄壁的接觸麵積,達到內、外一起夾持的(de)效果,也避免了零件外部夾持時(shí)夾持力度過大造成零件外部產生形變(biàn)。在零件外表(biǎo)麵具有(yǒu)凹槽時卡條(tiáo)能夠卡在凹槽上,防止零件脫離。該夾具可以實現(xiàn)對內外徑(jìng)不同、長度各(gè)異的常見不同薄壁類零件的裝夾,不僅適用於(yú)大批量薄壁零件的(de)加工,而且適用於中小批量單件(jiàn)零件的加工。
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
馬")
業界視點
| 更多
查")
行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月(yuè) 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源(yuán)汽車(chē)產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年(nián)10月 新能源汽(qì)車產量數(shù)據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年(nián)9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據(jù)