克")



綠色製造(zào)在(zài)絲杠傳動設計和加工中的應(yīng)用
2022-1-4 來源: 山東華珠(zhū)機械有限公司 作者:韓耀華
摘要 : 針對傳統絲杠(gàng)加工模式成本高、效率低和影響環境等方麵的問題,引(yǐn)入綠色製造的理念,提出用冷軋絲(sī)杠、工程塑料螺母來代替一些行(háng)業中所用的傳統車削、磨削絲杠和鑄鐵、鑄銅螺(luó)母。該設計(jì)理念具有先進性並能夠顯著降低成本,提(tí)高效率。尤其是小(xiǎo)直徑的(de)大導程絲杠和工程塑料螺母(mǔ)在表麵粗糙度、耐磨性(xìng)、耐蝕性等方麵均優於傳統車削、銑削加工模式(shì),同時生產過程更綠色環保。
關鍵詞 : 綠色製造 ; 冷軋(zhá)絲杠 ; 多頭大導程 ;工程(chéng)塑料 ; 軌(guǐ)道交通
1、序言(yán)
傳統絲杠傳動機構中的絲杠往往采用車削或磨削加工,螺母采用(yòng)鑄鐵或鑄銅材料(liào)。而隨著綠色製造理念的推廣,人(rén)們開始認真反思 : 在工業製造的過程中,如(rú)何改善對環境的影響,如何提高(gāo)資源的利用率,從而使傳統的製造模式,逐步向(xiàng)現代的製造模式(shì)發展。同時還要考慮如何滿足產品功能的要求,以及控製(zhì)成本。
性價比是人們重點考(kǎo)慮(lǜ)的問題,但實現(xiàn)高性(xìng)價(jià)比卻不是一件太容易的事情。從絲(sī)杠傳動件來(lái)看,如何滿足部件所需的要求和性(xìng)能,是很關鍵的問題。也就是說,引入綠色製造的理念,就應該打破傳(chuán)統的絲杠(gàng)傳動機構的製造模(mó)式。
要在滿足部件功能的情況下,盡可能在設計中采用冷軋絲杠和工程(chéng)塑料 PA66 的(de)螺母。下(xià)麵具體講述一下。
2 、根據部件功能的需求,合理設計絲杠副的加工模式
隨著社會的不斷發展和製(zhì)造成本的不斷提高,在絲杠和螺母的製造方麵,大家也在不斷地尋求成本低(dī)、質量相當的材料和加工模式。例如,絲杠用無屑的冷軋技術來代替原有(yǒu)的車削和銑削加工,是一種很好的設計思路。螺母采用工(gōng)程塑料,代替原有的鑄鐵和鑄銅材料(liào),也是一種很好的(de)選擇(有些重載或高精度的絲杠副除外)。在絲杠副(fù)的設計中,過去常常采用這種選擇 :無(wú)論絲杠副的(de)載荷要求多大,都一律采用(yòng)鑄鐵或鑄銅螺母,如圖 1 所示。但是鑄(zhù)鐵或鑄銅(tóng)的加工過程,對環境的影(yǐng)響是不(bú)可忽(hū)視的。鑄造過程中的廢氣、加工中的切屑以及切削液等都會對環(huán)境造成影響。因此,從(cóng)綠色製造的理念來考慮(lǜ)如何選擇(zé)絲杠副的材料和設計加工模式,就顯得十分重要。

圖 1 采用鑄銅螺母的梯形絲杠副
事實證明(míng),我們完(wán)全可以針(zhēn)對功能部件(jiàn)傳(chuán)動精度的高低、絲杠副承受載荷的大小及部件(jiàn)對絲杠副的其(qí)他需求,來認真選擇絲杠、螺母的材(cái)料(liào)和設計加工模式。
3、用冷軋技術加工小(xiǎo)直徑大導程絲杠是一種很好的(de)選擇
冷軋絲杠是無屑的絲杠加工模式。目前冷軋技術越來越先進,冷(lěng)軋絲杠的種類也越(yuè)來越多(duō)、長徑比也越來越大,如圖(tú) 2 所示,完全可以代替原有的車削絲杠(除(chú)一些有特殊要(yào)求(qiú)的絲杠外)。多頭(tóu)絲杠(gàng)、多頭大導程絲杠等冷軋絲杠可以節省材料,降(jiàng)低成本,提高效率,而且適用性特別強。

圖 2 冷軋大導(dǎo)程絲杠
在加工多頭大導程(chéng)絲杠時,長度越長,加工難度(dù)越大。尤其是在加工(gōng)長徑比> 100 的多頭大導程絲杠時,冷軋技術的加工特性(xìng)更為(wéi)突出。傳統大導程絲杠的製造中,如圖 3 所示(shì)的銑削大導程(chéng)方牙絲杠,其大導程絲杠為銑削加(jiā)工,加工過程為有屑加工。這種加工模式不僅浪費材(cái)料,而且加工效(xiào)率還低。
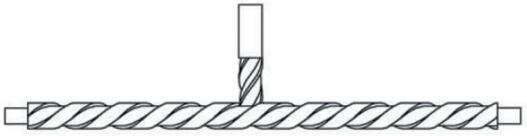
圖 3 銑削大導程方牙(yá)絲杠
引入綠色製造的理念,采用圖 4 所(suǒ)示的冷軋多頭大導程絲杠(gàng),其有 9 個頭,冷軋(zhá)後的表麵組織還優於銑削的大導程絲杠(gàng)。而且表麵粗糙度(dù)值(zhí)也(yě)比銑削(xuē)後的絲杠(gàng)低,一般表麵粗糙度值 Ra 可達到 3.2~1.6μm,而銑削的大導程絲杠表麵粗糙度值 Ra 隻能達到 6.3~3.2μm。這種多頭大導(dǎo)程絲杠螺旋升(shēng)角很大,絲杠直徑較小。但是由於采用冷軋技術,就十分容易達到技術要求。

圖 4 冷軋(zhá)多頭大導程絲杠
4 、采用冷(lěng)軋技術加工微型絲杠更為有利
普通(tōng)的微型絲杠和單頭、多(duō)頭大導程微型絲杠,其加工方式如果(guǒ)采用(yòng)車削和磨削,則加工效率很低,製造成本比較高,難度(dù)也不(bú)小。圖 5 所示的微型絲(sī)杠副就采用了多頭磨削微型絲杠(gàng)。

圖 5 采用(yòng)多頭磨(mó)削微型絲杠的微型絲杠副
一般來說,微型絲杠副的載荷都比較小,有一些轉速也不高,軸向定位精度也不會太高。在這種情況下如果采用車削和磨削的加工模式,浪費人力物力。冷軋後的微型絲(sī)杠,其表麵粗糙度(dù)值 Ra 一般(bān)可達 1.6~0.8μm,該類產品完全可以用工程塑料螺母來代替。
對於公稱直徑為 20~50mm 的梯形絲杠副(fù),如果(guǒ)載荷不大,運行速度(dù)較慢,也完全可以采用此(cǐ)種加工模式。如果(guǒ)加工公稱直(zhí)徑較(jiào)小、要(yào)求轉速較高且行程較長的(de)絲杆(gǎn)副時,為了提高絲杠的耐磨性,絲杠的表麵處(chù)理可以采用鹽浴硫碳氮共滲技術,其表麵硬度≥ 550HV,滲層厚度為0.2~0.3mm。
5、采用工程塑料螺母有利於降低(dī)製造成本和提高資(zī)源效率
工(gōng)程塑料 PA66 現已廣泛應用於機械、電(diàn)子、化工及軌道交通等眾多領域中,其特點是 : 具有可(kě)塑性、耐磨性(xìng)、強度較高且耐衝擊、耐油和耐腐蝕(shí)等。在較高的溫度下,也能保持(chí)較高的強度和剛度,尤其是在自潤滑方麵,在絲(sī)杠傳動機構中(zhōng),更(gèng)能夠顯示其獨特性。
因工程塑料螺母(見圖 6)采用注塑工藝(yì),所以在製造過程中,螺母不僅較(jiào)為容易(yì)滿(mǎn)足單(dān)頭或(huò)多頭大導程的要求,也能滿足微型螺(luó)母的需求。注(zhù)塑成型的螺(luó)母,不需要再(zài)加工,從而降低(dī)了製造成本,提高了(le)資源效率。

圖 6 工程塑料螺母
對於載荷較小、精度要求不高且隻用於傳動的絲杠,甚至定位精度要求不是(shì)很高的微型絲杠(gàng),螺母都可以采(cǎi)用工程塑料 PA66 等材質。由(yóu)於螺母(mǔ)采用工程塑料,所以製造成(chéng)本和難度大大降低,效率實現成倍提高,同時(shí)縮(suō)短了工期,提高了(le)企業競爭力(lì)。而且螺(luó)母的互換性(xìng)較強,也方便整機(設(shè)備)的後期維護。
對於載荷不大、精度要求不高、公稱直徑在50mm 以下(xià)的傳動類絲杠,甚至重複定位(wèi)要求(qiú)不(bú)高的(de)絲杠副來說,螺母完全可以采用工程塑料,如 PA66 或尼龍 66 的材(cái)質等。這種(zhǒng)設計理念(niàn)的推(tuī)廣應用(yòng)也是加快推廣綠色製造(zào)理念的一種措施。
6、試驗案例
工程塑料(liào)螺母在軌道交通(tōng)中地鐵門係統和交通安全門係統的傳動領域應用已經(jīng)較為(wéi)普遍,但在其他領域(yù)應用還不多,例如 : 木工機械、化工機械、電(diàn)工設備和儀器(qì)儀表等行業。下一步要在這些領域中大力推廣這種設計理念。
我(wǒ)公司做過的地鐵門(mén)係統中傳動機構采用的冷軋多頭大導程絲杠副,其絲杠為冷軋,螺母采用工程塑料 PA66。對 1 件左右旋 9 個頭的冷軋大導程(chéng)絲杠副(fù)進行試驗,其每一(yī)側的載荷為60kg,共計 120kg。1min 往複 “跑(pǎo)合(hé)” 11.5 次,螺母 “跑合” 長度 750mm。在絲杠牙形表麵粗糙度值 Ra = 1.6μm 的情況下,其 PA66 大導程螺母 “跑合” 了 150 萬次(見圖 7),仍然可(kě)以繼續正常使用,絲杠兩側磨損也很小。
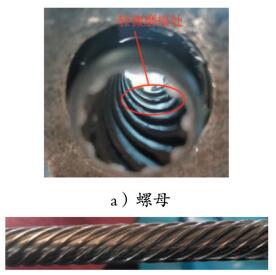
圖 7 “跑合”了 150 萬次以後的多(duō)頭冷軋絲杠副
7、結(jié)束語
綜上所述,綠色製(zhì)造理念貫穿著整個機械製造行業。隻要對功(gōng)能部件的力學性能和功能需求有充分(fèn)的了解,就可以大膽(dǎn)選用冷(lěng)軋絲杠和工程塑料這種組合(hé)的絲杠副,來作為傳(chuán)動機構。這樣可(kě)以大(dà)大降低成本,減弱對環境的影響,同(tóng)時,還能夠滿(mǎn)足其部件的功能需求,盡量避免大材小用,功能過(guò)剩。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息(xī)
金馬")
業界視點
| 更多
調查")
行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機(jī)床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車(chē)產(chǎn)量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬(shǔ)切削機(jī)床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年(nián)8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一(yī)台加工中心精度(dù)的幾(jǐ)種辦法
- 中走絲線切割機床的(de)發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技(jì)術工人都去哪裏了?
- 機械老板做了十多(duō)年,為何還是小作坊?
- 機械行業最新自殺性營銷,害(hài)人害己!不倒閉才
- 製造(zào)業大逃亡
- 智能時代,少談點智造,多談點(diǎn)製造
- 現(xiàn)實麵(miàn)前,國人(rén)沉(chén)默。製造業的騰飛,要(yào)從機(jī)床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工(gōng)裝(zhuāng)設計
- 傳統鑽削(xuē)與螺旋(xuán)銑(xǐ)孔加工工藝的區別(bié)