


偏心工件夾具設計
2014-2-22 來(lái)源:數控機床市場網 作者(zhě): 陳洪峰
偏心工件一般分為偏心軸類、偏心盤類、偏心孔類等, 通常情況在車床上進行加工(gōng)。普遍采用的(de)方法(fǎ)是在四爪單動(dòng)卡盤上, 或者利用彎(wān)板、花盤等簡單的工裝夾具, 通過較為複雜的調整偏心距、定位基(jī)準等工(gōng)序進(jìn)行加工。這些辦法操作過程複雜, 工件定位安裝調整困(kùn)難, 對操作者技術水平要求較高, 一(yī)般進行單件零件的試製加工, 不能適應大(dà)批零件的生產, 難以保證產品零件的(de)質量, 且(qiě)生產效率(lǜ)較低。因此在(zài)加工偏(piān)心零件時經常使用各種(zhǒng)專用夾具來進行裝(zhuāng)夾加工。
1. 偏心夾具(jù)的設計思路
在夾具設計時, 必須使工件的加工質(zhì)量、生產(chǎn)效(xiào)率、勞動條件和經濟性等四方麵達到辯證的統一, 其中能(néng)穩定地保(bǎo)證工件(jiàn)加工質量(liàng)是(shì)最基本的要求。為了提高生產率, 夾具采用先進的(de)結構和機械傳動裝(zhuāng)置以及快(kuài)速(sù)高效的夾緊裝置, 以縮短輔助時間。既要滿足產品零(líng)件(jiàn)大(dà)批量生產需要, 又要滿足工件加工質量、生產(chǎn)效(xiào)率(lǜ)、勞動條件和經濟性的(de)要求, 因此需根(gēn)據工(gōng)件的類型、技(jì)術要求等特點設計製造(zào)一些專用工裝(zhuāng)夾具來實現。
筆者在實際工作中遇到如圖1 所示的工(gōng)件, 此工件要求車削加工端麵(miàn)上的兩(liǎng)個偏心孔及其內螺(luó)紋。
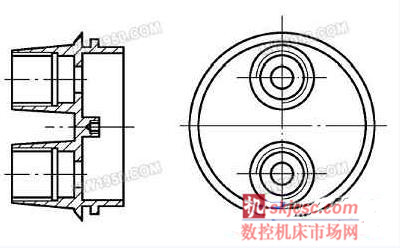
圖1 工件示意圖(tú)
采用常規夾具滿足不了大批生產的需要且操作複雜, 調整困難, 工件裝夾時間長。如果到專門的工裝模具加工企業外協加工(gōng)該專用夾具(jù), 其設(shè)計、製造成(chéng)本費用較高而且(qiě)往往達不到最佳使用效(xiào)果。筆者(zhě)根據工件(jiàn)的結構特點, 設(shè)計製造一種結構(gòu)簡單、製造成本低(dī)廉、具有自動定心功(gōng)能且重(chóng)複定(dìng)位準確、無須調整找正、操作方便快捷的專用(yòng)偏心夾具(jù), 特別適應於大批產品零件的生產。
2. 偏(piān)心夾具結(jié)構分析
(1) 夾具結構 該夾具整體結構如圖2 所示, 由工件定位、鎖緊裝置和夾具裝夾定位三大部分組(zǔ)成。
投稿箱(xiāng):
如果(guǒ)您有機床行業(yè)、企業相關新聞稿(gǎo)件發表,或(huò)進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業(yè)、企業相關新聞稿(gǎo)件發表,或(huò)進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查(chá)")
行業數據
| 更多
- 2024年11月(yuè) 金屬切削(xuē)機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月(yuè) 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬(shǔ)切削(xuē)機(jī)床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新(xīn)能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加(jiā)工過程圖示
- 判斷一台(tái)加工中心精度的幾種辦法
- 中走絲線切割機床(chuáng)的發展趨(qū)勢
- 國產數控係統和數控(kòng)機床何去何從?
- 中國的技術工人都(dōu)去哪裏了?
- 機械(xiè)老板做了(le)十多年,為何(hé)還是小作(zuò)坊?
- 機械行(háng)業最新自殺性營(yíng)銷,害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多(duō)談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具(jù)補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳(chuán)統鑽(zuàn)削與螺旋銑孔加(jiā)工工藝的區別