台精機")



加工中心刀具擺動軸徑向鎖緊機構分析與設計
2019-11-19 來源:唐山工業職業學院 河北機車技師(shī)院 等 作者(zhě):賀靜 盛豔 王誌軍
摘要:針對五軸葉片(piàn)加工中心刀(dāo)具擺動軸徑向鎖緊機構的不足,提出了一種液壓鎖緊機構,該鎖緊機(jī)構不僅鎖(suǒ)緊效果(guǒ)好,而且占用的軸向尺寸較小,安裝調整方便,可(kě)以實(shí)現回轉軸任意角度的鎖緊。
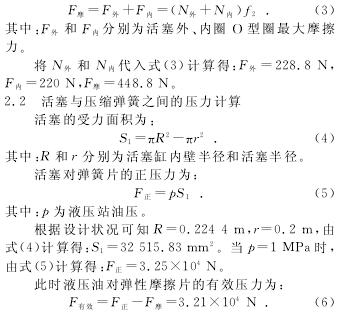
首先介紹了(le)液壓鎖緊機構的結構布置(zhì)和工(gōng)作過程(chéng),然後根據機床的(de)整體設計方案需求分別對活(huó)塞 O 型(xíng)圈摩擦力、活塞與壓縮彈簧之間的壓力、偏轉力矩等幾個關鍵參數進(jìn)行分(fèn)析計算。從而驗證了所提出的鎖緊機構滿足使用要求,對提(tí)高機床的安全性和整體結構穩定性、改(gǎi)善機床性能具有一(yī)定的意義。
關(guān)鍵詞:加工中心(xīn);液壓鎖緊機構:刀具擺動軸;機構分析
0 引言
隨著空間曲麵等複雜型麵零件需求量不斷加大,國(guó)內外許多學者對多軸聯(lián)動數控(kòng)加工中心,尤其是帶回轉軸的多軸聯動數控加工中心進行了研究(jiū)和改進。隨著(zhe)對曲麵(miàn)零(líng)件加工要求的不斷提高,五軸聯動加工中心不僅要求回轉(zhuǎn)軸與其他直線軸聯(lián)動,還要求回轉軸可以實現任意角度(dù)的鎖緊,以保證加工精度。利用五軸聯動葉片加(jiā)工中(zhōng)心(xīn)加工葉(yè)片的葉冠(guàn)、葉根(gēn)、凸台等平麵時,為了保(bǎo)證(zhèng)加工形狀與加工精度,刀具擺動軸(zhóu)必須保持靜止不動的狀態。
但是刀具切削(xuē)工件時的切削分力會改變擺動軸原有的靜止狀態,影響平麵的加工精度。目前(qián)國內(nèi)金屬切削數控加工中心的回轉軸很多不具備任意角(jiǎo)度的鎖(suǒ)緊功能,少數帶有鎖緊功能的加工中心基本上均采用徑向鎖緊機構(gòu)。
但是由於(yú)徑向鎖緊機構占用軸向尺寸,使得(dé)回轉主軸加長,從而降低回轉軸(zhóu)剛性,且其對回轉主軸(zhóu)和徑向鎖緊用夾緊套的加工精度要求高,難以調整,鎖緊效果較(jiào)差,並且占用大量加(jiā)工中心空間。針對徑向鎖緊機構的不足,本文提出一種液壓鎖(suǒ)緊機構,該鎖緊機構不僅鎖緊效果好,而且占用較小的軸向尺寸,安裝調整方便,可以實現回轉(zhuǎn)軸任(rèn)意角度的鎖緊。在實際工作狀態中,通過調(diào)整液壓油的(de)壓力來調整鎖緊力的大小,以達到最佳的鎖緊效果。
1、液壓鎖緊(jǐn)機構的結構與工作過程
1.1 液壓鎖緊(jǐn)機構的結構布置
圖1為液壓鎖緊機構裝配簡(jiǎn)圖。液壓(yā)鎖緊機構主要由刀具擺(bǎi)動(dòng)軸箱體1、調整柱2、密封圈3、彈性摩擦(cā)片(piàn)4、壓縮彈簧5、活塞6、端蓋7、油(yóu)缸套8等組成。在刀具擺動(dòng)軸箱體端麵上固定有表麵(miàn)質量很高的端蓋和油缸套,形成了封閉的環形槽,該環形槽用於容納液壓油。
活(huó)塞在液壓油壓力的(de)作用下在環形槽中實現軸向滑動。活塞內外圓裝有 O 型密封圈,其通過與活塞和油缸套之間的(de)摩(mó)擦力實現了密封。彈性摩擦片(piàn)與刀具擺動軸之間(jiān)裝有(yǒu)調(diào)整墊,用以調整(zhěng)彈性(xìng)摩擦(cā)片與活塞和刀具擺動軸(zhóu)箱體之間的距離(lí),以達到最(zuì)好的使用效果。
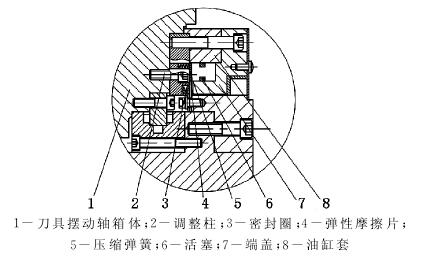
圖1 液壓鎖緊機構(gòu)裝配簡圖
采用這種液壓鎖緊機構可以實現回轉軸任意(yì)角(jiǎo)度鎖緊,不僅(jǐn)結構緊湊(còu),便於調整,而且鎖緊(jǐn)力可調,鎖緊剛性好(hǎo),可廣泛用於旋轉軸任意角度鎖緊的多軸數控加工(gōng)中心。
1.2 液壓鎖緊機構的工作過程
當刀具擺動軸擺動(dòng)到某一角度(dù)需要鎖緊時,係統發出鎖緊信號,收到信號後液(yè)壓站開始向鎖緊機構(gòu)供油,液壓油不斷進入到端蓋與油缸套(tào)之間的密封腔(qiāng)體中。當液(yè)壓油壓力大於恢複彈簧的壓力(lì)後,油缸開(kāi)始向前滑動;滑動到一定距離後,油缸前端麵接觸到(dào)彈性摩擦片,彈性摩擦片在力的作用下開始發生彈性形變;當彈性摩擦片變形達到一定程度(dù)後,彈(dàn)簧組就會被完全壓到安裝(zhuāng)孔內,使彈性摩擦片與刀具擺動(dòng)軸(zhóu)箱體鑄件前(qián)端麵接觸(chù)。
隨著壓力的增大,彈性摩擦片與(yǔ)箱體鑄件之間的摩擦力也不斷增(zēng)大,當摩擦力大於刀具(jù)擺(bǎi)動軸(zhóu)部件的(de)偏擺力矩時,刀具(jù)擺動軸將靜止不動,實現(xiàn)了(le)刀具擺動軸的鎖緊功能。當摩擦(cā)力(lì)達到理想值時保持液壓站(zhàn)的壓力,即可加工葉片兩端導流槽等內凹(āo)式(shì)平麵。
當需要解除鎖緊功能時,機構的運動過(guò)程與(yǔ)上述動(dòng)作反向。該種新型的(de)液壓鎖緊(jǐn)機構鎖緊過程和解除鎖緊(jǐn)過程的運動比較複雜,但是響應速度很快,僅為0.5s,而且這種鎖緊機(jī)構的作用力完全是內部應力,避免了(le)液壓鎖緊機構對(duì)其他(tā)零件的幹(gàn)擾,間接地保證了機床的(de)精度。
2 、液壓鎖緊機構的分析與計算
根據機床的整體設(shè)計方案需求,設計該液壓鎖緊機構時需要對其中的活塞 O 型圈摩擦力、活塞(sāi)與壓縮彈簧之間的壓力、偏轉力矩等幾個關鍵參(cān)數進行分析計算。
2.1 活塞 O 型圈摩擦力的計算
根據機床的整體設計方案需求以及 O 型圈的使用要求和使用(yòng)環境,粗略選出 O 型圈(quān)的(de)型號。計算活塞O型(xíng)圈摩擦力時需要根據活塞(sāi)的設計情況,計算(suàn)出活塞 O型(xíng)圈與(yǔ)上(shàng)下壁的壓力值(zhí)(壓力取最大值),然後即可求出活塞運動時的摩擦力。O型圈規格尺寸(cùn)如圖2所示。活塞外圈 O 型圈最大壓縮量為:
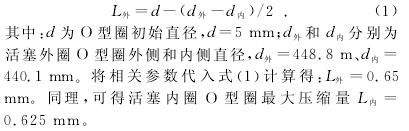
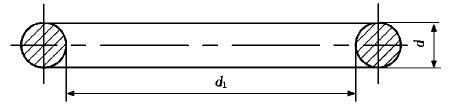
圖2 O 型圈(quān)規格尺(chǐ)寸示意(yì)圖
通(tōng)過查閱資料可知橡膠(jiāo)與鋼(gāng)有潤滑時摩擦係(xì)數為f1=0.5,無(wú)潤滑時摩擦係數為(wéi)f2=0.8。根據該鎖緊機構的實際工作情況可知,此機構在工作過(guò)程中處於有油狀態,但為了保障安全,按照無潤滑狀態計算,即可得到活塞(sāi)內、外圈 O 型圈最大摩擦力及整個活塞(sāi)所受 O 型圈最大摩擦力。活塞 O 型圈最大摩擦力可表(biǎo)示為:
2.3 偏轉力矩的計算
為了減小或(huò)消除偏轉力矩對機床精度的影響,在刀具擺動軸部(bù)件中增加了平衡彈簧,在平衡彈簧的作用下,由重力(lì)引起的偏擺力矩對加工的影響會隨著刀具擺動角度的變化而變化,具體變(biàn)化情況如表1所示。
表1 重力力矩與平衡力矩比較
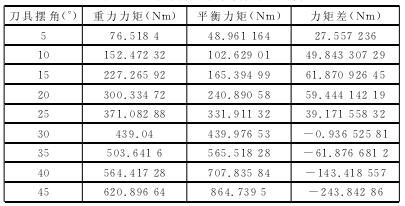
加工葉片時,刀具擺動(dòng)軸一般在其行程±30°範圍內的擺動最頻(pín)繁,根據這一特點,通過對平衡彈簧長短的選(xuǎn)擇(zé)、簧(huáng)絲直徑的比較、彈簧直徑的比較、平衡角度的(de)選取等數十次(cì)的計算比較得出平衡點在30°時平衡效果(guǒ)最(zuì)好,此(cǐ)時在其常用的範圍內偏擺力(lì)矩(即表1中(zhōng)的力(lì)矩差)均小於100Nm,平衡效果明顯增強。
但是在±45°時,彈簧的彈力急劇增大,此時會出現反向力矩,使平衡力矩反向增大。由於液壓鎖緊機構的鎖緊力矩為978.39Nm,大於彈簧力在±45°時的極(jí)限彈簧力力矩差243.84Nm,因此在理(lǐ)論情況下此次設計完全滿足使用要求。
但在實際工作過程中,存在許多不確定因素,例如,彈性摩擦片與擺動軸箱(xiāng)體鑄件前端麵的實際接觸(chù)麵積的(de)大(dà)小、材料之間的實際摩擦係數大小(xiǎo)、彈(dàn)簧的理論彈力與實(shí)際相差大(dà)小這些(xiē)值是不能精確計算得出的,這些因素對鎖緊機構的影響是不(bú)可小覷的。因此,液壓站和彈簧組要有一定調節(jiē)餘地和調(diào)節範圍(wéi),液壓站的型號規格要選擇壓力調節(jiē)範(fàn)圍大的,彈簧(huáng)力的大小可以通過更(gèng)換彈簧規(guī)格或者增減彈簧數量來調節。
3 、結論
本文提(tí)出(chū)一種新型液壓鎖緊(jǐn)機(jī)構,並從機構的原理、機構的(de)具體結構與工作過程、機構的設計與分(fèn)析計算等方麵對其進行研究,重點對活塞 O 型圈摩擦力、活塞(sāi)與(yǔ)壓縮彈簧之間的壓力、偏轉力矩等幾個關鍵參(cān)數進行了(le)詳細的分析和計算。
分析結果表明,所提出的液壓鎖緊機構(gòu)在(zài)理論情(qíng)況下(xià)完全能夠滿足使用要求。該液壓鎖緊機構不僅噪聲低、調節範圍廣、結構形式靈活、適用於旋轉軸類機構(gòu)的鎖緊,而且它提高了機床(chuáng)使用的安全性以(yǐ)及機床整體結構的穩定性,使(shǐ)機床的(de)性能得到了很好的改善,為國產機床整(zhěng)體精(jīng)度的提高提供了(le)保證(zhèng)。
投稿箱:
如(rú)果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年(nián)11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新(xīn)能源汽車(chē)產量數據
- 2028年(nián)8月 基(jī)本型乘用車(轎車)產量數據