")



三項對策(cè)技術首次同時采用,滾道磨損(sǔn)量(liàng)下降90%以上
2025-3-3 來源:NSK 作者:-
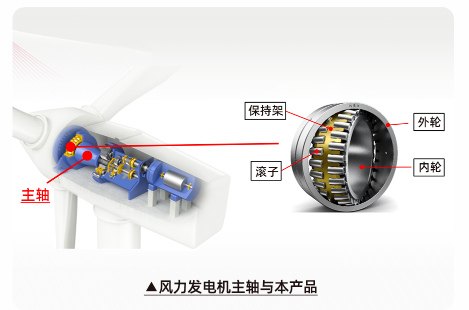
日本精工株式會社(shè)(以下簡(jiǎn)稱NSK)開發出融合了三項對(duì)策(cè)技術的“風力(lì)發電機主軸(zhóu)用(yòng)高可靠性調心滾(gǔn)子(zǐ)軸承*1”,並開始投放(fàng)全球市場。這三項對策技術分別是:①采用長壽命(mìng)材料“Super-TF”;②采用高硬度塗層“DLC塗層”;③開發實現高承載能力的“新型保持架(ECA型)”。
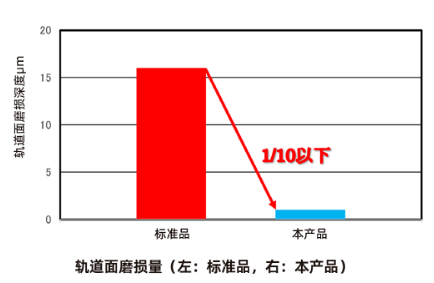
通常情況下,風力發電機主軸用調心滾子軸承(chéng)發(fā)生損壞,大部分情況是由於滾道磨損導致的。因此,減少滾道的磨損,可以顯著提高軸承的耐久性。本產品具有出色的耐磨性(xìng),可將滾道磨損量降至標準產品的 1/10以下。通過減少維護頻率、縮短交換部件所需的停機時間(停運期),助力風力發電機穩定運行。
截至(zhì)目前,三種對策技術中的①②技術已有(yǒu)產品應用並實現穩定銷售。2024年6月,NSK開發(fā)了應用對策技術③的新產品,目前已確定被北美的風力發電公司采用。另外,也完成了同時應(yīng)用三種對策技(jì)術產品的銷售體製。
未來,NSK將結合本產品與狀態監測解決方案,向客戶提供更有競爭力的技術方(fāng)案,拓展麵向風力發電機維修市場的(de)業務。在(zài)“MTP 2026中期經營計劃(huá)”中,NSK設定的目標是售後市(shì)場(chǎng)業務的銷售額相比(bǐ)與2021年提升(shēng)250億日元。
新開發的(de)“實(shí)現高承載能力的新型保持架”與現有的兩項對策技術相(xiàng)結合。NSK首次同時采用三種對策技術的產品。
通過采用三種對(duì)策技術,減少了風力發電機主軸用調心(xīn)滾子軸(zhóu)承滾(gǔn)道磨損(磨損(sǔn)量減少到(dào)標準產品的1/10以下),大大提高了軸承的耐久性。
開發背景
當風力發電機上的某個部件(jiàn)發生故障時,不僅會產生昂(áng)貴的維修費用,還會造成長期停機。這主(zhǔ)要是由於風力發電(diàn)機安裝在山上或海上等特殊環境中,更換零部件的工作周期長。此外,大型起重機等用於更換零(líng)部件的設(shè)備采購交貨(huò)周期長也是主要原因。並且,大型零部件多是按訂單生產,采購交貨周期長,尤其是主軸(zhóu)或軸承等尺寸較大的搭載零件,一旦發生損傷,根據相關數據(jù)顯示,可能會導致長達約1年的停機時間*2。因此,風力發電機主軸軸承(chéng)市場迫切需要高可靠性、能(néng)夠防止早期(qī)損壞*3的產品(pǐn)。
風力發電機主軸用軸承主要用於支撐葉片的重量和風力引起的波動載荷,因此常選用具有高承載(zǎi)能力和高調(diào)心性*4的調心滾子軸承。調心滾子軸承出現早期損壞的主要原因(yīn)是軸承滾道的磨損,主要(yào)是由於在惡劣的工作條件下,軸承承受比預期更嚴苛的(de)重載荷時,滾子和內外圈之間形成的油膜不足造成的。為了達到市(shì)場要求的(de)高可(kě)靠性,必須提高滾(gǔn)道的(de)耐磨(mó)性。
產品特點和效果(guǒ)
產品特點:耐磨(mó)性的提高
軸承滾道的磨損量減少到(dào)標準產品的1/10以下。滾道磨損是風力發電機主軸(zhóu)用調心滾子軸承的主要損壞形式(shì),該產品減少了滾(gǔn)道磨損,顯著提高了軸承的耐久性。
產品效果
本產品可減少(shǎo)風力發電機的維護頻率(lǜ)及縮短更換部件(jiàn)而造成的停機時間(jiān),從而有助於(yú)穩定(dìng)運行(háng)。
產品(pǐn)技術
NSK利用核心技術(材料技術、摩擦學技術和解析技(jì)術)開發了三項對策技術,提高了滾道的耐磨性。本次將新開發的對(duì)策技術③與現有的對策技術①②進行結合,這(zhè)在NSK尚屬首次。
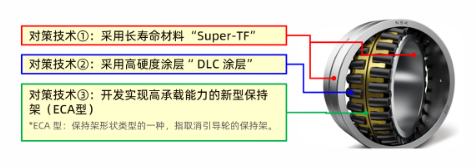
對策技術①:采用長壽命材料“Super-TF”(NSK核心技(jì)術(shù):材料技術)
Super-TF是NSK自主開發的長壽命材料,通過微細碳(tàn)化物在材料中均勻分布來提高表麵強度。本產品的內外圈使用“Super-TF”材料,提高了軸(zhóu)承滾道(dào)的耐磨性。
對(duì)策技(jì)術②:采用高硬度DLC*5塗層(NSK核心(xīn)技術:摩擦學技術)
DLC塗層是主要成分為金剛石和石墨結合結構的碳(tàn)物質製成的薄膜的總稱。使用高硬度的(de)DLC塗層並將(jiāng)其應用於本產品的滾子,可防止滾子表麵特性劣化。因此,與滾子接觸的軸(zhóu)承滾道的耐磨性得到了提升(shēng)。
對策(cè)技術③:開發(fā)實現高承載能力的新型保持架(ECA型(xíng)*6)(NSK核心技術:解析技術)
本產品通過采用新開發的無引導輪的保持器,實現了(le)滾子尺寸的增大及滾子數量的增加。通(tōng)過優(yōu)化這些內部設計,提高(gāo)了軸承的承載能力,並改善了滾道(dào)的(de)耐(nài)磨性。
*1 調心滾子軸承:在雙滾道(dào)的內圈和球麵滾道的外圈之間,裝有鼓形滾子(zǐ)的(de)軸承。
*2 資料來源 :德勤谘詢(xún)《2017年關於電力設施等安全法規合理化研究相(xiàng)關的(de)風力發電行業(yè)的結構調查最終報告》。
*3 早(zǎo)期(qī)損壞:早於客戶逾期的損壞。
*4 調心(xīn)性:能夠承受大範圍的(de)安裝誤差,在軸或座孔出現(xiàn)撓曲等(děng)情況時自動進行調整(zhěng)的性(xìng)質。
*5 DLC:Diamond-Like Carbon簡稱。
*6 ECA型:保(bǎo)持架形狀類型的一種,指取消引導輪的保(bǎo)持架(jià)。
新聞稿中包含的信息截至發布之日均為最新信息。
請注(zhù)意,信息如有更改,恕不另行通知,並且可能與發布時的信息有所(suǒ)不同。
(來源:NSK)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2025年1月 新(xīn)能源汽車銷量情況
- 2024年12月(yuè) 新能源汽(qì)車產量數據
- 2024年12月 基本型乘用車(轎車(chē))產量(liàng)數據
- 2024年12月 軸承出口情況
- 2024年(nián)12月 分地(dì)區(qū)金屬切削機床產量數據
- 2024年12月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年11月 金(jīn)屬切削機床產(chǎn)量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年(nián)11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
博文選萃
| 更(gèng)多
- 機械加工過程圖示
- 判斷一台加工(gōng)中心精(jīng)度的幾(jǐ)種(zhǒng)辦法
- 中走(zǒu)絲線切(qiē)割機床的發展趨勢
- 國(guó)產數控係統和數(shù)控機床何去何從?
- 中國的技術工(gōng)人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新(xīn)自殺性營銷(xiāo),害人害己!不(bú)倒閉(bì)才
- 製造業大逃亡
- 智(zhì)能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造(zào)業的騰飛,要從機床
- 一文搞懂數控車床加工(gōng)刀(dāo)具補償功能
- 車床鑽孔攻螺紋加(jiā)工方法及工(gōng)裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別