


摘要:介紹水箱式拉絲機工作原理(lǐ)及吉泰科(kē)GK600S變頻器在水箱式拉絲機上(shàng)的應用方案
一、鋼簾線行業簡介
鋼簾線是橡膠骨架材料中發展最為廣闊的產品(pǐn),也是在金屬製品中生產難度最(zuì)大的產品。國(guó)際合成纖維標準化局在標準中對鋼簾線的定義(yì)是(shì):“由兩根或兩根以上(shàng)鋼絲組成的,或者由股與股的組合或者由股與絲的組合所形成的結構。”
鋼簾線鋼簾線是隨子午線輪胎的發展而發展的,而子午線輪胎又是汽車工業和高速公路的伴生物。
傳統的斜交胎是用纖維(如聚酯簾線(xiàn)、尼龍簾線)作為骨架材料的,而新型的子午線輪胎則選(xuǎn)用鋼簾線作為骨架材(cái)料,按其結構可分(fèn)為全鋼子午線輪胎和(hé)半鋼子午線輪胎,前者(zhě)的(de)帶束層和胎體全部采用鋼簾線作為骨架材料,後者的帶束層用鋼簾線、胎體用纖維作為骨架材料。轎車、輕型卡車一般采用半鋼子午線輪胎,載重型卡車、工程機械車采用全鋼子午線輪胎。
二、水(shuǐ)箱拉絲機介紹(shào)
水(shuǐ)箱式拉絲機是由多(duō)個拉拔頭組成的小型連續生產設備,通過逐級(jí)拉拔,並將拉拔頭置於水箱中,最後將鋼絲拉到所需的規格。就國內幾個主要水箱式拉(lā)絲機生產商來看,一般配置了20個左右的拉拔頭。通過每一級的拉拔(bá)後,鋼絲的線徑發生了變化,所以每個拉拔頭工作(zuò)線速度也應有變化。在整個拉拔過程中,隻需要1台電動機通過機械傳動或齒輪箱來驅動(dòng)。根據拉模配置的不同,各個(gè)拉拔(bá)頭(tóu)的拉拔速度(dù)也要(yào)變化。拉拔速度的基準是(shì)每個時刻通過拉模的鋼絲的秒流量體積不變,即要使下式成立:
πDv1=πdv2
式中D——進線鋼絲的直徑
v1——進線鋼絲的線速度
d——出線鋼絲的直徑
v2——出線鋼絲的線速度
水(shuǐ)箱式拉絲機的(de)各個拉(lā)拔頭的工作速度就是基於以上的公式,保證各個拉拔頭同步運行(háng)。由於水(shuǐ)箱(xiāng)式拉絲機的拉絲過程完全通過機械軸拉拔完成,並且這些機械軸是在同一主軸(zhóu)下傳動的(de),因此整個拉伸係統各(gè)級之間依靠拉(lā)伸輪的轉速差別和線上張力來控製同步協(xié)調工作。
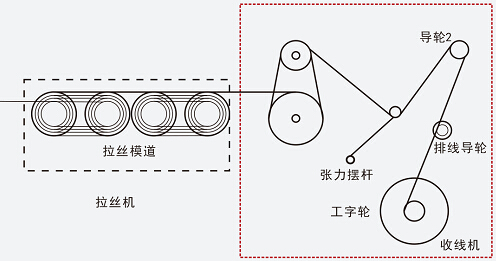
工作時需(xū)要冷卻液(yè)進行散熱。收線部分用1台小功(gōng)率電動機拖動,需要保持(chí)收(shōu)卷時線上張力保持恒定,若這一段張(zhāng)力波動,收(shōu)卷的工字輪上的繞線將(jiāng)會不均勻。拉絲機結(jié)構示意圖如下:
三、吉泰科(kē)解決方案
本(běn)係統無需前級給定,無(wú)需計算卷徑,不需卷徑複位(wèi)。僅接擺杆電位器即(jí)可。
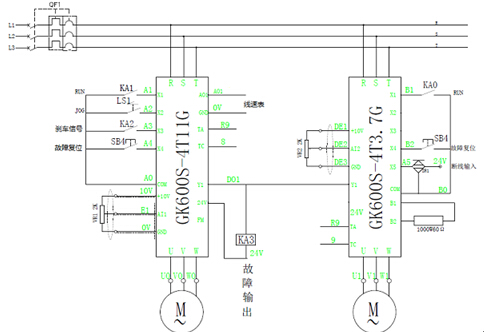
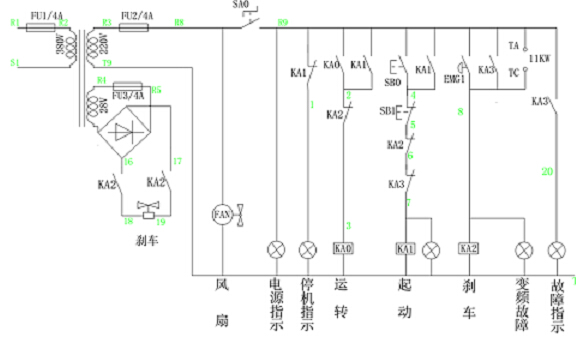
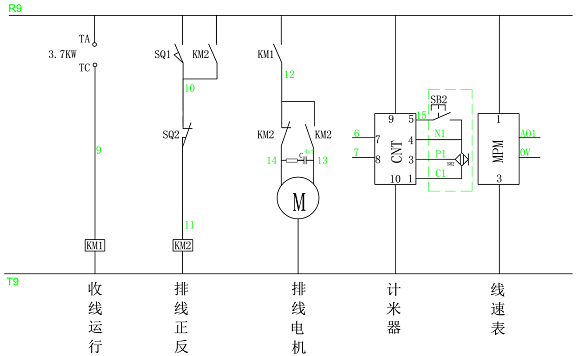
1. 電氣原理圖如(rú)下:
2. 調(diào)試步驟
GK600S出廠默認為主(zhǔ)機F5-00=0,默(mò)認參數即(jí)為按(àn)照上麵圖紙接(jiē)線參數,除電(diàn)機組參數,其他無需更改,如未上上述方式(shì)接線,請自行更改輸入輸出端子(zǐ)功能。
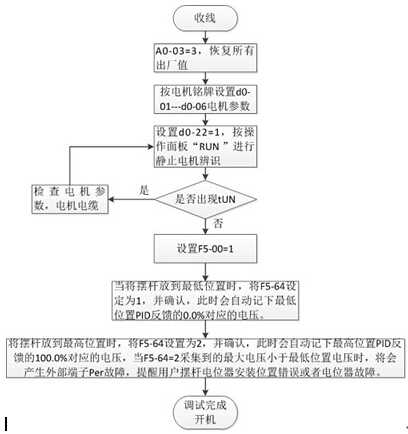
收(shōu)線部分隻需更改F5-00=1,默認參數即為按照上麵圖紙接線參數,除電機組參數,和(hé)擺杆位置需要校正,其他無需更改,即可保證正常運轉。
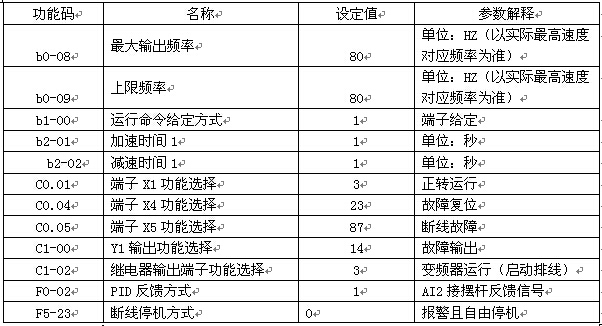
按(àn)照圖(tú)紙接線需要設置的主機和收(shōu)線參數設(shè)置(與出廠值不同的):

如自行接線需設置的相關參數如下:
主機,以下均為設置為(wéi)主機時的出廠(chǎng)默認值:

收線,以下均為設置為收線時的出廠(chǎng)默認值:
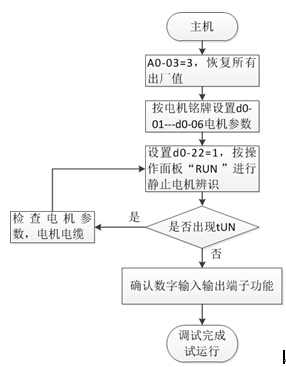
3. 調試流程:
4. 調試注意事項
1) 電(diàn)機(jī)辨識過程是必須的(de),電機辨識時(shí),如能脫開負載做旋轉(zhuǎn)辨識(d0-22=2)能達到最佳的控製效果,如(rú)實在無法脫開負載,請做靜止辨識(shí)d0-22=1,GK600S主機和收線控製方式均為A0-09=0,V/F控製。
2) 注意要保(bǎo)證擺杆最小位(wèi)置與最大位置位置是成線性關係的,可通過U0-21觀察,正確的變化應該是從0-100平穩變化,不能出現跳變的情況,如出現請檢查電位器。
3) 在啟動時(shí)如果不平穩,請調節F5-30啟動負偏差響應時間,能明(míng)顯改變啟動時的響應快慢,即擺杆啟動到達平衡位置(zhì)的(de)時間
4) 擺杆恒速運行時不穩定,請調整F0-08,F0-09,多數場合無需調整。
四、 結束語
目前使用吉泰(tài)科GK600S變頻器的(de)水箱(xiāng)式拉絲機,已經在多個(gè)金屬製(zhì)品廠家(jiā)長期運行,設備(bèi)運行穩(wěn)定,獲得客戶好評。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車(chē))產量數據
- 2024年11月 新能源汽(qì)車(chē)產量數據
- 2024年11月 新能源汽車銷(xiāo)量(liàng)情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承(chéng)出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新(xīn)能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過(guò)程圖示
- 判斷一台加工中(zhōng)心精度的幾種辦法
- 中走絲線切割機(jī)床的發展趨勢
- 國產數控係統和數(shù)控機床何去何從(cóng)?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作(zuò)坊?
- 機(jī)械(xiè)行業最新自殺性營銷,害人害己(jǐ)!不倒閉(bì)才
- 製造業大逃亡
- 智能(néng)時代,少談點智造,多談點製造(zào)
- 現(xiàn)實麵前,國人沉默。製造(zào)業的騰飛,要從機床(chuáng)
- 一文搞懂數(shù)控車床加(jiā)工刀(dāo)具補償功(gōng)能
- 車(chē)床鑽孔攻(gōng)螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別