


基於 PLC 與 GOT 的 CA6140 臥式車床進給係統的改造設計
2017-7-10 來源:廣東石油化工學院 機電工程學院 作者:喬東凱, 趙晶英, 陳 軍, 廖 輝
摘要: 闡述了 CA6140 臥式車床控製的(de)原(yuán)理與存在的問題,並細述了采用可編程控製器、觸摸屏、編碼器(qì)、步進驅動器和步進電機對 CA6140 臥式車床的進給運動自動控製的具體方法(fǎ),從而實現了該車床智能化控製的目的。 實踐(jiàn)證明該方法經(jīng)濟實效,對其他類(lèi)型(xíng)的機床或電氣設備的改造具有借鑒和指導意義。
關鍵詞: 可編程控製器; 觸摸屏; 車床; 編碼器; 步進電機
0.引言
CA6140 臥式車床進給的轉速控製是通過轉動手柄來控製,要改變刀架的移動轉速,必須在刀架停止的情況下進行,速度轉(zhuǎn)換時要轉動手柄,操作不便。 有(yǒu)時需要頻繁地更換其主軸(zhóu)轉速,加(jiā)快了齒輪之間的磨損,導致轉速達不到要求。 此外,齒輪(lún)在工作(zuò)時,出現噪聲大(dà),啟動、傳(chuán)動不平穩,換速時衝擊力大等問題。進給運動的進給量(liàng)是(shì)通過手輪(lún)來控(kòng)製的,會出現(xiàn)手輪轉動後,存在(zài)一小段距離,刀架沒有移動,導致加工出現誤差。
1 調(diào)速改造方案的確定
未改造前,進給運動的轉(zhuǎn)速是由轉動手柄在不同(tóng)擋(dǎng)位來(lái)控製,即改變齒(chǐ)輪之間的齧合,其進給量則由手輪控製。 機床(chuáng)改造後,用步進電機代替溜板(bǎn)箱縱向移動的大手輪(lún)和控製中滑板(bǎn)橫向(xiàng)運動的小手(shǒu)輪,並通過編(biān)碼器實時反映距離,采用觸摸(mō)屏和 LC技術控製進給運動(dòng)的進給量和進給速度。(1)調速原理(lǐ)步進電機的轉速
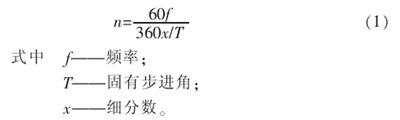
由式(1)可知(zhī),改(gǎi)變步進電機的頻率就可以調節進給速度,並且其頻率可在一定範圍內變化,所以轉速調(diào)節範圍寬。步進電機的轉動圈數(shù)

由式(2)可知,改變步進電(diàn)機的脈衝數可以改變步進電機轉動的圈數,進而改變移動的距離。(2)PLC、步(bù)進電機、步進驅動器、觸摸屏(píng)和編(biān)碼器的選擇根據實際情況(kuàng),係統需要(yào)控(kòng)製 2 個步進電機,即PLC 需要 2 個高速脈衝輸出, 為方便操作和保證係統的可見性,係統配備有觸摸屏,故所需 PLC 的點數較少,且要連接(jiē)編碼器,需要晶體管輸出,最終選擇型號(hào)為 FX3U-32MT 的三菱 PLC。 由於代替手輪和手柄轉動的步進電機不需要太(tài)大力矩,選(xuǎn)擇步進電 機 57BYG250B -SAFRMC -0152, 其保持轉(zhuǎn)矩為0.7 Nm,步(bù)距角(jiǎo)是 1.8°,相數(shù)為 2 相。 相應地選擇步(bù)進驅動器為 SH-20402A。 編碼 器選擇型號為E6B2 -CWZ5B, 觸摸屏選擇(zé)性價(jià)比較(jiào)高的型號為MT8104X 的威綸(lún)觸摸屏。(3)PLC 輸入、輸出點的連接PLC 輸入(rù)點、輸出點(diǎn)的(de)連接如表(biǎo) 1、表 2 所(suǒ)示(shì)。
表(biǎo) 1PLC 輸入點的連接
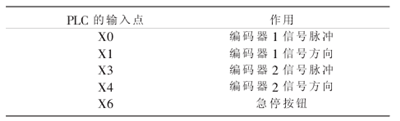
編碼器 1(與大手(shǒu)輪連接)的脈衝與方向端分別與 X0、X1 連接;編碼器 2(與小手(shǒu)輪連接)的脈衝與方向端分別與 X3、X4 連接; 將一(yī)個急停按鈕與 X6連接,用(yòng)來緊急停止整個係統。
表 2 PLC 輸出點的連接(jiē)
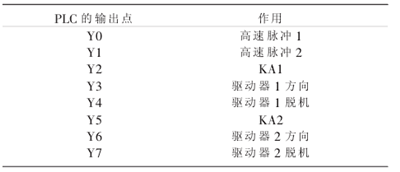
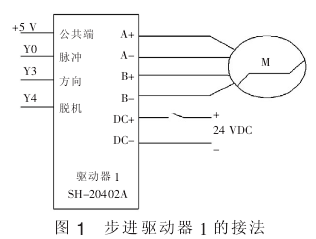
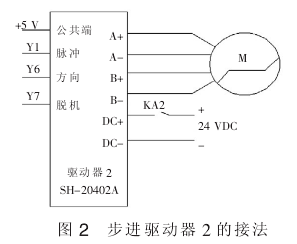
輸出點 Y0 用於給控製床鞍和溜板箱縱向移動大手輪的步進電機驅動器 1 發送高速脈衝; 輸出點Y1 用於給(gěi)控製(zhì)中(zhōng)滑(huá)板橫向運動手柄的步進電機驅動器 2 發(fā)送高速脈衝。 連接到 Y2、Y5 的中間繼電器分別控製步進驅動器(qì) 1 和 2 的通電與斷電。 輸出點Y3、Y6 分別給步進驅動器 1 和 2 發送方向信(xìn)號,控製步進電機 1 和 2 正轉。 輸出點 Y4、Y7 則是使步進驅動器 1 和 2 脫機。(4)PLC 與步進驅動器、步進電機的連接PLC 與步進驅動器、步進電機的連接(jiē)如圖 1 和(hé)圖2 所。
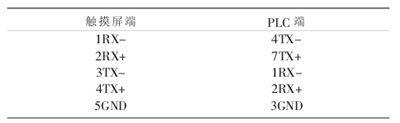
(5)PLC 與觸摸屏的通訊PLC 與觸摸屏的通訊如表 3 所 示 ,PLC 與 觸摸屏接口類(lèi)型為 RS-485 4W,通(tōng)訊端(duān)口為 COM1,通訊線:觸摸屏(公頭)1、2、3、4、5 對應 PLC(公頭)4、7、1、2、3。
表 3PLC 與觸摸屏的通訊
(6)主(zhǔ)軸速度和進給運動的控製步(bù)進電機通過步進驅動器來控製,即 PLC 通過步進驅(qū)動器來控製步進電機(jī)。 具體方法是 PLC 給步進驅動(dòng)器輸出一個高速脈衝、方向和脫機信號。 因為(wéi)係統采用的是 64 細分,所以要將步進驅動(dòng)器的刻度盤調到 64 細分。 編碼器則連接到 PLC 的輸入(rù)點,利用高速計數器記錄下脈衝數,進而通過程序處理,反(fǎn)映出實時距離。PLC 開機初(chū)始化的程序如圖 3 所示。
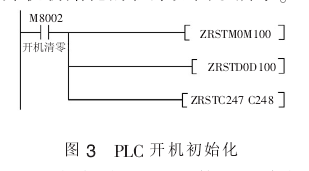
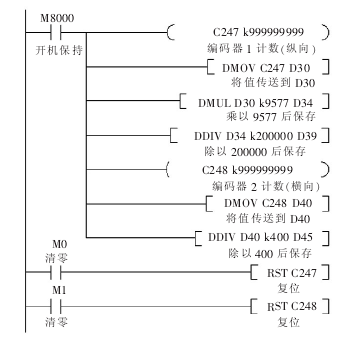
當給 PLC 上電時(shí),M8002 接通一個掃描周期,係統對 M0~M100,D0~D100,C247~C248 進行清(qīng)零。高速計數器計數並轉換為距離(lí)和清零操作(zuò)程序如圖 4 所示。
圖(tú) 4 高速計數器計數並轉(zhuǎn)換為距離和清零操作
與縱向軸相連接的(de)編碼器是通過式(1)進行距離轉換,編碼器的軸與齒(chǐ)數為 120 及模數為 0.25 的齒(chǐ)輪相聯。 因此,可以求出齒輪的直徑
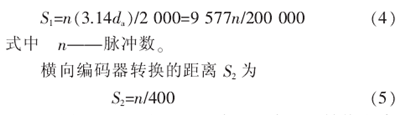
如圖 4 所示,當 PLC 開機後,編碼器轉換程序(xù)一(yī)直在執行,反映出進給移動的實時距離。編碼器輸出的脈衝用高(gāo)速計(jì)數器計(jì)數。 縱向編(biān)碼(mǎ)器的(de)脈(mò)衝由高速(sù)計(jì)數器 C247 計數, 然後保存在寄存器 D30中,之後乘以 9 577,結果保存在 D35 中,最後除以200 000,結果保存在 D39 中。 橫向編碼器的脈衝由高速計數器 C248 計數,然後保存在 D40 中,再除(chú)以400,把運算結果保存(cún)在 D45 中。對高(gāo)速計數(shù)器 C247、C248 的清零,則是在手動對完縱向和橫向刀後進行(háng),確定零點(diǎn)位(wèi)置。主軸轉速和方向控製程(chéng)序如圖 5 所示(shì)。
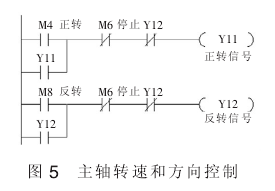
當 M4 接通時,控製(zhì)主軸正轉;當 M8 接(jiē)通時,控製主軸反轉;當 M6 接通時,停止主軸轉(zhuǎn)動。 同時正轉和(hé)反轉設計了互(hù)鎖,即(jí)正、反轉之間的切換(huàn),必須要停止主軸,從而(ér)保護(hù)了主軸電動機。縱向進給速度、進給量(liàng)和方向(xiàng)控製如圖 6 所示。
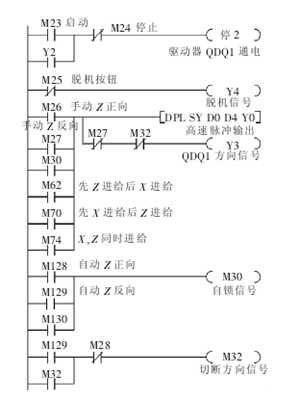
圖 6縱向進(jìn)給速度、進給量和方向(xiàng)控製
當(dāng)線圈 M23 接通時,線圈 Y2 通電,給步進驅動器 1 上電;當線圈 M24 接通時,則步進驅動器 1 斷電。 當 M25 接通時(shí),線圈 Y4 通電,給(gěi)步進驅動器 1發送脫機信(xìn)號。 M26 和 M27 是手動分別控製步進電機的(de)正反轉,即前進或後退。 當 M28 接通時,自動控製步(bù)進電機正轉(zhuǎn);當(dāng) M29 接通時,自動(dòng)控製步進電(diàn)機反轉。 當(dāng) M27 或 M29 接(jiē)通(tōng)時,切斷步進驅動器方向信(xìn)號 Y3, 進而控製步進電機反轉。 當 M28 或M29 接通時,M30 自鎖,給步進驅動器輸出脈衝。 其中(zhōng) D0 和 D4 的值可(kě)以根據需要進(jìn)行改變(biàn),分別(bié)改變進給縱向的進給(gěi)速度和進給量。橫向進給速度、進給量和方向控(kòng)製的程序如圖7 所示。
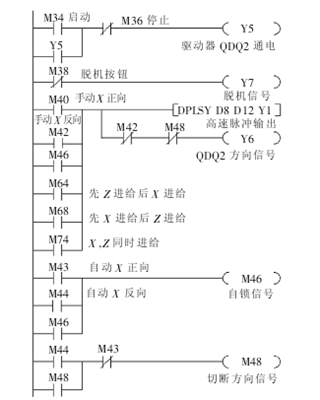
圖 7橫向進給速度(dù)、進給量和方(fāng)向控製
當線圈 M34 接通(tōng)時,給步進驅動器上電;當線圈 M36 接通時(shí),則斷電(diàn)。 當 M38 接通(tōng)時,給步進驅動器 2 發送脫機信號 Y7。 M40 和 M42 是手(shǒu)動分別控製步進電機的正反轉,即前進或後退。 當 M43 接通時(shí),自動控製步進電機正轉;當 M44 接通時,自動控製(zhì)步進電機反轉。 當 M42 和 M44 接通時(shí),切斷步進驅動器方向信號 Y6,進(jìn)而控製步進電機反轉。 當M43 和 M44 接(jiē)通時,M46 自鎖(suǒ), 給步進驅動器輸出(chū)脈衝。其中 D8 和 D12 的(de)值可(kě)以根據(jù)需要進行改變,分(fèn)別改變進給橫向運動的轉動速度和(hé)進給(gěi)量。進給運動的速度和進給量轉換如圖(tú) 8 所示。
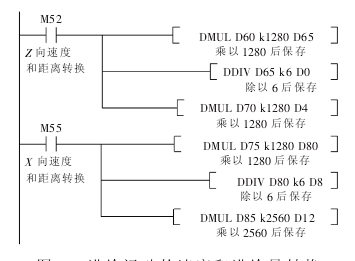
圖 8 進給運動的速度和進給量(liàng)轉(zhuǎn)換
當 M52 接通時,將速度(dù)值 D60 根據式(1)轉換為頻率保存在 D0 中;將進給量(liàng) D70 根據式(2)轉換為轉動(dòng)的圈數後, 再轉變(biàn)為脈衝(chōng)數保存在 D4。 當M54 接 通時 ,將速度值 D75 根 據式 (1)轉(zhuǎn) 換為頻(pín)率(lǜ)保存在 D8 中;將進(jìn)給量 D85 根據式(2)轉換為轉動的圈數後,再轉變為脈衝數保存在 D12。進給運動的橫向與縱向運動的控製如圖 9 所示。9圖 9進給運動的橫向與縱向運動控製(zhì)當M60 接通時,M62 自鎖,開始橫向運(yùn)動(dòng);當所走距離值 D35 與所設距離值 D90 相等時,M64 接通,開始(shǐ)縱向運動;當所走距離值 D45 與所設距離(lí)值 D95 相等時,複位 M62,即停止運動。當 M66 接通時,M68 自(zì)鎖(suǒ),開始縱向(xiàng)運動(dòng);當所走距離值(zhí) D45 與所設距離值 D95 相等時(shí),M70 接通,開始橫向運動。當所走(zǒu)距離值 D35 與所設距離值 D90 等(děng)時,複位M68,即停止運動(dòng)。 當 M72 接 通時 ,M74 自 鎖(suǒ) ,橫向(xiàng)和縱向運動同時進行,當所走距(jù)離值與所設距(jù)離值相等時,複位 M74,即停止(zhǐ)運動。
2.結語
本設計從電氣控製方案(àn)、元器件(jiàn)選型及機加工係統現場環境等因素綜合考慮,對 CA6140 車床的進給運動進(jìn)行了電氣化改造,改造後的該(gāi)設備(bèi)控製電路簡單,穩定(dìng)性和可(kě)靠(kào)性也增強,操作方便,實現了進給係統(tǒng)的自動(dòng)化控製,進而提高了加工精度。
投稿箱:
如果您(nín)有機床(chuáng)行業、企業相關(guān)新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床(chuáng)行業、企業相關(guān)新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產(chǎn)量(liàng)數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機(jī)床產(chǎn)量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月(yuè) 基本型(xíng)乘(chéng)用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的(de)發展(zhǎn)趨勢(shì)
- 國產數控係統和數(shù)控機床何去何從?
- 中國的技術工(gōng)人(rén)都去(qù)哪(nǎ)裏(lǐ)了?
- 機械老板做了十多(duō)年,為(wéi)何還是小作坊(fāng)?
- 機械行業最新(xīn)自殺性營(yíng)銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡(wáng)
- 智能時代,少談(tán)點智造,多談點製造
- 現實麵前,國人沉(chén)默。製(zhì)造業的騰飛,要從機床
- 一文(wén)搞懂數(shù)控車床加工刀具補償功能
- 車床鑽孔攻(gōng)螺(luó)紋加工方法及工裝設計
- 傳(chuán)統鑽削與螺旋銑孔加工(gōng)工藝的區別