機床")



空調壓縮(suō)機曲軸鑽銑定位夾具設計
2016-7-25 來(lái)源:沈陽新鬆機(jī)器人自動(dòng)化(huà)股份有限公司 作者:李偉嶺 盧裕(yù)朔 王浩(hào)舟 趙健
摘要:文章針對某公(gōng)司空調壓縮(suō)機曲(qǔ)軸生產線的自動化改造,要求(qiú)用六軸關(guān)節機器人代替人工給機床(chuáng)和設備進行上(shàng)下料操作(zuò),中間過(guò)程無人工參與,然(rán)而由於曲軸的鑽銑加工工序要求定位精度非常高,加(jiā)工過程中還要旋轉姿態,機器人直接給設備上料不能(néng)滿足定位(wèi)精度要求(qiú),因此設計了一款自動化定(dìng)位(wèi)夾具,以保證曲軸的加工精度。
關鍵(jiàn)詞:機器人上(shàng)下料;壓縮機曲軸;鑽銑夾具
壓(yā)縮(suō)機是空調最核(hé)心的部件,從成本上看,壓縮機的成本占到了整台空調的三分之一,壓縮機質量的好壞直接決定了製冷係統的製冷(lěng)效果,兩(liǎng)者有著(zhe)最密切的關係。而作為壓縮機(jī)的核心零件曲軸的機械加工質量對壓縮(suō)機性能起著決定性的作用;一台好的(de)壓縮機,在使用壽(shòu)命、噪音、能(néng)效比方麵(miàn)均會有更佳表現。
目前隨著國內工業的飛速發展,工業(yè)的自(zì)動化程度的提(tí)高,渦旋壓縮機(jī)對曲(qǔ)軸加工精度的要求越來越高,因此(cǐ)對於曲軸鑽銑定位夾具的精度和自動化程度要求(qiú)也隨之提高。
1、壓縮機曲軸(zhóu)結構特點和工藝分(fèn)析
曲軸屬於(yú)壓縮機內部的典(diǎn)型複雜件(jiàn),精度要求(qiú)高,形狀複雜,製造難度比較大。圖1 為該曲軸加工工藝圖紙。
該曲軸的鑽銑加工工序內容:(1)銑平麵22±0.3 和(hé)平麵20±0.3;(2)銑偏心軸(zhóu)上(shàng)斜麵(L 向視圖);(3)鑽孔Φ5.0±0.2 和孔Φ2.0±0.2。
該工序整個加工(gōng)過程的工藝流程:
(1) 機器人將工件放到夾具上;(2) 夾具自動(dòng)對工件進行(háng)定位(wèi)(曲軸的偏心(xīn)軸處於正下方位置);(3) 機(jī)床上的第四軸卡盤(pán)夾緊工件左側;(4)機床加工平(píng)麵22±0.3 和孔Φ5.0±0.2;(5)機(jī)床第四(sì)軸卡盤夾緊工件旋轉一定角度,加(jiā)工偏心軸上的平麵;(6)機床第四軸再旋轉一定角度(偏心軸向上)後加(jiā)工平(píng)麵20±0.3 和孔Φ2.0±0.2。
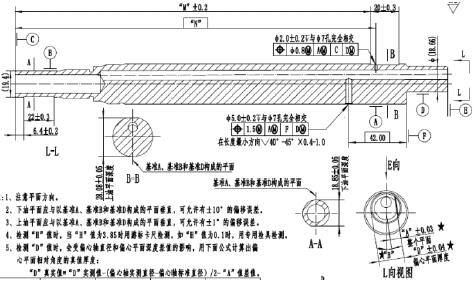
圖(tú)1 曲軸(zhóu)加工工藝圖
2、定位夾(jiá)具設計
根據該曲軸本身的(de)結(jié)構特點和加工工藝要求,設計了一款自動(dòng)化(huà)定位夾具,該夾具(如圖2)是由伺(sì)服旋轉(zhuǎn)卡盤、U 型支撐本體、氣動壓緊機構、調整定位塊(kuài)、氣動拉杆機構等組成。
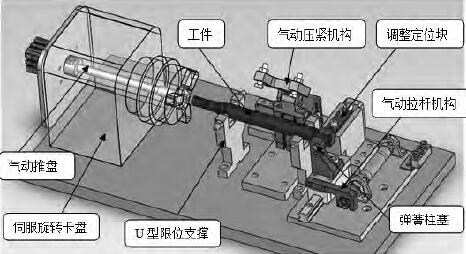
圖2 自動夾具總裝配圖(tú)
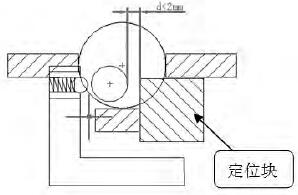
圖3 定位前工件姿態
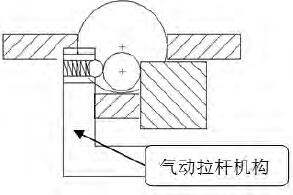
圖4 定位後工件(jiàn)姿態
該加工工序的定位要求:通過自動定位夾(jiá)具的一(yī)係列動作,使工(gōng)件從(cóng)姿態一(圖(tú)3)轉化到姿態二(圖4)以(yǐ)完成工件的軸向定位和徑向定位。
該夾具的定位動作過(guò)程如下:首(shǒu)先機器人夾緊工件將其放入該夾具的U 型限(xiàn)位支撐中,然(rán)後機(jī)器人退出機床,由(yóu)於機器人重複(fù)定(dìng)位精度等原因,導致工件的(de)偏(piān)心軸與定位塊之間會存在間隙(d<2mm);放完工件(jiàn)後夾具上的氣動拉杆機構在氣缸作用下移動到指定位置,此時拉(lā)杆(gǎn)機構上的彈簧柱塞(sāi)頂住偏心軸,給(gěi)偏心軸一個驅動力(驅動力F≈50N),然後尾部氣動推盤頂住工件左端麵(miàn)慢慢推動工件軸向(xiàng)動,在此過程中工件在彈簧柱塞驅動力下發生旋轉,直到偏心軸貼緊定位塊時停止轉動(dòng)(如圖5 所示),完成徑向定位;當氣動推盤推工(gōng)件軸(zhóu)向運動至軸肩頂住定位塊(kuài),氣動推(tuī)盤退回原位(wèi),以完成軸向定位;隨後伺服旋轉卡盤夾緊工件,氣動壓緊機構壓緊工件,機床開始對工件(jiàn)進行(háng)加工。
3、定位夾具(jù)的原理分析和計算
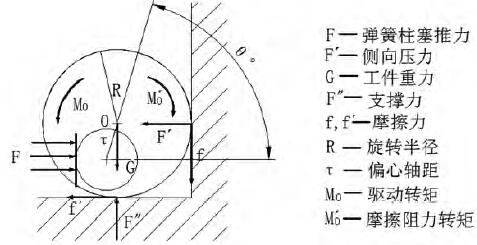
圖5 力學分(fèn)析(xī)圖
已知條件(jiàn):G=12N,F=50N,R=14.42mm,τ=3.13mm,θ°≈80°;
經查詢機械技術手冊可得:鋼與鋼之間靜摩擦係數μ 靜=0.2,動(dòng)摩(mó)擦係數μ 動=0.1;
通過力學分(fèn)析可得:F=F'=50N;F"=G=12N;
根據如下公式進行計算:
M0=F·τ sinθ°;M0'=(f+f')·R;f=μ·F';f'=μ·F''
當工(gōng)件處於靜止狀態(tài)時,工件受到的是(shì)靜(jìng)摩擦力,此時驅動力矩和阻力矩如下:
M0=F·τ sinθ°=0.154N·m
M0'=(f+f')·R=μ 靜·(F'+F")·R=0.178N·m
由(yóu)於M0<M0',所以此時工件(jiàn)不旋(xuán)轉,隻是偏心軸(zhóu)受到驅動力F作用。
當自動夾具的(de)氣動推盤推動工件移動時,工件受到的摩擦力由靜(jìng)摩擦轉化(huà)成動摩擦,而此時工(gōng)件所受(shòu)到的阻(zǔ)力矩為:
M0'=(f+f')·R=μ 動·(F'+F")·R=0.09N·m
由於M0>M0',此(cǐ)時工件發生旋轉,直到與定位塊相接觸旋轉(zhuǎn)停止。
工件(jiàn)軸向定(dìng)位是通過氣動推盤推工件沿軸向運動,使工件軸肩頂(dǐng)住定位塊。
工件徑向定位是在工(gōng)件軸向移動(dòng)過程中(zhōng)完成的。
該理論計算通過實踐已經驗證可行性和可靠性,定位精(jīng)度達到工藝要求(qiú),該設計目前已經應(yīng)用於客戶現場(如圖6 所示),運行良好。
圖6 現場應用情況
4 、結束語(yǔ)
通過對壓縮機曲軸本身的結構特點和加(jiā)工工藝要求的深入研究,設計(jì)了該自動化定位夾具方案。該自動化定位夾具結構緊湊(còu)、穩定性好,而且比較(jiào)適合加工機(jī)床內部空間要求,定位效果良好;目前該方案已經應(yīng)用在了(le)自動化生產線上,並取得了預期的定位效果,保證(zhèng)了工件的加工精度,同時降低了人工(gōng)成本,提高了經濟效益。
參考文獻
[1]陳立德.工裝設計[M].上海交通(tōng)大學(xué)出版社.
[2]朱耀(yào)祥,浦(pǔ)林祥.現代夾具設計(jì)手冊[M].北京:機械工業出版社,2009,10.
[3]盧秉恒.機械製造技術基礎[M].北京:機械工業出版社,2007.
[4]郭煒,孫維連(lián),楊鈺瑩.快速偏心夾具(jù)的設(shè)計(jì)與應用(yòng)[J].機械設計與製造,2007.
投稿箱:
如果(guǒ)您有機床行業、企業相(xiàng)關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相(xiàng)關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更(gèng)多

行業(yè)數據
| 更多
博文選萃(cuì)
| 更多(duō)
- 機(jī)械加工過程圖示
- 判(pàn)斷一(yī)台加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何(hé)從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人(rén)害己!不倒閉才
- 製造業大逃亡
- 智(zhì)能時(shí)代(dài),少談點智造(zào),多談點製造
- 現實麵前,國人沉默(mò)。製造業(yè)的騰飛,要從機床
- 一文搞懂數(shù)控車(chē)床加工刀具補償(cháng)功能
- 車床(chuáng)鑽孔攻螺紋加(jiā)工方法及工裝設計
- 傳(chuán)統鑽削與螺(luó)旋銑孔(kǒng)加工工藝的區別