


一種直線導軌用車床尾座的設計
2017-3-1 來源:(沈(shěn)陽機床(集團)有限責任公司 作者:耿華,王亮,張金軍,張(zhāng)亮
摘要:傳統平床身數(shù)控車床的jjn-r精度和快移速度已經難(nán)以滿(mǎn)足機械加工行業高速發展的需(xū)求,直線導(dǎo)軌在平床身數控車床上的應用可(kě)以有效(xiào)解決這一不足。針對傳統平(píng)床身(shēn)數控車床的尾座操作不是很便利的現象,設計一款(kuǎn)采用新型卡緊(jǐn)方(fāng)式、符合人(rén)機工程(chéng)學的(de)直線導(dǎo)軌(guǐ)用車床尾座。
關鍵詞:數控車床;直(zhí)線導軌;尾座
隨著機械(xiè)行業的高(gāo)速發展,對零部件的精度和(hé)加工速度都(dōu)提出了更高的要求(qiú).市場占有率很高的中小型普通車床和傳統經濟型數(shù)控車床難以滿足行業品質提升的需求,采用直(zhí)線導軌的經濟型數控車床的開發已迫在眉睫,因此一種直線導軌用尾座的設計便成為了新(xīn)型機(jī)床的關鍵技術。
1.傳統尾(wěi)座操作不便的4個方麵
(1)尾座(zuò)移動
傳統尾座使用的是床身硬軌,由於滑動摩擦力較大,使得尾座在(zài)移動時比較費勁,需要加工人員在尾(wěi)座後端用力推尾座才能使之移(yí)動。對於全封閉(bì)防護的機床和力氣小的工人操作機(jī)床非常不方便。
(2)尾座主軸伸縮手輪的位置
如圖(tú)1所(suǒ)示,傳統尾座主軸伸縮的控製手輪在尾座的後端,而尾座又在整個機床的尾部,這樣要控製主軸(zhóu)進行頂件和鑽(zuàn)孔、鉸孔等操作。就需(xū)要(yào)加工人(rén)員遠離加工區或者伸長手臂進行操作,一方麵不利於觀(guān)察加工效(xiào)果,另一方麵難以用力旋轉手輪。
(3)尾座整體固(gù)定(dìng)手柄的位置(zhì)
如圖1所示.尾座(zuò)整體固定手柄的位置在(zài)尾座的後端,通過推動手柄使底部壓板壓緊導軌底麵,從而達到固定尾座的目的。這種(zhǒng)卡緊方式結構(gòu)複雜,床身大件需要JJn-r_導軌(guǐ)麵較多(duō),成本高,造價貴,工人在固定尾座時操作也不是很方便。
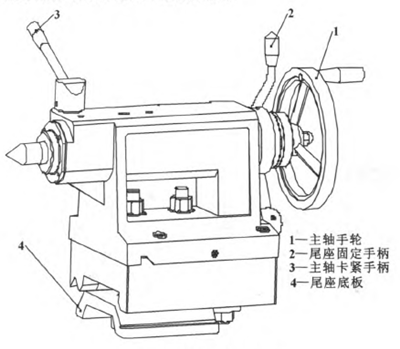
圖1 傳統尾(wěi)座結(jié)構(gòu)圖
(4)尾座主軸卡緊方式
如圖(tú)2所示.尾座主軸的卡緊是采(cǎi)用上下兩個閘塊,用螺杆旋(xuán)轉進行卡緊的,卡緊部位(wèi)麵積(jī)小(xiǎo),卡緊力大,兩個閘塊(kuài)的(de)弧度與尾座主軸不一(yī)致,長時間使用會造(zào)成尾座主軸的研傷。影響尾座的使用和精度。
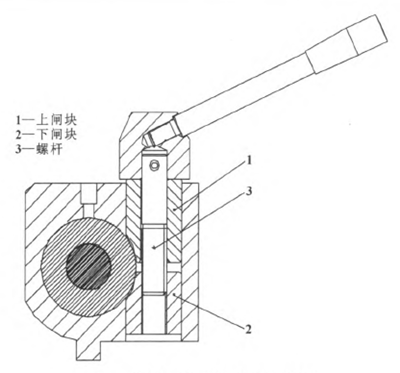
圖2 傳統尾(wěi)座主軸(zhóu)卡緊結構圖
2.新型尾(wěi)座的改進方法
(1)尾座移動
由於(yú)新型(xíng)尾(wěi)座使用的是直線導軌,尾座移動主要克服的是滑塊滾動(dòng)體(tǐ)的滾動摩擦力.工人單手(shǒu)在機床前端通過手(shǒu)柄或手輪就能操作尾座的前進和後退.比傳統尾座要方便和節省體力。
(2)尾座主軸伸縮手輪的位置
如圖(tú)3所(suǒ)示.新型尾座的主軸伸縮通過2個錐形齒(chǐ)輪改變了力的傳導方向,將手(shǒu)輪放在尾座近工人一側,方便了尾座主軸伸縮的操作,有利於觀察加工效果和加力旋轉手(shǒu)輪。
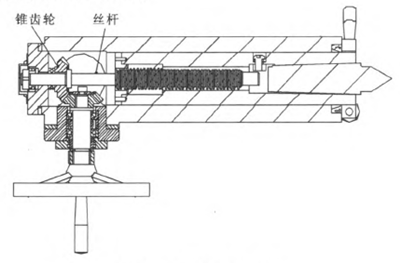
圖3新型尾座剖(pōu)麵圖
(3)尾座整體固定手柄的位置
如圖4所示(shì),新型尾座的固(gù)定手(shǒu)柄在尾座的中間,在距離上離加工人員較近,方便固定尾座的操作。如圖(tú)5所示,新型尾座的固定方(fāng)式采用的是直線(xiàn)導軌卡緊裝置,通過旋轉螺(luó)杆使2個卡緊塊卡緊直線導軌。卡緊裝置結構(gòu)簡單,並且通過(guò)改(gǎi)變螺杆直徑和加長手柄長(zhǎng)度能(néng)夠改變卡緊力大小。
(4)尾座主軸鎖緊方式
如圖6所(suǒ)示.新型尾座主軸的鎖緊采用的是螺栓鎖緊開口套的(de)結構方式。這種鎖緊方式,接觸麵積大,主軸受力均勻,易(yì)損件螺栓為標準件,更換方便,價格低(dī)廉。
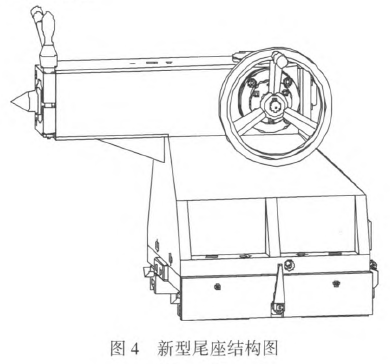
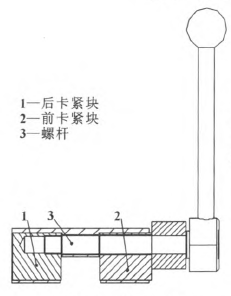
圖5尾座整體固定卡緊裝置結構(gòu)’
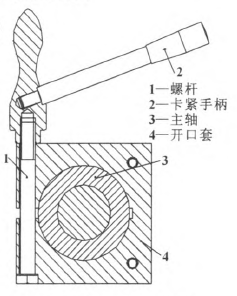
圖(tú)6新型尾座主軸卡緊方式
3.平床身直線(xiàn)導軌數控車床(chuáng)尾座的發展方向
近年來在平床身車床的(de)尾座上有(yǒu)多種改進方案,主要有尾座整(zhěng)體驅動方式的改進[3’5]、尾座鎖緊方式的改變m 7|、尾座主軸驅動方式的改變睜91等。尾座鎖(suǒ)緊方式的改變主要是考(kǎo)慮到精度、操作(zuò)和製造方麵,尾座主(zhǔ)軸和整(zhěng)體驅動方式的(de)改變主要是方便操作。隨(suí)著機械加工行業標準的整體提升,對零件的精度和加工節拍、機床自(zì)動化和操作便(biàn)利性(xìng)提出了更高的要求.平床身數控車床尾座的發展方向主要有以下3點:
(1)尾座的伺服驅動技術
尾座伺服驅動技術的應用可實現尾座進給的可編程控製,尾座定位精度和移動速度都能大(dà)大提高,降低工人工作強(qiáng)度。縮短加工節拍。
(2)尾座卡緊技術的改進
傳動的尾座卡緊技術都是手動(dòng)操作,將氣動、液壓和電動卡緊技術應用在尾座上。也將成為未來的發展趨勢。
(3)尾座的多功能技術(shù)應用
傳統尾座隻能實現夾緊、鑽孔(kǒng)、鉸孔等簡單功能,如將尾座增加動力頭、x軸移動等模塊,機(jī)床便可實現銑削和打偏心孔的功能,機床的加工能力將大(dà)大提升,轉變為複合(hé)加工機床。
4.結論
針對(duì)傳統經(jīng)濟型數控車床尾座在(zài)操作和長時間使(shǐ)用中存在的問題,設計了一種便於加工(gōng)工人操作的直線導軌(guǐ)用車床尾(wěi)座。新型尾座(zuò)便於工人操作、節省體力,而且結(jié)構簡單、零部件少、製造費用低,易於大批量(liàng)生產。
投(tóu)稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件(jiàn)發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件(jiàn)發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
馬")
業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型(xíng)乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數(shù)據(jù)
- 2028年8月 基本(běn)型乘用車(轎車)產量數據