


摘要:一次螺旋線的螺紋銑削加工(gōng)僅限於螺距較小的螺紋加工,如果螺紋螺距大於5 mm,由於牙深較深(計算一下)刀片所承受的切削力較大。這(zhè)時教師可以借用普車上三(sān)角螺紋的進刀(dāo)方法,分層(céng)多次進(jìn)刀將螺紋加工出來。進到(dào)方法分直(zhí)進法、斜進法、左右借(jiè)刀法等多種方法進行(háng)分層多刀(dāo)銑削加工(gōng)。
加工螺紋孔的方法中,攻螺紋是一種(zhǒng)常用的加工螺紋的(de)方法(fǎ)。但攻螺紋主要(yào)用在小孔的螺紋加工上。對於大直徑螺紋用(yòng)絲錐加工時,需要大功率的機床驅動。當攻螺紋的孔徑超過12 mm 至19 mm到達100 mm 甚至是(shì)125 mm 的孔時,增加出現(xiàn)斷(duàn)裂的(de)危險。目前M24~M36 的螺紋采用(yòng)小型加工中心用機用絲錐一次攻絲而成。這種加工工藝容易出現兩種問題。其一,由(yóu)於現在小立加功率相對較小(xiǎo)容易使主軸悶停報警,甚至使絲錐折斷。其二,由於機用絲錐前(qián)部都有一個導向漸變,所以如果圖紙上標注加工25 mm 深度的螺紋孔,在(zài)實際加(jiā)工時加工深度一般要在30 mm 以上。所以對於公稱直徑較(jiào)大的螺紋加工或公稱直徑不是整數的特殊螺紋加(jiā)工,最好的(de)加工方法就是(shì)銑螺紋。
對於M36 以上(shàng)的螺紋大多數是在數控車床上(shàng)車削而成,由於機床剛性及(jí)刀具等問題(tí)加工出的大螺距螺紋產生的振紋較大,表麵粗糙度置太大,極易達不到使用要求。再者由於螺紋深度(dù)較深切屑極易排不出來造成刀具的損壞。
對於以(yǐ)上問(wèn)題(tí)大(dà)螺距螺紋如果采(cǎi)用螺紋銑刀(dāo)銑削(xuē)加工來完成,有以下五點好處:
1.加工質量優於攻(gōng)螺紋。由於螺紋銑削加工進給方向與(yǔ)攻螺紋進給方向相反,螺紋加工的(de)精度及表(biǎo)麵質量(liàng)都比較高。
2.采用螺紋銑削降低了(le)生產成本,減少了加工時間,提高了生產效率。
3.螺紋分左旋螺紋和右旋螺紋,在有圓弧插(chā)補的機床上,可以通過編(biān)程實現螺紋加工。
4.相同的底孔深度(dù),螺紋的銑削加工比攻螺紋加工(gōng)的螺紋有效長度(dù)更長,也更安全。
編程實例:
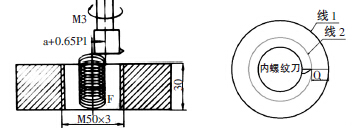
M302 深30 的(de)內螺紋編程(chéng)實(shí)例:
根據(jù)計(jì)算(suàn)公式加工底孔、底孔加(jiā)工尺(chǐ)寸計算過程如下:
公製螺(luó)紋公稱直徑(jìng)為30 mm 螺距為2 mm
牙深=0.6495* 牙距P (牙形角(jiǎo)60°)
底孔直徑=公稱直徑-1.0825*P
=30-1.0825*2
=27.835 mm
牙深h=0.6495*P
=0.6495*2
=1.299 mm
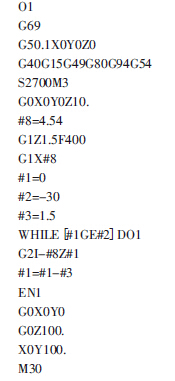
對於這樣的零件加工一般采用宏程序編螺(luó)旋線的方式進行加工,由於是內螺紋(wén)為(wéi)了(le)要(yào)減少切削(xuē)阻力一般采用逆銑的(de)方式進行加工。加工路線如下圖:
首先得計算一下刀具移動的距離:
如圖線1 表示的是底孔直徑,線2 表示(shì)的是內螺(luó)紋刀的刀(dāo)尖旋轉式所形成的(de)圓。如果(guǒ)以螺旋線的方式加工出螺紋。那(nà)麽螺旋線在XY 平麵內圓的半徑(jìng)為(wéi)#8=r+a+h (其中為刀尖的回轉半(bàn)徑刀尖到底孔的距離是牙深)
加工程序如下:
一次螺旋線的螺紋銑削加工僅限於螺距較小的螺紋加(jiā)工,如果螺紋螺距大於5 mm,由於牙深較深(計算一下)刀片所承受的(de)切削力較大。這時我們可以借鑒普(pǔ)車上三(sān)角螺紋(wén)的進到方法,分層多次(cì)進刀將螺紋加工出來。進到方法分隻進法、斜進法、左右借刀法等多種方法進行銑削加工。
螺紋的銑削加工還應有以下注意事(shì)項:
1.工件裝夾。
2.合理選擇刀具及切削用量。
3.切屑的及時清理。
總結:
采用銑削的(de)方式加工大螺距的螺紋有很多的優點,不僅可以提高加工效率,還可(kě)以降低(dī)生產成本,同時產品的(de)質量也會有很大的提高(gāo)。但是螺紋的(de)銑削也存在缺點,首先由於是成型加工,這種方法在一定程度上受到(dào)螺距的製約;其次如果螺紋直(zhí)徑較小,深度較深(shēn)的情況,考慮到刀具的讓刀問題,仍然適合選用絲錐加工;最後銑螺紋的(de)方(fāng)式受到機(jī)床銑圓精度的影響(xiǎng)比(bǐ)較大(dà)。
如果您有機床行業、企業相關新聞稿(gǎo)件發(fā)表,或進行資訊(xùn)合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產(chǎn)量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月(yuè) 新(xīn)能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產(chǎn)量(liàng)數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年(nián)8月 新能源汽(qì)車產量數(shù)據
- 2028年(nián)8月(yuè) 基本型乘用車(轎車)產量數(shù)據