賓太克")



軸承套圈端麵圓弧槽磨削砂輪修形方法
2020-3-4 來源:洛陽 LYC 軸承 航空精密軸承實驗室 作者: 巨恒偉 徐(xú)衛東 劉友國 張豔麗
摘要: 分析軸承套(tào)圈端麵(miàn)圓弧槽(cáo)傳統加工方法( 數控(kòng)銑槽 + 手工(gōng)砂紙打光) 存在的問題,基於 840D 數控係統,通過輔助軟件 WINWOP 技術將砂輪修整成形(xíng)後進行成形磨削,詳細介紹了砂輪修形過程。改進後的工(gōng)藝方案徹底解決了(le)二次(cì)定位的基準不統一問題,圓弧槽(cáo)尺寸及表麵質(zhì)量均達到技術要(yào)求。
關鍵詞: 球軸承; 圓弧槽; 砂輪修整; 數控編程; 磨床
軸承(chéng)套圈(quān)端麵槽(cáo)加工一般(bān)采用數控銑槽,然(rán)而銑槽工序一般在淬火前,淬火後槽麵有一(yī)定腐蝕並且有黑皮,所以在熱處理後通常再安排手工打光工序,以提高表麵(miàn)質量。但對(duì)於航空軸承,其對外觀和表麵粗(cū)糙度要求較高(gāo),目前方式已不能滿足客戶需求,成為生(shēng)產(chǎn)加工中的瓶頸(jǐng)。傳統端麵磨削隻能磨削平麵類工作麵,為了突破(pò)生產瓶頸(jǐng),在配置 840D 數控係統的平麵矩台磨床上,將銑槽(cáo)和手工光飾合(hé)並為修形磨削工序,並利用計算機輔(fǔ)助軟(ruǎn)件(jiàn) CAXA 和 WINWOP 編製砂輪修形磨(mó)削程序。
1、 加工工藝(yì)性分析
軸承內圈端麵槽(cáo)結構如圖 1 所示。內圈端麵槽深為10- 0. 1mm,圓弧為R6+ 0. 20mm 。加工難點為:8 個均布的圓弧槽 ( 對稱(chēng)) ,加(jiā)工過程中需要找(zhǎo)正定位,而端麵槽與圓弧砂輪交叉部分為一條圓弧線,找正難以控製; ELB 矩(jǔ)台磨床自身不具備圓弧修整模塊。
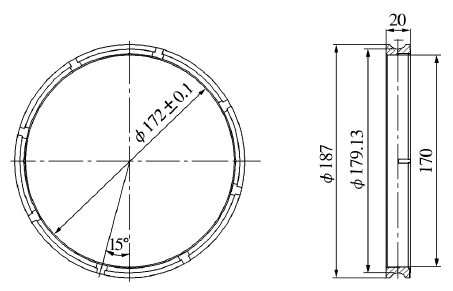
圖(tú) 1 槽結(jié)構示意圖
2 、技術措施
基於 840D 數控係統的(de) ELB 矩台磨床自身帶有一個放置(zhì)工件(jiàn)的磁性橫向平台及一個立式砂(shā)輪(lún)修(xiū)整器,砂輪隨砂輪軸橫向往複磨削並且同時做縱向、垂直進給,從而保證工件平麵磨削功能。加(jiā)工所用分度盤為平麵分度盤,結構原理類(lèi)似於三爪卡盤,調節卡(kǎ)盤蝸杆可以使夾持尺寸在一定範圍內達到無級調整,卡盤可用於內外支承且 8 塊卡爪夾持麵為圓弧形狀(zhuàng),能夠防止套圈裝夾變形。針對內圈(quān)端麵圓弧(hú)槽的(de)加工(gōng)難點,采(cǎi)取措施為:
1) 利用分(fèn)度盤將工件定位,使加工過程中(zhōng) 8個槽的(de)加工基準統一。
2) 利用 WINWOP 軟件編製砂輪程序( 圖 2) ,將砂輪修整成 R6+ 0. 20mm,在修整過程中需要聯(lián)合2 個金剛筆( D1,D2,如圖 3 所示) 對砂輪左右兩(liǎng)邊進行(háng)圓弧修整,圓弧修整分段如(rú)圖(tú) 4 所示。
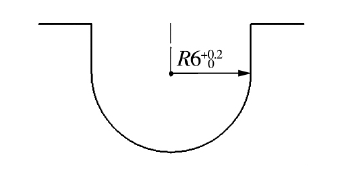
圖 2 模擬砂輪形狀(zhuàng)

圖 3 D1,D2修整器
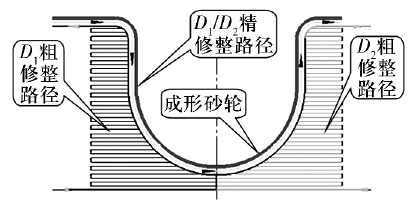
圖 4 粗、精修整示意圖
3 、數控編程
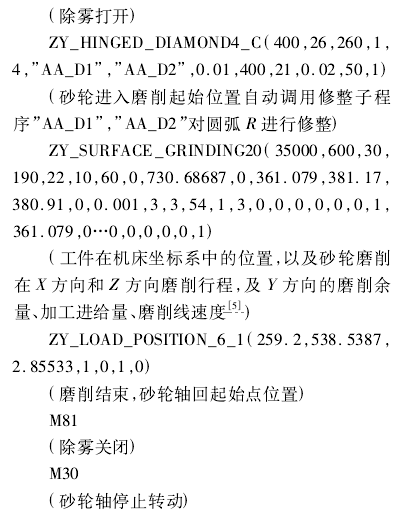
3. 1 砂輪成形修整主程序
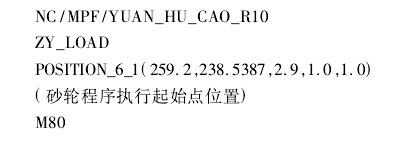
基於西門子 840D 係統編製的砂輪修整整合程序為(wéi):
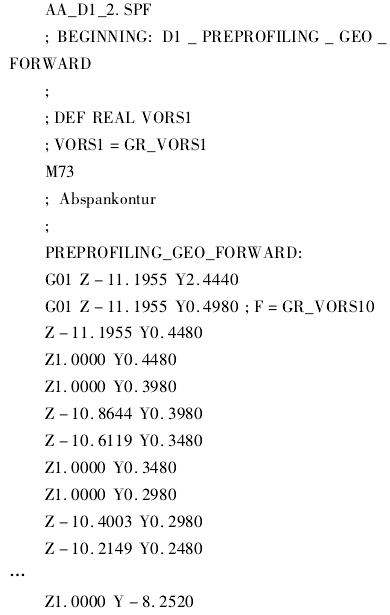
3. 2 砂輪成形修整(zhěng)子程序
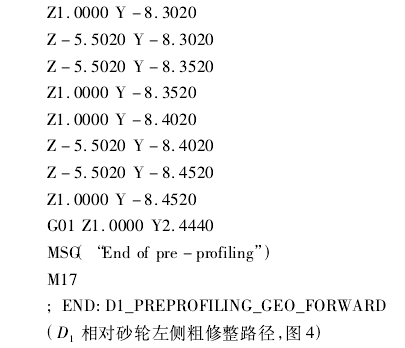
3. 2. 1 粗修整子程序
3. 2. 2 精修整(zhěng)子程序(xù)
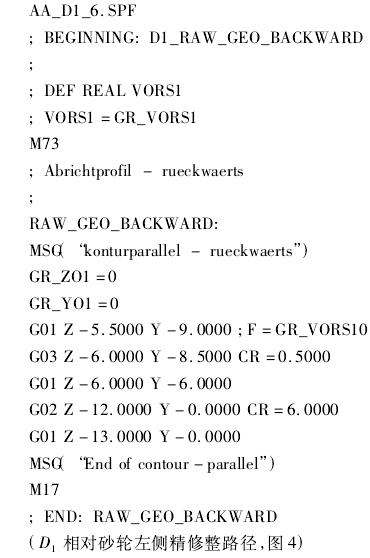
( D1相對砂輪左(zuǒ)側精修整路徑,圖 4)右側砂輪修整子程序類似左(zuǒ)側砂輪粗、精修整程序,如子程序 AA_D2。
4、 工藝方案及效果
改進(jìn)後的工藝(yì)方案去掉了(le)銑圓弧(hú) R 和打光圓弧槽工序,在終磨端麵(miàn)工序(xù)後增加磨削端麵圓弧 R工序。采用砂(shā)輪成形修整(zhěng)磨削加工工藝,使多道工序合並簡化,提高了套圈端麵圓弧槽的尺寸精度和表麵質量,降低了勞動(dòng)強度,滿足了(le)用戶需求。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相(xiàng)關信息

業界視點
| 更多
")
行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月(yuè) 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新(xīn)能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床(chuáng)產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃(cuì)
| 更多(duō)
- 機械加工(gōng)過程圖示
- 判斷一台加工中(zhōng)心精度的幾種辦(bàn)法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何(hé)去何(hé)從?
- 中(zhōng)國的(de)技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊(fāng)?
- 機械行業最新自殺性營(yíng)銷,害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智能時代(dài),少談點智造,多談點製造
- 現(xiàn)實麵前,國人沉默。製造業(yè)的騰飛,要從機床
- 一文搞懂數控車床加工刀具(jù)補償功能
- 車床鑽孔(kǒng)攻螺紋加工方(fāng)法及工裝設計
- 傳(chuán)統鑽削與螺旋(xuán)銑孔加工工藝的區別(bié)