


散熱設計指(zhǐ)對電子設備的(de)耗熱元件以及(jí)整機或係統采(cǎi)用合適的冷卻技術和結構設計,以對它們的溫升(shēng)進行控製,從而保證電子設備或係統正常、可靠地(dì)工作。作者通過 文章向(xiàng)大家詳細介紹產品冷卻(què)設計的原理、方式(shì)。希望拋磚引玉,和(hé)大家一起討論、學習。
熱傳遞有三種基(jī)本方式(shì):導熱(rè)(熱傳導)、對流和(hé)輻射(shè)
(1)導熱(熱傳導)
由於物體內部分(fèn)子、原子和(hé)電子等微觀粒子(zǐ)的(de)熱運動,而組成物體的物質並不發生宏觀的位移,將(jiāng)熱量從高溫區傳到低溫區的過程稱為導熱(或熱傳(chuán)導)。
在氣體中(zhōng),導熱是氣體分子不規則熱運動時相互碰撞的結果。氣體溫度(dù)越高,其分子(zǐ)運動動(dòng)能越大,不同能量水平的分子(zǐ)相互碰撞的結果使熱量從高溫處傳到低溫處。
在導電固體中,相當多的自由(yóu)電子在晶(jīng)格(gé)之間像氣體分子(zǐ)那(nà)樣,通過相互碰撞傳遞能量。在不導電的固體中,熱量的傳遞是通過晶格結構的振動,即(jí)原(yuán)子、分子(zǐ)在平衡位置附近的振動來實現的。而對於液體的(de)導(dǎo)熱機理目前尚未獲得統(tǒng)一的認識:一(yī)種觀點認為(wéi)液體的導熱原因類似於氣體(tǐ)分子(zǐ)的相互碰撞,隻是(shì)液體分子之間的距離較小(xiǎo),分子間的作用力影響大於在氣體分子間的作用力對碰撞過程的影響;另一種觀點認為液體的導熱原(yuán)因類似於非導電固體,主要依靠彈性波的作用。
(2)對流
對流:流體各(gè)部分之間發生相對位移,依靠冷(lěng)熱流(liú)體互相摻混和移動所引起的熱量傳遞方(fāng)式。
流體(氣體或液體)通過自(zì)身各部分的宏觀流動實(shí)現熱量傳遞的(de)過程。因流體的(de)熱導率很小,通過熱(rè)傳導傳遞的熱量很少,對流是流體的主要傳熱方式。對流可分為自然對流(liú)和強迫對流。
自然對流:如(rú)果流(liú)體的運(yùn)動是由於流體密度差和溫度梯度而引起的,則這種傳熱過程稱為自由對流或自然對流。
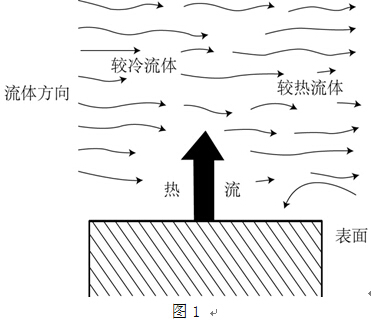
在自由對流傳熱中,上部較熱流(liú)體與底部較冷流體間(jiān)的密度差引起流體上升
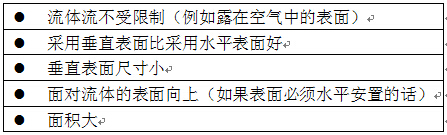
影響自由對(duì)流(liú)熱阻的重要因素包括流體中(zhōng)的溫度梯度以及表麵的位置和方向,如(下表降低自由對流熱阻的方(fāng)法)
降低自由對流熱阻的方法
強迫對流。如果流體的運動是由外(wài)力(如風扇或泵)造成的,則這種傳熱過程(chéng)叫(jiào)做強迫對流。影響強迫對流熱阻的重要因(yīn)素包括流體(tǐ)類型,它的(de)速度及表麵的外部特(tè)征(如(rú)圖)
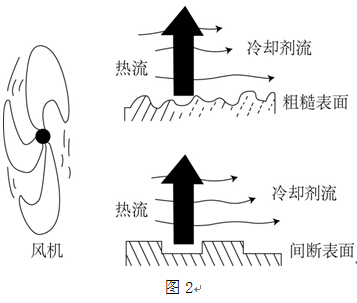
增強流體湍流是增加強迫對流傳熱係數的有效方法
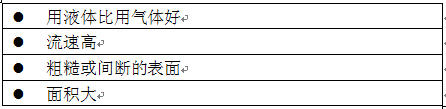
用來帶走熱的流體(tǐ)稱為冷卻劑。空氣是最重要的冷卻劑。減小熱(rè)阻的方法如下。
減小熱阻的方法。
(3)輻射
輻(fú)射是在真空中進行傳熱的唯一方式,它是量子從熱體(輻射體)到冷(lěng)體(吸收體(tǐ))的轉移。
不透明物體吸收落在它(tā)表麵的一部分輻射能量,同時反射掉其餘部(bù)分能量。吸收和反射的數量取決於物體表麵特性,諸如(rú)顏色和粗糙度。理想的黑體吸(xī)收全部輻(fú)射能量(liàng),而理想的晶亮物體是反射所有的能量。一個表麵的輻射特性(xìng)是由一個(gè)稱為黑度的(de)無量(liàng)綱量來(lái)表征的。
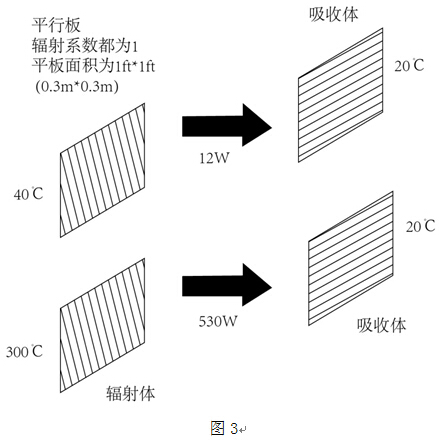
副射傳熱速(sù)率與輻射體及吸收體溫度的關係
黑度(dù)也在0和1之間,完全黑體的黑度(dù)為(wéi)1,完全發光體的黑度為0,實際(jì)物體的黑度(dù)在0和1之間,典型的金屬和非金屬材料的黑度在(表)給出。
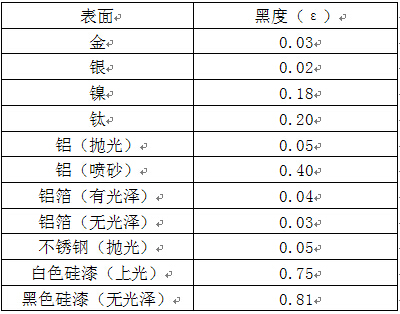
減小輻射熱阻的方法(fǎ)
a.采用黑(hēi)度大(dà)材料
b.輻射體對於吸收體要有良(liáng)好的視角
c.麵積大
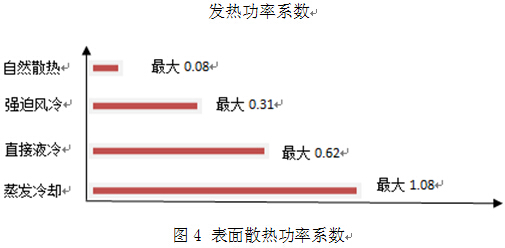
冷卻方(fāng)法的(de)選擇
冷卻方法的選擇根據散熱設備(bèi)的熱密(mì)度(表麵散熱功率係數或體積發熱功率係數)來(lái)確定(圖-發熱功率係(xì)數)。
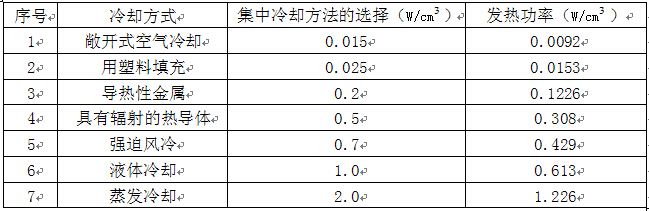
表麵散熱係數功(gōng)率(lǜ)係數適合用於(yú)設備(bèi)外部散熱形式的選擇(zé);體積發熱功率係數適(shì)合(hé)於設備內部散熱(rè)形式的選擇(表-冷卻方式的選擇)

冷卻方式的(de)選擇
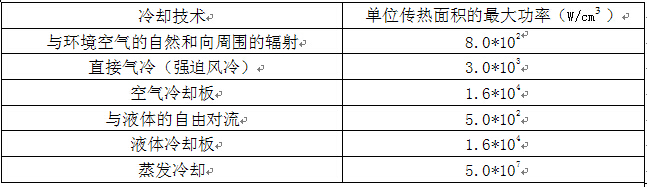
常用冷卻技(jì)術單(dān)位(wèi)麵積的最大功率
如果您(nín)有機床行業、企業相關新聞(wén)稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情(qíng)況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車(chē))產量(liàng)數據
- 機械加(jiā)工過(guò)程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切(qiē)割(gē)機床(chuáng)的發展趨勢
- 國產數控係統(tǒng)和數(shù)控機床何去何從?
- 中國的技術工人都去哪裏(lǐ)了(le)?
- 機械老板做了十多年,為何(hé)還是小作坊(fāng)?
- 機械行業最新自殺性營銷,害(hài)人害己!不倒閉才(cái)
- 製造(zào)業大逃亡
- 智能時(shí)代,少談點智造,多談點製造
- 現實麵前(qián),國人沉默(mò)。製造業的騰飛,要從機床
- 一(yī)文搞懂數控車(chē)床加工刀具補償功能
- 車床鑽孔攻螺(luó)紋加工(gōng)方法及工裝(zhuāng)設計
- 傳統鑽削與(yǔ)螺旋銑孔加工工藝的區別