


有效控製薄壁鋁合(hé)金細長軸加(jiā)工變形的方法分(fèn)析
2020-2-11 來源:天津機電職業技術學院 北華航天工業學院 作者(zhě):張文健 楊嵩
摘要: 針對薄壁鋁合金細(xì)長軸(zhóu)零件在加工過程中容易發生變形的(de)特點,闡述(shù)了引起加工變形(xíng)的原因,並通過改變相應加工(gōng)工藝等措施來控製加工變形,從而保證(zhèng)了工件的尺寸與形位公差以及表麵粗糙度要求,關鍵步驟選用雙頂尖裝夾以及增加輔助虎鉗頂夾的加工(gōng)工藝,在生產實踐中具有指導意義。
關鍵詞: 細長軸; 薄壁; 鋁(lǚ)合金; 加(jiā)工變形
1、 引言
根據生產要求,需將毛坯直徑 30mm、長度360mm 的 LY12CZ 鋁合金加工成圖(tú) 1 所示的細長軸類零件。要求細長軸兩端外圓與其中心軸線的同軸度要求為 0. 05mm,中間兩個凹槽底麵與其軸線的垂(chuí)直(zhí) 度(dù) 要 求 為 0. 05mm,兩端外(wài)圓尺寸精度為25. 40- 0. 1,整個工件的形狀位置公差與尺寸公差要求(qiú)都很高。
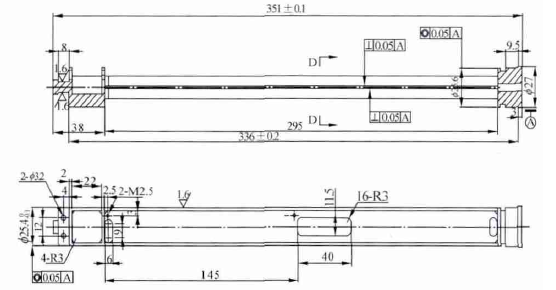
圖1 零件主俯視圖
圖 2 為零(líng)件 D 向視圖。由圖可知,零件中間(jiān)部分加工完成(chéng)後的厚度僅剩 1. 5mm,在加工中極易出現(xiàn)加工振動變形,影響加(jiā)工(gōng)質量,嚴重時會使工件報廢,因此,在加工過程(chéng)中(zhōng)如何防止加工變形是首要要考慮的問題。
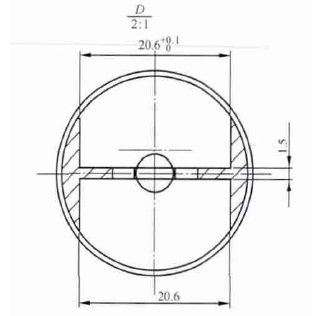
圖2 零件 D 向視圖
2、 改進(jìn)工藝流(liú)程(chéng)
2. 1 原有加(jiā)工工藝分析
原有加工工藝流程: 粗、精車外圓→粗、精銑(xǐ)細長軸各個加工(gōng)部位→鑽端麵孔→攻端麵 M5 螺紋。按照該加工工藝(yì)加工完畢後,發(fā)現工件發生嚴重彎曲變形,變形量達到(dào) 3 - 5mm,變形部位發生在工件的中心位置,向銑完一端的凹槽方向彎曲,與(yǔ)原圖形(xíng)位(wèi)公差要求嚴(yán)重不符,工(gōng)件報廢。
通過分(fèn)析發現,造成加工彎(wān)曲變形的主要原因是(shì)粗車加工完(wán)成後直接精車(chē),此時工件的加工變形不明顯,繼而(ér)進行粗銑與精銑的加工(gōng),由於粗銑加工完一端凹槽旋(xuán)轉 180°加工第(dì)二個(gè)凹槽(cáo)時,工件中部凹槽的部分(fèn)由於單方向受力不均(jun1)勻,工件必然會向強度薄弱的一(yī)方( 已加工完方向) 彎曲(qǔ)變形,造成工件報廢,出現該現象也與刀具角度、裝夾方式、鋁合(hé)金特性、冷卻是否充足等因素(sù)有(yǒu)關。
2. 2 改進的加工工藝(yì)
為了有效控製加工變形,保證工件的尺(chǐ)寸公(gōng)差與(yǔ)形狀位置公差,需要改進加(jiā)工工藝。改進(jìn)的(de)加工工藝如下:
①粗車: 兩端打中心孔,通過一夾一頂的方法車端麵,外圓車至 27. 3 ± 0. 1、長度 351. 5mm,需要注意(yì)的是(shì)兩端中心孔( 頂尖孔) 要小(xiǎo);
②粗銑: 在加工中心(xīn)上通過分度頭一夾一頂(dǐng)的(de)方法銑兩側 295 × 20. 6 兩槽,各槽單邊為精銑(xǐ)加工(gōng)留 0. 3mm 餘量(liàng)。注意旋轉 180°加工第二(èr)個凹(āo)槽時工件中部要增加輔助虎(hǔ)鉗頂夾的裝夾工藝,以(yǐ)保證工件的形(xíng)狀與位置公差要求;
③時效處理: 精車加工前,把工件(jiàn)重新加熱到180 ± 5℃ ,保溫(wēn) 4 小時,然後隨(suí)爐冷卻,使得經過(guò)時效處理後強度與硬度顯著提高,而塑性(xìng)則有所(suǒ)下降(jiàng),提高切削(xuē)加工性能,為下一步(bù)精加工工序時保證(zhèng)加工尺寸精度與形位公差打下(xià)良好(hǎo)基礎。
④精車: 為使工件(jiàn)在(zài)靜止狀態下(xià)也能保證形位公差,采(cǎi)用雙頂尖方式裝夾工件,精車外圓尺寸270- 0. 1到(dào)尺寸(cùn),精車兩端麵,保證兩端麵相對於軸線的垂(chuí)直度要求控製在 0. 05mm 以內,右端保留中(zhōng)心孔,M5 暫不加工,通過開口套裝夾工件外圓,找正工件外圓鑽 M5 底孔,倒角 1 × 45°。
⑤精銑: 在加工中心上通過分度頭一夾一頂的方法(fǎ)銑 295 × 20. 6 兩槽到尺寸,注意控製兩個凹槽底麵與其軸線(xiàn)的(de)垂直度要求為 0. 05mm; 同時為了避免在加工第二個凹槽時向(xiàng)第一個凹槽方向的(de)加工變(biàn)形,中間(jiān)采用虎鉗夾持的方法來保證工件(jiàn)的剛性,從而有效控製工件的尺(chǐ)寸與形位工差要求(qiú)。
3 、加工工藝關鍵步驟
( 1) 雙頂(dǐng)尖裝夾精車(chē)細長軸外圓
由於原有加工工藝難以(yǐ)保(bǎo)證工件尺寸與形位公差要求,所以需要改變加工工(gōng)藝,將精車工序放置在粗銑加工(gōng)工序後,將(jiāng)粗銑加(jiā)工完(wán)後的變形在精車工序內消除。另(lìng)外,在精車加工前增加了熱處理加工工藝,就(jiù)會將粗車、粗銑加工造成的(de)加工彎曲變形在時效熱處理階段進行消除,釋放內應力,工件內部組織強化,強度與硬度顯(xiǎn)著提高,為精(jīng)車、精銑打下良好基(jī)礎(chǔ)。區別於粗車時一夾一頂(dǐng)的(de)裝夾(jiá)加工工藝,在精車時采用了雙頂尖裝(zhuāng)夾的加工工藝。零(líng)件在粗車、粗銑後(hòu)由於受力變形會造成工件在靜止狀態下(xià)有一個較大的彎曲,所以在精車階段的主要任務是將粗車、粗(cū)銑造成的加工變形控製在合格的公差範圍內。采用雙頂尖裝夾(jiá)工件時,車床頂尖是一個與車床主(zhǔ)軸同心(xīn)的圓錐,分為(wéi)前頂(dǐng)心和後頂心。後(hòu)頂心裝在車床尾部,使用時將其頂在被加工件的旋轉軸心上,起(qǐ)到穩定工件旋轉軸心(xīn)的作用,前頂心裝在車床(chuáng)主軸上或用三爪自定心卡盤夾持,使用時將其(qí)頂在被加工件的旋轉軸心(xīn)上,起到帶動工件旋轉和穩定工件旋轉軸心的作用(yòng)。
使用雙頂尖加工時,由於頂(dǐng)心(xīn)和工件的接觸麵小,傳(chuán)動力矩短,所以不太適合用於直徑較大的工件或進刀量大的場合,但由於頂心夾持時具有自動對準工件旋轉軸心(xīn)的作用,所以適用於(yú)需要多次重複裝卸的加工工件。
刀具角度的選擇也很關鍵,實踐證明,合理的車刀角(jiǎo)度為前角(jiǎo) γ0= 18°- 20°,後角(jiǎo) α0= 20°- 24°,主偏角 κr= 90°- 95°,副偏角 φr= 10°- 12°,刃傾角 λs= 15°- 20°。此外,采用雙頂尖裝夾(jiá),頂尖不能頂得太緊(jǐn)或太鬆,車削過程中需隨時注意並及時調整。車削加工前,床鞍應左右移動全(quán)行程,觀察有無碰撞現象。
( 2) 利用分度頭在加(jiā)工中心上進(jìn)行精銑加工
精銑加工前要在加工中心(xīn)上對分度頭進行找正,確(què)保分度頭在機床上自身的位置精(jīng)度。分度頭找正的步驟為: ①分度頭(tóu)的主(zhǔ)軸軸向在數控銑床上確保與機床工作台 X 向平(píng)行,用杠杆(gǎn)百分表檢驗驗棒根部的圓跳動,使之在 0. 03mm 以內(nèi); ②檢驗驗棒端部圓跳動,通(tōng)過調(diào)整達到 0. 03mm 以內; ③檢(jiǎn)驗驗棒的上母線,通過切高點的方法,調(diào)整分度頭是否仰頭或俯頭,保證分度頭的軸向(xiàng)與數控銑床 X 向平行; ④檢驗驗棒的側母線,確定分度頭與機床工作(zuò)台X 向平行。驗棒找正後,將細(xì)長軸零件裝夾在分度頭上,通過一夾一頂的方式進行 295 × 20. 6 兩槽的精銑加工。
( 3) 利用平口(kǒu)鉗夾持中間部位進行反向精銑加工
通過實例驗證,鋁合金薄壁細長軸在沒有夾具(jù)頂卡的情況下(xià)加工完第一麵後還勉強(qiáng)可以進行加工(gōng),旋轉 180°後加工第二麵時由於(yú)工(gōng)件受力(lì)變形,刀具與工件接觸處發出巨大的響聲及顫動,會出現銑(xǐ)刀崩刃、工件撅起等嚴重後果,此時工件不能正常加工。因此需要改進加工(gōng)工藝,采(cǎi)取措施為通過采用平口鉗裝夾薄壁細長軸零件的中(zhōng)間部分( 見圖 3)增加對工件(jiàn)的夾持力,提高細長軸自身剛度,防止切削振動,保證工件的順利(lì)加工。

圖 3 平口鉗頂夾中間部位(wèi)加工薄壁零(líng)件
采用平口鉗夾(jiá)持細長軸中間部位的裝夾工藝時需要注意,采用壓表法(fǎ)將虎鉗的固定鉗口與細長(zhǎng)軸輕(qīng)輕貼合,通(tōng)過 0. 02mm 塞尺控製好細長軸與固定鉗口的縫隙,在裝(zhuāng)夾過程中既要保證虎鉗裝夾不能過定位,細長軸又能轉動自如,工件的彎曲變形被(bèi)控製在(zài)很小範圍(wéi)內,有效(xiào)保證了細長(zhǎng)軸的定位精度。
應注意在旋轉細長軸時,必須將(jiāng)細長軸與固定(dìng)虎鉗(qián)之間的切屑清除幹淨,防止(zhǐ)工件外表夾屑或者切屑劃傷(shāng)細長軸的外加工表麵,影響細長軸表麵粗糙度精度要求。最終加工完的零件見圖 4。
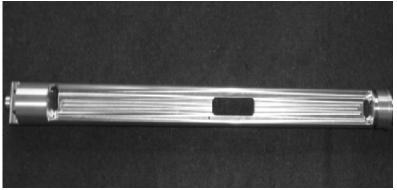
圖 4 薄(báo)壁細(xì)長軸零件加工效果
4 、結語
針對(duì)細(xì)長軸薄壁鋁合金零件難加工以及容易發生加工變形的特(tè)點,詳細闡(chǎn)述了具體加工工藝(yì)步驟以及選用(yòng)合適的裝夾工藝來保證其尺(chǐ)寸與形狀位置公差以及表麵(miàn)粗糙度要求,關鍵步驟采用雙頂尖裝夾與虎鉗頂夾的輔(fǔ)助(zhù)裝夾加工(gōng)工藝,改變了細長軸在銑削加工過程中的(de)固有共振頻率(lǜ),解決了(le)剛性差問題,大大提高了細長軸的整體機械切削加工性能,這種加工方法在(zài)生產實踐(jiàn)中具有實踐指導意義。
投稿箱:
如果您有機(jī)床行業、企業相關新聞稿件發表(biǎo),或進行資訊合(hé)作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿件發表(biǎo),或進行資訊合(hé)作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多
查")
行業數(shù)據
| 更多(duō)
- 2024年11月 金屬切(qiē)削機床(chuáng)產量數據
- 2024年11月 分(fèn)地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月(yuè) 新能源汽車產量(liàng)數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床(chuáng)產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數(shù)據
博文(wén)選萃
| 更多
- 機械(xiè)加工過程圖示
- 判斷一台加(jiā)工中心精度的幾種辦法
- 中走絲線切割機床的(de)發展趨勢
- 國產數(shù)控係統(tǒng)和(hé)數控機床何去何從(cóng)?
- 中(zhōng)國的技術工人都去哪裏了?
- 機械老板做(zuò)了十多年(nián),為何還是小作坊?
- 機(jī)械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡(wáng)
- 智能時代,少談點智造,多(duō)談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床(chuáng)
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔(kǒng)攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽削與螺(luó)旋(xuán)銑孔加工工(gōng)藝的區別