


數控機床(chuáng)電(diàn)氣係統工作原(yuán)理與810D的麵板(bǎn)設計
2016-11-14 來源:沈陽新鬆機器人自動化股份有限公司 作者:梁懷宇江玉龍
摘要:本文(wén)改造的數控車床在保(bǎo)留原車床的功能之下,增加了主軸C軸的分度(dù)功能。使得(dé)車床可以在正常狀態下和C軸分度狀態下自由切(qiē)換,並且保證了托扳和尾座的快速移動和進給功能。
關(guān)鍵詞(cí):A工作(zuò)原理;麵板設計;電氣保護
1.SINUMERIK 810D係統
SINUMERIK810D是一種具有免維護性能的操作麵板控製係統,是西門子公司針對中國(guó)市場進(jìn)行(háng)性價比優(yōu)化(huà)的產品。其核(hé)心部件(jiàn)—CCU(數(shù)控驅動單(dān)元)將MMC、OP以及I/O模塊集於一(yī)體,具有無電池、無風扇、免維護等特點。該係統具(jù)備(bèi)中(zhōng)文界麵的高質量(liàng)顯示麵板,易於操作(zuò)和編程。它可通過生產現場總線PROFIBUS將驅動(dòng)器、輸入輸出模塊連接起來,控(kòng)製六(liù)個數字進給軸和一個數字或模(mó)擬主軸。驅動係統的模塊化結構為各種應用提供(gòng)了(le)最大靈活性,並且易於安裝(zhuāng),可靠性高,布線(xiàn)費用低(dī)。該係統是用於控製各類車床和銑床的理想控製係統(tǒng),非常適合(hé)於車間級加工應用。此外,SINUMERIK810D係統中還含有豐富多樣的工藝循環,以銑床為(wéi)例,除(chú)了常用的鑽孔、鏜孔(kǒng)、鉸孔、攻絲(sī)循環以外,還包含對線性排列孔和圓周排列孔進行鑽、鏜、鉸、攻(gōng)絲的(de)循(xún)環;端麵銑削循環;輪(lún)廓銑削(xuē)循環;圓形和矩形型腔銑削循環;長孔銑削循環;圓周槽(cáo)和圓弧(hú)槽銑削循環;螺紋銑削(xuē)循環等多種銑削循環的功(gōng)能。SINUMERIK810D數控係統采用了當今先進的控製概(gài)念、適用於(yú)鑽削、銑(xǐ)削以及車削和磨削機床加工的控製。其能力涵蓋了目前絕大(dà)多數大型、特殊、高速、高精度加工機床的要求。SINUMERIK810D數控係統建立在綜(zōng)合的(de)係統平台上,通過(guò)係統設定功能而適(shì)用於幾乎所有的控製係統,810D與(yǔ)SIMODRIVE 611數字驅動係統和SIMATIC S7可編程序控製器一起,構成了一(yī)個全數字控製係統,用於各種複雜零件加工任務,並優於其(qí)他係統的動態品質和控製精度。SINUMERIK810D數控係統采用(yòng)開放式係統理念,可以在數控核(hé)心部分使用(yòng)標準開發工具而(ér)實現用戶指(zhǐ)定的係統循環和編(biān)製(zhì)用戶所需特殊的界麵。
1.1 SINUMERIK810D係統的功能
(1)CNC功能。數控係統可(kě)以控製(zhì)車床(chuáng)、鑽(zuàn)銑床等機床。其(qí)可以(yǐ)控製六個進給軸和一個數字或模擬主軸的同時保證三軸聯動,具有直線插補、平麵圓弧插補、螺旋線插補(bǔ)、空間圓弧(CIP)插補等控製方式。係統可以進行螺紋加工、變距螺紋加(jiā)工等加工方式。並且能(néng)滿足旋轉軸(zhóu)控製、端麵和柱麵坐標轉換(C軸功(gōng)能)、前饋(kuì)控製、加速度突變限製、刀具壽命監(jiān)控、主軸準停控製、剛(gāng)性攻絲、恒線速切削、FRAME功能(坐標的(de)平移(yí)、旋轉、鏡象、縮放)。
(2)顯示和操作。係統采用標準TFT液晶顯示器,全PC鍵盤(pán)操作。可連接機床控製麵板、手持操作單元、軟盤(pán)驅動器等。在(zài)操作使用上,其係統用戶界麵分成(chéng)五(wǔ)個工作區(qū),即:機(jī)床、參數、程序(xù)編輯、服務、診斷(duàn)。
(3)軸(zhóu)的(de)控製。連接SIMODRIVE 61l數(shù)字伺服(fú)係統,其可(kě)控製六個數字進給軸和一個數字或(huò)模擬主軸(zhóu)。其工藝(yì)特性:
a.控製精(jīng)度0.001ram
b.進給速度0.01mm/min-10000m/min
c.主軸轉速0.1rpm-99000rpm
d.進給倍率O%-120%(內部0%150%),快速進給倍(bèi)率200%
(4)PLC編程。S7 300型PLC的輸入輸出點(diǎn)數是通過擴展模塊的方式實現的,其最多可以有四個機架,每個機架最多可以插8個輸出模塊。
(5)刀(dāo)具管理。SINUMERIK810D係統的刀具功能是比較有特色(sè)的地方,與(yǔ)其他數控係統不同的是,它並不是每(měi)一個刀號隻(zhī)能對應(yīng)一個刀具半徑值和一個刀具長度值,而是在每一個刀(dāo)具號下(xià)麵最多可以存儲(chǔ)9組刀具補償值———每(měi)個刀(dāo)具(jù)號(T號)下麵包含了9個刀沿(yán)號(D號),每個刀沿中都可以單獨存儲一(yī)個(gè)刀長補償值(zhí)和(hé)一個刀具半徑補償值。這樣做的好處是(shì)可以為每把刀具設定多個刀偏值,分別用於粗加工、半精加工以及精加(jiā)工,卻不必擔心由於占據了多(duō)個D號而與其他的刀具發生混亂。
(6)安全與診斷
整個CNC係統可對(duì)其各部分的運(yùn)行進行實時監控,當有故障發生時,係統(tǒng)除對相應部分(fèn)進行保護外,並可(kě)進行自我診(zhěn)斷,在顯示器上(shàng)顯示報警信息。同時增加了安全鎖,可對用戶分級,對各級用戶賦予(yǔ)不同的操作。
2.操作及工作原理
2.1係統上電
(1)接通主(zhǔ)電源:首先合上電氣控製櫃的總空氣開關。控製櫃電源指示燈亮。
(2)啟動810D係統:按操作(zuò)麵板(bǎn)上的“係統啟(qǐ)動”按鈕,“機床有電”指示(shì)燈(dēng)亮,(顯示屏進(jìn)入(rù)主界麵),810D數控係統啟動成(chéng)功。
(3)啟(qǐ)動液壓係統:旋轉操作麵板上的“液(yè)壓啟停(tíng)”開關至啟動位置(zhì)(如果液壓(yā)係統不工作或液壓係統工作不正常,其它功能均不能實現)。檢(jiǎn)查液壓係統壓力,係統正常工作壓力為2Mpar。
2.2主電機啟動及點動
(1)主電機啟動操作:主電機有(yǒu)兩種運行方(fāng)式,即(jí)工作運(yùn)行(常車切削)和點動運行。工作運行有正、反(fǎn)常車。設(shè)有啟動及停(tíng)止按鈕;點車運行是為了裝工件,工件調整和對刀調整等,因此設有正點動按鈕、反點動按鈕。
(2)普(pǔ)通車床功能:主電機(jī)正轉(zhuǎn)起動主軸旋轉,實現原普通車床功(gōng)能。注意:主電機啟動前,保證A、B、C換擋手柄齧合才能實現(隻有C手柄離開1:4和1:l的空檔處時,PLC控製離合器齒輪脫(tuō)開,C軸伺服(fú)使能失效,主軸(zhóu)才能啟動)。啟動主電機,主軸旋(xuán)轉,進入原普通車(chē)床功能。具體(tǐ)步驟如下:將主軸C變速手柄移動至(zhì)任意檔位(不能停在1:4和1:l之間位置),接近開關不發出信號,PLC控製液壓離合器鬆(sōng)開電磁鐵1DT,油缸推動離合器使齒輪脫開(C軸電機和主軸脫離),“C軸齧合”指示燈亮。此時,可以使用原機床的各項進給及主軸功能。
2.3主電機的製動
本機(jī)床采用能耗製動。即當按壓停車按鈕SBll(SBlo),延時後,KM2、KM5相繼失電而KM6得(dé)電(diàn),電機定子繞組串接,整流二極管D投入工作,定子繞組通過半波(bō)整流後的脈動直流而產生製動(dòng)力矩,電動機開始(shǐ)製(zhì)動,延時2兩秒後斷開。
2.4快速及進(jìn)給電氣傳(chuán)動控製
(1)托扳、滑板移動方向(xiàng)及其選擇:機床(chuáng)托扳(bān)裝有左、右、前(qián)、後快速移動或(huò)進給(gěi)的離合器。控製托板(bǎn)快速或走刀。其方向由(yóu)麵板上的“方向選擇開(kāi)關”來選擇。其動力由快速電機和走刀電機分別拖動。
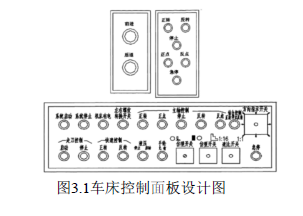
(2)托扳、滑板工作製及其選擇:托扳、滑板的(de)工作方式分為快速和進給。工作狀態由方(fāng)向選擇開(kāi)關選擇。說明:無(wú)論何種工作方式(shì),何種方向的(de)操作,其電氣控(kòng)製線路原理相仿,隻是快速時,其操作方法和點動方(fāng)式相同,進給運動為常車形(xíng)式而異。(注意:隻有在原普通車床(chuáng)和C軸非使能狀態時,才可以使用托板和(hé)尾座快速(sù)功能。若要使用托板進給功(gōng)能,主電機(jī)必須運行。因為(wéi)進給速度(dù)由主電機的速度(dù)決定)。若要停止進給,按壓“走刀停止(zhǐ)”按鈕即可停止。此時電(diàn)磁離合(hé)器(qì)脫開,走刀就迅速停止進給。3.810D麵板設計西門子SINUMERIK810D屬於緊湊型的數控係統,它將顯示屏集成在MMC當中,MCP麵板包(bāo)括了手(shǒu)輪、鍵盤。在安裝過程中西(xī)門子公司給出了標準的安裝尺寸(cùn)和模式。我們(men)設計了車床主軸以及電機的控製麵板如圖3.1,同時(shí)在完成安裝後的810D控製麵板(bǎn)圖如圖3.2所示。

3.電器保護
(1)各分支電路均設有自動空(kōng)氣開關。
(2)各電機分支電路均安裝有電動機保護型斷路器。
(3)液(yè)壓泵保護。
油(yóu)泵采用自動空氣開關作(zuò)短路和過熱保護。在運轉中,當發生故障時,其自動空氣開關(guān)自動跳閘,這時機床(chuáng)的所有動(dòng)作均不能動作。機床運轉前首(shǒu)先必須開動油泵,不然主軸、快速進給(gěi)及走刀均都不能開動。
(4)C軸和(hé)原機床主軸的互鎖,C軸(zhóu)使能狀態和原普通車(chē)床狀態互鎖。
4.結論
本文設計的機床控製係統采用西門子SINUMERIK810D數控係統,伺服驅動係統(tǒng)采用了SIMODRIVE611D模塊和1FK7係(xì)列伺服電(diàn)機,在伺(sì)服(fú)電機與主軸之間安裝減(jiǎn)速器和機械傳動裝置從而達到大減速比(bǐ)的要求,實現了係統C軸的精確分度功能。並根據需要設計(jì)了(le)基於SINUMERIK810D係統的麵(miàn)板
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床(chuáng)產量(liàng)數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎(jiào)車(chē))產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量(liàng)情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程(chéng)圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床(chuáng)的發(fā)展趨勢
- 國產數控係統和數控機床何去何從?
- 中國(guó)的技術工人都去哪(nǎ)裏了?
- 機械老(lǎo)板做了十多(duō)年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡
- 智能時代,少談點智造(zào),多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從(cóng)機床
- 一文搞懂數控車床加(jiā)工刀具補償(cháng)功(gōng)能
- 車床鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽(zuàn)削與螺旋銑孔加工工藝的區別(bié)