



搖籃式五軸數控機(jī)床的對刀(dāo)方法:以(yǐ)華中 848D 係統五(wǔ)軸(zhóu)機床為例
2021-3-1 來源: 吉林鐵道職業技術(shù)學院(yuàn) 作者:莊德新
摘要:隨著科學技術的(de)進步與創新(xīn),製造業水平的不斷提高,五(wǔ)軸數控機床已成為製造業中不能缺少的加工設備,廣泛應用於航空航天、軍事科研、民(mín)品製造、精(jīng)密器械等領域,五軸數控機床既是衡(héng)量(liàng)國(guó)力的標尺,又能衡量一個國家的製造業的水平高(gāo)低,本文以我國自主研發的(de) HNC-848D 數控係統五(wǔ)軸機床為例,詳細講解對刀方法。
關鍵詞:3+2 回轉台;五(wǔ)軸對刀;數控機床;搖籃式五軸
數控機床加工能力體現一個國家製(zhì)造業水平的象征,是裝備製造業的基礎,它(tā)為新產品的試製與研發提供了重(chóng)要的技術手段,更是(shì)高新技術產業和國防軍工現代化的戰略(luè)裝備。五軸機床(chuáng)科技含量高、精密度高、是專門加工(gōng)複雜零件的(de)機床,也是解決葉(yè)輪、葉片(piàn)、汽(qì)輪機轉子、大型曲軸等零件(jiàn)加工的唯一手段。
1、 HNC- 848D 五軸數控機床的特點(diǎn)
1.1 HNC- 848D 五軸數控機床是(shì)在原有的 X、Y、Z 的坐標基礎上增加了兩個旋轉坐標軸。圍(wéi)繞著 X 軸旋轉的坐標軸是 A軸,圍繞著 Z 軸旋轉的坐標軸是 C 軸,機床(chuáng)有 5 個伺服係統,五軸數控機床主要有三種結構形(xíng)式:分別是工作台傾斜型、主軸傾斜型、工作台(tái) / 主軸傾斜型。而一般工作台傾斜型的結構形式是最常用的(de)一(yī)種形式,A 軸的一般(bān)工作範圍 +100 度至 - 100 度。
當 A 軸回轉大於 90 度,工件切削時會對工作(zuò)台帶來很大的承載力矩。C 軸是 0 度~360 度任意回轉。這樣通過 A 軸和 C 軸的結合,除了固定在工作台的底麵之外,其(qí)它五個麵都可以由立式主軸上的刀具進行切削加(jiā)工。A 軸和 C 軸的最小分度值一般為 0.001 度。傘(sǎn)式刀庫能安裝 16 把(bǎ)刀具,主軸錐孔為 BT30、氣壓 0.6MPa、最大工件直徑為 φ250mm。主(zhǔ)軸每分鍾最高轉(zhuǎn)速20000 轉。
1.2 加工前,兩個旋(xuán)轉軸先將進行旋轉(zhuǎn),將工(gōng)件傾斜在一個固定的位置,通過回轉工(gōng)作台來(lái)定義(yì)空間(jiān)中的旋轉加工麵,再由 X、Y、Z 坐標軸進行進給切削加工。在(zài)此工(gōng)作平麵,可以(yǐ)進行
編程 2D 或 3D 加工操作。加(jiā)工時回轉軸總是將要加工的平(píng)麵旋轉到與 Z 軸垂直的位置在(zài)進行切削加工(也稱定向(xiàng)加工),並保持固(gù)定(dìng)。
1.3 從工藝角度(dù)來講,轉台(tái)通過旋轉(zhuǎn)可以進行(háng)精(jīng)確的定(dìng)位(wèi),相比三軸機床,可將不同的三個加工平麵或曲麵合在一個加(jiā)工程序裏進行加工,可減少因多次裝夾帶來的誤差,精度穩定、操
作靈活(huó),可通過設計更緊湊(còu)合(hé)理的夾具,充分拓展轉台的空間,可以一次性裝夾加工更(gèng)多(duō)的平麵。對於像葉輪或複雜曲麵零件的加工(gōng),五軸機床有著先天的優勢。
2 、準備工作
2.1 開機回零(líng)
機床上電,5 秒後數控係統在開機,否則會因(yīn)為電流過大,擊穿內部零部件。等待進入正常界(jiè)麵後,先進行各坐標軸回(huí)零操作,按機(jī)床麵板上的回零鍵,(Z 軸先(xiān)回零,依次 X.Y 軸回零、最後 A、C 軸回零),使各坐標軸複位。
2.2 裝(zhuāng)夾工(gōng)件
將毛坯安(ān)裝固定(dìng)在(zài)旋轉台上,使得毛坯露出(chū)夾(jiá)具的(de)高度大於銑削加工的深度。夾持工件時應遵循力的大小,力的方(fāng)向和作用點,夾緊(jǐn)工件時,力的(de)方(fāng)向不能破壞工件定位。應夾持工件剛性(xìng)較好的部(bù)位,以免工(gōng)件產生變形,並且應夾持靠近工件的加工部位。夾緊力的大小要(yào)合適,過大會使工件變形(xíng)或夾具損壞,過小會使工件在加工過程中(zhōng)發生鬆動(dòng)或飛(fēi)出造成事故。
3 、對刀原理與方法
3.1 當各坐標軸回零後(Z/X/Y/A/C 軸回零)使主軸軸線(xiàn)垂直於工作台,手輪模式下,搖動手輪將基準刀具移動到工件的上方中心位置。編程原點一般設置在工件上(shàng)表麵中心位(wèi)置,即對刀時采用四麵碰邊,頂麵為零的方法。
3.2 測量刀長可分為以下兩種
一種是機內測量刀具長度,另一種是機(jī)外對刀儀測量,本文以機內(nèi)測量刀具長度為例,詳細講解(jiě)對(duì)刀操作的方法。
3.3 對刀步驟
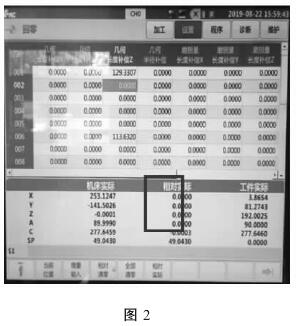
(1)將杠杆百分(fèn)表安裝(zhuāng)在旋轉(zhuǎn)坐標軸的電機平麵上,使百分表歸零,移動百分(fèn)表與主軸(zhóu)端麵接觸,測量時需注意觀察百分表(biǎo)的(de)測頭與主軸端麵接觸良好(hǎo),主軸端麵與(yǔ)百分表(biǎo)接觸後,使主軸端麵向 Z 軸負方向移(yí)動約 0.2mm 左右,觀察並記住表指針(zhēn)的擺動(dòng)位置,把機床的相對坐標清零。(如圖 1 和(hé)圖 2 所示)

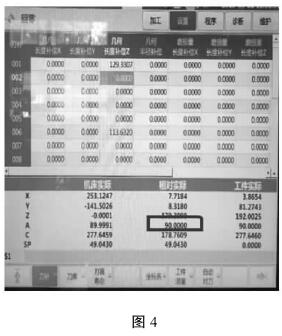
(2)注意安裝的百(bǎi)分(fèn)表不(bú)能動,將基準刀具安裝在主軸上,使得刀具的底(dǐ)麵切削刃與百分表的觸頭接觸(chù),並且使(shǐ)得百分表的指針指向與測量主軸端麵時的指(zhǐ)針數值保持一致,測量後讀
取數值(zhí),此時 Z 軸的相對坐標值就是刀具的長度補償值。(如圖3 和圖 4 所示)

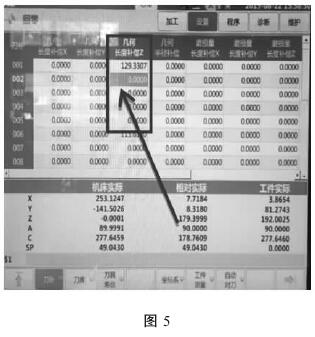
(3)按刀補鍵,找到與(yǔ)刀具號相對應的補(bǔ)償號,測量(liàng)的是幾(jǐ)號刀(dāo)具就將測量所得的刀長數值輸入到對應的幾號(hào)刀具長度補償地(dì)址值中(如 2 號刀具,輸入到刀補值 002 號(hào)的長度補償(cháng) Z
值參數中),注意輸入刀長的(de)參數一定為正值,否則(zé)撞刀,此時基準刀具長度(dù)測量完成。(如圖 5 所示)
(4)MDI 狀態下輸入 M03 S500,將刀具轉動,手輪模式下將刀尖或刀具底麵切削刃搖(yáo)到與工件上表麵接(jiē)觸。
(5)當刀尖搖到與工件接觸後,將 Z 軸當前機械坐標值,輸入到 G54~G59 坐標係的 Z 坐標值中(zhōng),H 值的偏置運(yùn)算:用當前的 Z 軸的機械坐標(biāo)值減去刀具(jù)的長度補償的補償值,並將 Z 軸計算(suàn)的(de)結果輸入到 G54~G59 坐標係的 Z 坐標(biāo)值(zhí)中,此(cǐ)時的(de)坐標就是最終 G54 的 Z 軸坐標值。(實際是主軸端(duān)麵是 Z 軸的零點,隻是在調用刀具號時,Z 軸抬(tái)起(qǐ)的高度正好是刀補中(zhōng)長(zhǎng)度補償值的數值(zhí),所以使得刀尖或刀刃與工件上頂麵正好接觸,即(jí)為(wéi) Z0)。(如圖 6 所示)

(6)工件 X、Y 方向的對刀,如工件(jiàn)規整可用分中法來設定工件(jiàn) X、Y 軸(zhóu)的坐標值,采用尋邊器進行分中,五軸的工件分中原(yuán)理與方法與 3 軸數(shù)控銑床一致,設置數值也相同,都是(shì)將 X、Y 坐標值設置到 G54~G59 的坐標係中。
(7)對刀結束(shù)後,進行驗證刀具,在 MDI 模式(shì)入:G54 G90G01 X0 Y0 F800 G01 G43.4 H02 Z20,啟動程序開始運行,機床(chuáng)運動停止後,用直徑 20 刀棒進行測(cè)量驗證高度。
(8)如加工(gōng)需要多把刀,其他刀具的刀具長度(dù)測量方法,重複 a~c 的步驟,按照所測量的刀具(jù)號輸入到對應的 Z 軸刀具長度補償地址值中,且一定為正值。
4、 結論
本文介紹了華中 848D 係統搖籃式五軸數控機床的對刀(dāo)方法和操作步驟,當然在具體操作實施過(guò)程中還需要掌握一(yī)些技術和要領,本文所(suǒ)講述的操(cāo)作步驟雖然看起來簡單,但要真正的掌握和應用它,還需要理論結合實踐,實踐(jiàn)驗證理(lǐ)論,並在實(shí)踐(jiàn)中不斷體驗、反思和提(tí)升。
投稿箱:
如(rú)果您有(yǒu)機床行(háng)業、企業相關新聞稿(gǎo)件發表,或進行(háng)資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如(rú)果您有(yǒu)機床行(háng)業、企業相關新聞稿(gǎo)件發表,或進行(háng)資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數(shù)據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據(jù)
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年(nián)9月 新能源汽車銷量情況(kuàng)
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產(chǎn)量數據