


大型機床導(dǎo)軌直線度測量儀的設計探討
2016-8-18 來源:四川省鹽業學校 作者:崔宇翔
摘要:文章重點介紹了直線度測量儀的工作原理,大型機床導軌直線度測量儀的總體設(shè)計、硬件設計和軟件設計,以(yǐ)及大型機(jī)床導軌直(zhí)線度測量儀直線度誤(wù)差評定算法。
關鍵詞:大型(xíng)機床(chuáng)導軌;直線度測量;誤差評定算法;設(shè)計
前言
近年來,伴隨自動化技術、計算機技術(shù)、通信技術等在工業領域內(nèi)應(yīng)用的日益廣泛和成熟,以及大型機床生產數量的(de)逐漸增加,為提高機床導軌直線運動精度,提高大(dà)型機床工作性能,利用現(xiàn)代化信(xìn)息(xī)技術來(lái)設計科學先進的大型機床導軌直線度測量儀(yí)勢(shì)在必行(háng)。
1、直線度測量儀的工作原理
首先,將(jiāng)半導體激光(guāng)器置於被測直線段的一側,使其射出的光線與被測機(jī)床導軌平行。然後,將無(wú)線光靶置於(yú)被測(cè)機床導軌之上,使激光器射出的光線正好落在兩(liǎng)片光電池的中心位置,同時以激光器射出的光(guāng)線為(wéi)直線度測量基準,讓無線光靶沿著(zhe)被測導軌直線段移動。當激(jī)光照到無線光靶中的光電池時,兩個光電二極(jí)管就會同時輸出一個與(yǔ)光照麵積成正比的(de)微弱電流信(xìn)號[1]。這兩個微弱電流信號經(jīng)放大電路前(qián)置放(fàng)大器放大並轉換為電壓信號後,就可以根據兩片光電池產生的電壓(yā)差值來預測無線光靶移動的範圍,從而計(jì)算出被測導軌的直線度。
最後,將(jiāng)運算後的信號輸入單(dān)片機中轉換(huàn)成數字(zì)信號(hào)後相除,得到反(fǎn)映入射光光點位置的信號,再將其經無線光(guāng)靶中的無線數據傳輸模塊傳輸至數據(jù)采集模塊,數據采集模塊接收信號後傳送至PC 機(jī),由PC 機完成最後(hòu)的數(shù)據處理。
2 、大型機床導軌直線度測量儀的設計
2.1 總體設計
根(gēn)據大型機(jī)床導軌直線度測量(liàng)儀的具(jù)體用途,文章將其係統設計劃分為四大功能模塊,包括數據采集模塊、半導體激(jī)光器、無(wú)線光靶和PC 機。其中,數據采集模塊主要由單片機和無線數據傳輸兩(liǎng)部分組成,無線光(guāng)靶(bǎ)主要由放大電路、單片機、光電池和無(wú)線(xiàn)數據傳輸四部分(fèn)組成,PC 機(jī)主要由數據(jù)庫、串口通信、直線度計算和繪圖四部分共同組成[2]。各個模塊在(zài)按照既定程序完成自己分配職責的同時,彼此之間也在相互協同工作,從而能夠很好地完成大型機床導軌直(zhí)線(xiàn)度測量工作。
2.2 硬件設計
放大電路設計。放大電路的(de)設計需要使用光電(diàn)傳感器,常見(jiàn)光電傳感器有光電(diàn)二極管、四象限光電池等。光電傳感器(qì)光照度與反向電流成正比,具有響應快、噪聲低、方便等優點,多用於激光探測(cè)。四象限光電池多用於光(guāng)電開(kāi)關、光電(diàn)耦合等。不同光電傳感(gǎn)器(qì)有(yǒu)著不同的特點與適用範圍,對於大型機床導軌直線度測量係統放大電路而言,文章選用光電二極管。由於光電輸出為一個微弱的模擬(nǐ)信號,易受外界環境幹擾,因而前置放大器需要對模擬信號進行預處理,即其應集成高輸入(rù)阻抗、低輸出(chū)阻抗等多種能力。文章(zhāng)選擇ICL7650係(xì)列的集成運放(fàng)作為前置放大器。
單片機選型。在大(dà)型機床導軌直線度測量儀設計中,單片(piàn)機是(shì)整個係統最(zuì)為(wéi)核心的一個部件,它控(kòng)製著係統各個(gè)部分的(de)運轉狀態,並與其(qí)他(tā)部件一起完成數據采集、處理等(děng)操作[3]。對於單(dān)片機的選(xuǎn)型應(yīng)盡可(kě)能(néng)選擇低功耗、性價比高(gāo)的單片機,以降低能源損(sǔn)耗,延長設備的使用(yòng)壽命。文章選用超低功耗、多種存(cún)儲器形式、強大數據處(chù)理能力、高效開發環境的MSP430 型號單片機(jī)作為整個直線度測(cè)量係統的(de)控製中心。該單片機可以為係統的低功耗運行與設(shè)備的充分利(lì)用提供可靠保障(zhàng)。
2.3 軟件設計
CRC 校驗協(xié)議編寫(xiě)。由於係(xì)統實際運行過程中,受外界環境幹擾或一些其他因素影(yǐng)響,極易出現數據傳輸錯誤現象,所以為保證數據傳輸的完整性(xìng)、正確性與可靠性,需(xū)要采用相應(yīng)校驗方法對數據通信進行校驗。目前,常用校驗方法(fǎ)主要有循環冗餘校驗(CRC)、奇偶校驗等。循環冗餘校驗碼既可以(yǐ)用硬件來實現也可以(yǐ)用軟件來實(shí)現,文章采用軟件方法來實現對數據通信的循環冗餘校驗。首先(xiān),將一個16 位寄存器全部置1,將數據包中8 字節與其當前值進行異(yì)或運算,低位向高位移位,高位用0 補齊。然後,對移(yí)出的最低位(wèi)數(shù)值進行判斷,若移出的為0,則不做任(rèn)何操作;若移(yí)出(chū)的為1,則將寄存器與預設固定值進行一次異或,重複上述操作(zuò)直至8位移(yí)位全部完成[4]。當最後一位移位完成時(shí),在進行下一8 字(zì)節與寄存器(qì)當前值的異或,按照同樣(yàng)的運算方法當數據(jù)包中所有數據全部處理完畢後(hòu),生成的數(shù)據序列即(jí)為CRC 校驗碼。這一環節的流程圖如圖1 所示。
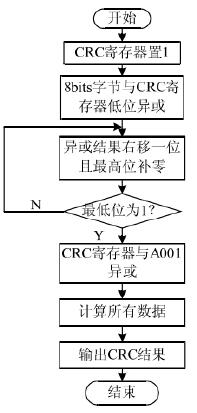
圖1 CRC 校驗子程序流(liú)程圖(tú)
通訊功能(néng)的實現。通訊功能(néng)的實現需要按照如下步驟進行,在VB 編程(chéng)軟件中引用MSComm控件對串口進行初始化,用232端口號對校(xiào)驗方式和(hé)波特率(lǜ)進(jìn)行設置,加載CRC 校驗碼(mǎ),加(jiā)載與初始化上行(háng)、下行定時(shí)器,測試通訊連接是否(fǒu)正常,此時串口根據預設定時時間向單片機發送命令,同時記(jì)錄發送次數,若數據功能位為0 且接收到數據信號,則說明通訊連接成(chéng)功,若(ruò)發(fā)送命令超出100 次還(hái)沒有(yǒu)接收到數據,說明串口(kǒu)通信錯誤,需要檢查數據(jù)接收終端(duān)。
3、大(dà)型機床導軌直線度(dù)測量誤差評定算法(fǎ)
空間直線度誤差評定算法作(zuò)為大型機床導軌直線度(dù)測量誤差常用算法之一,其具體計(jì)算過程為將空間直線投影(yǐng)到給定坐標(biāo)係的XY 平麵內,並求出投影後的直線度誤差。根據計算結果繪(huì)出某一空間線的(de)測量結果,並將(jiāng)該線投影在XY 平麵上,求出對應(yīng)坐標,從而將空間線轉(zhuǎn)化為平麵線。按照(zhào)平麵線直線度旋轉法求(qiú)出第(dì)一次投影的平麵線直線度誤差。
以X 軸為旋轉(zhuǎn)中心旋轉(zhuǎn)空(kōng)間線,此時該(gāi)線X 坐標不變,求出其在XY 平麵上投影的直線度誤差。重複(fù)上述步驟直至空間線旋(xuán)轉為初始位(wèi)置(zhì)。在這(zhè)一過程中,會得到許多平麵(miàn)直線度誤差,求(qiú)出其中最大值,該值(zhí)即為空間直線度誤差。
4、結束語
由上(shàng)文分析可知,要想設(shè)計(jì)出功能強大、性能良好(hǎo)、可擴(kuò)展性強、適用範圍廣的(de)大型機床導軌直線度測量儀,就必須從單片(piàn)機選型、無線數據傳輸、放大電(diàn)路、通訊功能實現、數據校驗、直線度誤差評定算法等各個環節進行科學合理的設計,對所需(xū)元器件精心選型,以進一(yī)步提(tí)高該係統在市場(chǎng)上的占有率(lǜ),提高產品的使用性能(néng)。
參(cān)考文獻
[1]張軍(jun1)峰,王燕燕.EST 法測量機床(chuáng)導軌直線度誤差分析[J].機床與(yǔ)液壓,2010,3:46-49.
[2]鄭茜瀅.高剛度滾動直線導軌設計及精度分析[D].哈(hā)爾濱工業大學,2013.
[3]李躍暉.大(dà)長度導軌直線度視覺測量方法的(de)研究[D].西安理(lǐ)工大學,2009.
[4]張恩政.基於雙頻幹涉的直線度及其位(wèi)置測量方法研究(jiū)[D].浙江理工(gōng)大學,2010.
投(tóu)稿箱:
如果您有機床行業、企(qǐ)業相關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年(nián)9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘(chéng)用車(轎車)產量數據