



基於機器視覺的車(chē)床主軸徑向跳動誤差測量方法研究
2019-4-9 來源:河北工業大學機械工程學院 作(zuò)者:彭凱 楊(yáng)澤青 楊(yáng)偉(wěi)東(dōng) 劉麗冰
摘要: 非接觸測量(liàng)是解決主軸在線測量的途徑。為此研究一種機器視覺係統用於機床(chuáng)主軸徑向跳動誤差的測量。該係統(tǒng)由麵陣CCD相機(jī)、鏡頭、光源、計算(suàn)機和圖像處理軟件組成。CCD傳感器記錄主軸邊緣(yuán)點的跳動圖(tú)像,經過圖像數據處理得到邊緣點的跳動數值。設計長像距鏡頭,使(shǐ)得物象比例接近1,結合亞像素定位算法,提高邊緣實際定位精度。經過分析驗證,係統測量得到的徑(jìng)向跳動誤差達(dá)亞微(wēi)米級。表明該方法可以用於檢測機床徑向跳動精度,適用於轉速較低的加工機床主軸跳(tiào)動誤差在線測量。
關(guān)鍵詞: 主軸;徑向跳動誤差;CCD;亞像素
主軸是機床整機係統中極其重要的(de)部件,對於(yú)主軸的(de)研(yán)究、測(cè)試及實驗,就是為了主軸係統(tǒng)能達到基本設(shè)計要求。機床主軸的運動誤差是評價(jià)機床動態性能的一(yī)項重要指標,直接影響其加工(gōng)工件的幾何精度和表麵粗糙度。對於機床主(zhǔ)軸(zhóu)徑向跳動誤差的測(cè)試,可(kě)以判斷(duàn)機床(chuáng)在理想加工條件下的加工精度等級。測試結果在線反饋(kuì)給數控係統則能夠部分(fèn)補償回轉誤差帶來的精度損失。因此(cǐ)主軸徑向(xiàng)跳動誤差測(cè)試方法一直為廣大學者和工程技術(shù)人員所關注。
在20世紀60年代,日本的大園成夫提出了(le)基於三點法測量回轉誤差,即對(duì)安裝在主軸上的標(biāo)準球進行單點或多點測量,采集的(de)數據受到標準球的安裝和(hé)形狀誤差(chà)的幹(gàn)擾,需進行誤差分(fèn)離才能得到主軸回轉誤差,其關鍵技術(shù)在於誤差分離。基於誤差分離技術的傳統測量方(fāng)法很多,基本以圓度誤差檢測(cè)與誤差分離(lí)方法應用(yòng)最廣,隨著現代測量技(jì)術的發展已經相當完(wán)善。基於機器(qì)視覺(jiào)的測量方法,盡管精度相對(duì)較低,但是其非接觸測量,測量係統結構簡單,為部分研究人員所關注,並設計了一些機器視覺方法測量主軸回轉誤差的係統,通過在主軸上(shàng)設置(zhì)標誌點,實(shí)現(xiàn)離線的主軸回轉(zhuǎn)誤差測量。本文在此基礎上提出(chū)邊緣聚焦測(cè)量主軸跳動誤差,並且可以在線進行該誤差測量。
1、測量原理
主軸的跳動誤差從宏觀表象即是主(zhǔ)軸繞軸(zhóu)線轉動過(guò)程中存在(zài)一定的(de)跳動,該跳動可以從主軸邊緣的跳動觀察到。因(yīn)此隻(zhī)需要能觀察到邊緣跳動的數據,即可計算得到主(zhǔ)軸跳動的誤差。
機器視覺(jiào)是模擬人眼觀察外界場景的變化,主軸的跳動測量可以轉化為主軸邊緣圖(tú)像(xiàng)的測量(liàng),通過測定主軸在回轉(zhuǎn)過程中主軸邊緣位置的變化(huà)得到跳動誤差。
攝像(xiàng)機成像測量基本原理是針孔成像,即物像關係滿足高斯公式(1):
相機拍攝的(de)物距一般(bān)遠大(dà)於像距,因此往往成像要比實際物體小(xiǎo),為了獲得邊緣的高精度定(dìng)位,需要增加像距,則物距變短,對應的景深也會減小。經過(guò)測算,物距與像距相等時,景深值大約2 mm左右,所以在構(gòu)建(jiàn)測量係統(tǒng)時(shí),調整鏡頭與物像(xiàng)位置將比較困(kùn)難。
2、實驗係統構建
係統結構圖如圖 1 所示。
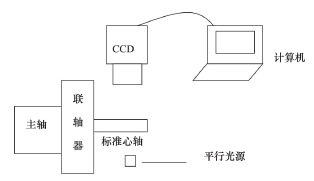
圖1 係統結構圖
實驗係統由機(jī)床,平行投影光源,麵陣CCD攝像機和帶數據處理軟件的計算機組成。CCD攝像機采用高速相機,能抓拍主軸旋轉時的清晰圖像;鏡頭(tóu)在標準50 mm鏡頭的基礎(chǔ)上增加增(zēng)距環,使得像距150mm,這樣使得CCD相機能成清晰的像時,物距也接近80 mm,物像放大率接近1。照明采(cǎi)用背光投影方式,可以保證主軸邊緣與(yǔ)背景有最大(dà)的對比(bǐ)度,便於實現(xiàn)邊緣的高精度定位。即使(shǐ)得相機與(yǔ)單色平行光源布置於標準心軸兩側,調節相機的位置和鏡頭(tóu)焦距,將成像共軛平麵調整至主軸(zhóu)最大直徑邊緣位置,拍攝主軸(zhóu)邊緣圖像如圖 2 所示。
圖2 主軸邊緣圖像
3、亞(yà)像素邊緣定位(wèi)
確定主軸跳動量,關鍵(jiàn)在於精確(què)定位主軸圖像(xiàng)邊緣的位置。確定目標圖像的邊緣位置時,亞像素定位算法能有效提高邊緣的定(dìng)位精度。采用背光投影法能提高圖像邊(biān)緣清(qīng)晰度,但是由於邊緣散色效應,邊緣圖像仍然是呈現灰階過渡帶(dài);並且成像過程中增加像距,相應的物距成倍減小,成像的景深也變得很小。僅成(chéng)像共軛平(píng)麵附近能成清晰像,景深範圍不超過2mm,當共軛平麵對準主軸邊(biān)緣(yuán)附近(jìn)時,遠離CCD區(qū)域將成模糊圖像,靠近CCD區域僅景深範圍內清晰,其(qí)他(tā)區域因離焦成模糊圖像。主軸邊緣圖像呈現直線特征,因此利用Hessian矩陣算法實(shí)現(xiàn)直線邊緣的亞像素定位,定位精度能達到0.2 pixel。周圍的一些(xiē)雜(zá)散點通過尺寸信息可以濾除,那麽亞像素邊緣(yuán)點經過直線擬合,得到主軸邊(biān)緣(yuán)投影的位置信息。
一(yī)幀圖像可以獲(huò)得主軸邊緣在某個時刻的(de)位置信息,連續拍(pāi)攝(shè)多幀圖像,這些圖像需要覆蓋(gài)主軸回轉的各個角度時的(de)姿(zī)態,計算主軸在各個角度時的位置信息。兩幀圖像之間主(zhǔ)軸邊緣的直線距離作為主軸跳(tiào)動。
4、相機參數標定
相機拍攝主軸輪廓位置,得到CCD上像素單位的長度數(shù)據,主軸的跳動值反應了像素數量的變化,實際跳動值與像素間距和(hé)成像放大率均有直接關(guān)係。由於測量係統僅(jǐn)針對主軸邊緣處測量,測量位置相對於相機幾乎不動,因此僅需要在被測量(liàng)平麵處(chù)放置一塊標定板(bǎn),讓相機拍攝(shè)幾幅圖(tú)像,通過標定板上的標準方格尺寸,換算對應的成像像素數量,從而計算CCD像麵象元間距對應水平和垂直方向物點的實際間距。
標(biāo)定板(bǎn)的方格尺寸為(wéi)1 mm×1 mm,精度1μm,拍攝(shè)圖像如圖3所示,棋盤(pán)格圖像中(zhōng)一個方格的圖像經過亞像素算法計算得到的尺寸為608.45 pixel×608.02pixel,鏡頭焦距50 mm,通(tōng)過增加增距環,像距大約150mm,對準物(wù)距大約80 mm左右,所以像麵上(shàng)兩個像元之間橫向(xiàng)與縱向距離對應棋盤格板位置的實際兩個物理點間距,對應分別是1.643μm和(hé)1.645μm。由於圖像邊緣定位算法的精(jīng)度約為0.4 pixel,於是該係統的邊緣定位(wèi)精度在0.6μm。
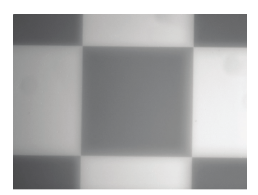
圖3 標定(dìng)板圖像
當標準心(xīn)軸圓度誤差(chà)極小時,測(cè)得值可以直接處理為回轉(zhuǎn)誤差,否(fǒu)則需要分離回轉誤差和圓(yuán)度誤差(chà)。由於檢測是(shì)標準心軸邊緣數據,其圓度誤(wù)差可忽略,可(kě)以認為測(cè)得數據的圓度誤差即(jí)為主軸跳動誤差。
5、實驗
選取數控車床作為(wéi)實驗平台,使用高速CCD傳感器采集主軸(zhóu)邊緣圖像,采集幀率30幀/s。以任意位置作為起始點,連續拍攝50幅主軸背光投影圖像。由於主軸以勻速(sù)轉動,所采集的圖像均以固定角度轉過,采(cǎi)集到的數(shù)據為均勻等角度分布在主(zhǔ)軸外徑上。被測(cè)量主軸直徑12 mm,設定主軸轉速50 r/min。
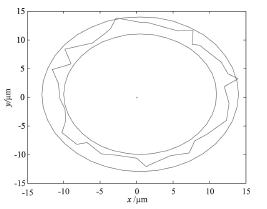
圖4 邊緣點軌跡
CCD連(lián)續拍攝主軸邊(biān)緣數據,將邊緣位移數據疊加到基準圓上形成的測量(liàng)圓數據。將50個(gè)主軸邊緣跳動數據(jù)導入標準圓上,如圖4所示,進行圓擬合和(hé)回轉(zhuǎn)誤差分離。為了更加清晰顯(xiǎn)示跳動值大小,標準圓直徑並非采用12 mm直徑(jìng),而是將跳(tiào)動值(zhí)按等角度添加到標準圓上。再用區域圓擬合法,其中內圓為最大外接圓,外圓(yuán)為最大內接圓,用最(zuì)小區域法評價圓度誤差,徑向跳動誤差接近3.251μm。
6、結語
本文提出一種機器視覺的(de)方法測量機床主軸徑向跳動誤差(chà)。利用CCD相機連續拍攝邊緣圖像,計算主軸跳動數據(jù),經(jīng)過誤差分離獲得徑向跳動誤差,由(yóu)於不需要安(ān)裝標準軸或者標準球,避免引入偏心誤(wù)差。且通過(guò)CCD傳感器獲(huò)取主軸回轉誤差,能實現遠距離非接觸測量,可以(yǐ)實現在線主軸徑向跳動誤差測量。為了獲得更準確跳動誤差,可以連續采集更多主軸回轉圖像參與(yǔ)跳動誤差(chà)評價(jià)。
投稿箱:
如果(guǒ)您有機床(chuáng)行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床(chuáng)行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業(yè)界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地(dì)區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新(xīn)能源汽車產(chǎn)量(liàng)數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削(xuē)機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基(jī)本型乘(chéng)用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中(zhōng)走絲線切割機床(chuáng)的(de)發展趨勢(shì)
- 國產數控係統和數控機床何去何從?
- 中國(guó)的(de)技術工人都去(qù)哪裏了?
- 機械老板做了十多年,為(wéi)何還是小作坊?
- 機械行(háng)業(yè)最新自殺性營銷,害人害己!不倒閉(bì)才
- 製造業大逃亡
- 智能時代,少談點智造,多談(tán)點製造
- 現實麵前,國人沉默。製造(zào)業的騰飛,要從(cóng)機床
- 一(yī)文搞懂數(shù)控車床加工刀具補(bǔ)償(cháng)功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳(chuán)統鑽削(xuē)與螺旋銑孔加工(gōng)工藝的區別