企業焦點新聞(wén)
公司產(chǎn)品分類
產品展示
激光同軸度檢測儀L-708

- 公司名稱:
- 發布日期:
- 所 在 地:
- 產品型號:
- 產品價格:
- 點擊次數:
- 上海貝丁漢工業自動化設備有限公司
- 2013-01-22 13:54:11.0
- 美國
- L-708
- 麵議
- 61
【詳細說明】
產品功(gōng)能
**需要有三(sān)個及以上的孔才能進行(háng)檢測(cè),除孔的寬度比較寬之外,目前該儀器還不能對兩個孔的同軸度進行檢查。
**激光同軸度檢測儀L-708用於各種軸承孔、船舶/汽車/火車(chē)的發動(dòng)機(jī)孔、船舶艉軸管、曲軸孔、凸輪孔(kǒng)、棒式車削中心的孔、鏜杆軸承孔、鋁罐製造(zào)機械的孔、汽輪機隔板(bǎn)、壓(yā)力機等的全孔、半孔、階(jiē)梯孔、球麵軸承(chéng)孔(kǒng)、特大孔等的同軸度檢測,及工件孔與(yǔ)主軸的對中校正(zhèng)。
產品描述
**激光同軸度檢測儀L-708用於各種軸承孔、船舶/汽車/火車(chē)的發動(dòng)機(jī)孔、船舶艉軸管、曲軸孔、凸輪孔(kǒng)、棒式車削中心的孔、鏜杆軸承孔、鋁罐製造(zào)機械的孔、汽輪機隔板(bǎn)、壓(yā)力機等的全孔、半孔、階(jiē)梯孔、球麵軸承(chéng)孔(kǒng)、特大孔等的同軸度檢測,及工件孔與(yǔ)主軸的對中校正(zhèng)。
**還能夠檢測各種通透管道的直(zhí)線度,如炮筒、擠壓(yā)成型機缸筒等。
**孔徑測量範圍90mm-1000mm,所有孔的長度範(fàn)圍(wéi)小於61m。
 |  |  |
| 孔(kǒng)與孔的同軸度 | 孔(kǒng)與軸的同(tóng)軸度 | 多(duō)個半孔的同軸度 |
 |  |
| 鉸鏈軸線孔(kǒng)及工裝上孔的同軸度 | 管道(dào)或缸筒的直線度 |
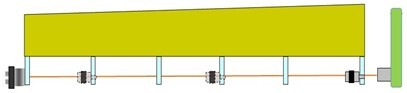
多孔激光同軸度檢測儀L-708/708LD廣泛應用(yòng)於(yú)各種孔的同軸度同心度對中檢測場合。使用L-708/L-708LD激(jī)光孔(kǒng)對中(zhōng)測量校準係統,對中過程快速簡單,安裝(zhuāng)過(guò)程僅需15-20分鍾,測量方法比其他傳統方法快三倍。這是由於校正過(guò)程中的數(shù)據實時傳輸,孔的對中(zhōng)狀況通過實時數據(jù)來進行(háng)調整,以滿足公差範(fàn)圍。安裝完成之後,隻要花5分鍾就可完成間隔300mm,孔長3m的(de)孔的直線度測量工作。L-708多孔激(jī)光同軸(zhóu)度檢測儀的(de)測量範圍為30.5m,L-708LD的測量範圍(wéi)為61m。
應用(yòng)領域
汽車、船舶和機車
* 曲柄軸和凸輪軸的孔對中
* 汽缸孔直線度(dù)測量
製造及冶金行業
* 鏜杆軸(zhóu)承的對中
* 部件深(shēn)孔直線度檢查
* 部件孔與主軸的對中
海洋船舶(bó)
* 推進係統軸承孔對中檢查
* 艉軸管的對中校正(zhèng)
發電廠
* 汽輪機與隔板孔的對中檢查
* 蒸(zhēng)汽機孔的對中校準
塑料行業
* 擠壓(yā)機筒的對中校準
* 擠壓機孔的(de)直線度和磨損情況檢查
航空航天
* 鉸鏈線球麵軸(zhóu)承孔的對(duì)中校準
產品特點
* 適用於絕大部分孔對中場合。
* 使用自定心適配器,安裝過程快速、簡(jiǎn)單。
* 從安裝到開始(shǐ)校準數據采集僅需20分鍾。
* 適用於對中的孔的直徑範圍是95mm-1m。
* 長度可調的測量(liàng)杆適用於更大的孔的測量。
* 測量杆設定器使適配器的自定(dìng)心精度能夠達到0.008mm。
* 讀數(shù)器實時顯示孔調整過程中的數值。
* 使用標準LED讀數器或無線傳(chuán)輸讀數器,最(zuì)大傳輸距離61m。
* L-708多孔激光同軸度檢測儀的測量範(fàn)圍(wéi)為30.5m,L-708LD的測量範圍為61m。
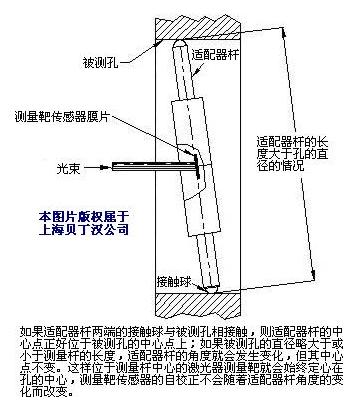
* 自定(dìng)心適配器-提高速(sù)度的關鍵—A-512測量靶(bǎ)和A-514適配器的使用,使得位置傳感(gǎn)器PSD在四(sì)個測量杆的腳之間軸向居中(zhōng),其中兩個(gè)腳軸向偏移於另(lìng)外兩個。這樣(yàng)就使得(dé)PSD位於適配器的支點上,而測量靶相對於激光的角度變化在不大(dà)於45°的情況下,適配器的中(zhōng)心點不會(huì)改變。要把測量靶和適配器安裝到孔(kǒng)裏,首先需要給他們安裝(zhuāng)一(yī)個平衡(héng)把手,然後將適配器向前推進頭部,這樣才可以放進孔裏(lǐ)。把手自身的重量使(shǐ)得測量靶末端的頭部(bù)向裏陷,這樣測量靶的(de)測量杆就固定在孔裏,適配器/測量(liàng)靶自動定心。
技術參數
重(chóng) 量 | 0.7kg |
電 源 | 9V外部電池(chí)包/AC電源適配器 |
居中度 | 激光同心度0.008mm,無需調整 |
角度調節 | 由兩個高精度俯仰調整扭來控製 |
分辨率 | 粗調0.05mm/m;細調(diào)0.0006mm/m |
角度調整範圍 | 粗(cū)調±1.0°(17.5mm/m) 細調±0.03°(0.6mm/m) |
測量距(jù)離 | L-708:30.5m L-708LD:61m |
光束直徑 | L-708:<6.4mm L-708LD:<9.6mm |
光束直線度 | 0.0008mm/m |
光束穩定性(xìng) | 0.004mm/小時/℃;0.01mm/m/小時/℃ |
激光類型 | 二極管激光<0.9mW |
激光波長 | 670nm |
材 質 | 鋁製法蘭,所有安裝麵為303不鏽鋼 |
A-512測量靶 | 安裝麵外徑:31.745mm;測量靶傳感器與外徑的同心度0.008mm,安裝(zhuāng)麵材質為303不鏽鋼(gāng)。 |
A-514A | 適用的孔(kǒng)直徑95mm-172mm |
A-514B | 適用的孔直徑(jìng)165mm-445mm |
A-514C | 適用的孔直徑432mm-1000mm |
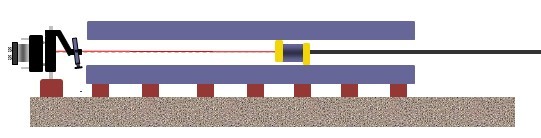
激光器的安裝
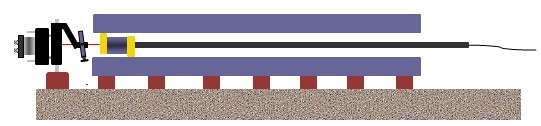
1.內(nèi)部安裝法.jpg)
該(gāi)方法的定心精度為0.015mm。把激光器和測(cè)量靶所使用的A-514自定心孔位適配器(qì)放在(zài)測量杆(gǎn)設定器上,調整測量杆到需(xū)要的孔(kǒng)的半徑。把L-708和A-512測量靶插入到它們的孔(kǒng)位適配器裏。組裝完成(chéng)後,把激(jī)光器和測量靶置入到兩個參考孔裏,在這兩個位置(zhì),它們自動定心。調整激光器上的調節裝置,使測量靶上的讀數為零,這樣就形成了(le)一條孔位中心線。然後移動測量靶(或使用更多的測量靶)到其它的孔裏,就可對孔位進行對中檢查。由於讀數器(qì)顯示(shì)的是實時數據,把測量靶作為動態指示器,就可對各(gè)種誤差(chà)進行調整。
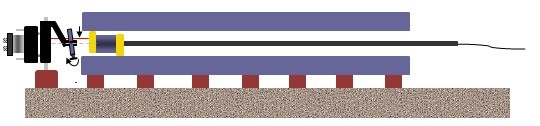
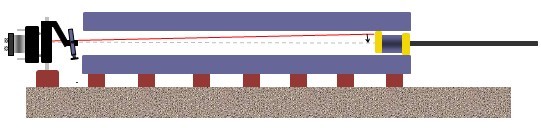
2.外部安裝法
如(rú)果對孔對中校準(非直線度測量)的精度要求更高,建議(yì)將激光器進行外部安裝。 這種安裝方法激光的定心精度為0.005mm。
這種安裝方法激光的定心精度為0.005mm。
這種安裝方法激光的定心精度為0.005mm。L-111激(jī)光(guāng)器支架帶有角位粗調裝置,而L-102光束(shù)平移器(qì)可以將光束上下左右移動而不改變其角度。L-708安裝在L-111上,接上L-102,然後把這個係(xì)統放置在靠近第(dì)一個參考孔的位(wèi)置。把A-512及(jí)A-514測量靶和適配器放在第一(yī)個(gè)孔裏,調整L-102使光束與測量靶對中。再把測(cè)量靶移動(dòng)到遠端的(de)參考孔裏,調整角度調節裝置(zhì),把光束調整到測量靶的中心。重複上述過程,直到測量靶在兩個位置(zhì)的讀數都為零。
操作方法
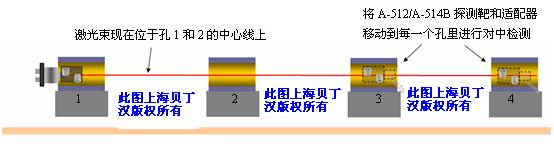
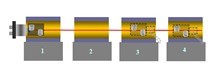
1.將L-708激光器安裝在A-514自居中孔用適配器裏,然(rán)後將(jiāng)它們(men)插入到第1個軸孔裏(最近的(de)孔)。
2.將A-512安裝在A-514自居(jū)中孔用適配器裏,然後將它們插入到第4個軸承孔裏(最遠的孔)。
3.由於A-514孔用適配器能夠將激光(guāng)器和探測靶的中心點分別自動居中在它們各自的孔的圓心位(wèi)置,因此隻需要對激光器(qì)的光束角度進行(háng)調整 ,就可將最近的孔和最遠的孔的圓(yuán)心連成一條直(zhí)線,這樣激(jī)光(guāng)束就穿過這兩個孔(kǒng)的圓心形成一個參(cān)考軸。
4.將A-512探(tàn)測靶連同(tóng)其適配(pèi)器一起移動到第(dì)2及其他各個軸承孔裏,R-1307顯示器(qì)就會顯示該孔圓心相對於參(cān)考軸(zhóu)的偏離情況(即(jí)所測孔(kǒng)的同軸度偏離情況),對該孔進行(háng)上下左右調整,直到顯示器讀數為零,這樣被調整(zhěng)的孔(kǒng)就與第1個與第4個孔的圓心同軸了(le)。
5.重複第(dì)4步(bù),直到所(suǒ)有的孔校(xiào)正完畢。
6.對於距離更長的軸承孔,可以將(jiāng)激光器移動到一(yī)個新的參考孔裏,然後對(duì)其進行中心(xīn)線校正(zhèng),就可測量其他的遠距離的孔(kǒng)了。
2.將A-512安裝在A-514自居(jū)中孔用適配器裏,然後將它們插入到第4個軸承孔裏(最遠的孔)。
3.由於A-514孔用適配器能夠將激光(guāng)器和探測靶的中心點分別自動居中在它們各自的孔的圓心位(wèi)置,因此隻需要對激光器(qì)的光束角度進行(háng)調整 ,就可將最近的孔和最遠的孔的圓(yuán)心連成一條直(zhí)線,這樣激(jī)光(guāng)束就穿過這兩個孔(kǒng)的圓心形成一個參(cān)考軸。
4.將A-512探(tàn)測靶連同(tóng)其適配(pèi)器一起移動到第(dì)2及其他各個軸承孔裏,R-1307顯示器(qì)就會顯示該孔圓心相對於參(cān)考軸(zhóu)的偏離情況(即(jí)所測孔(kǒng)的同軸度偏離情況),對該孔進行(háng)上下左右調整,直到顯示器讀數為零,這樣被調整(zhěng)的孔(kǒng)就與第1個與第4個孔的圓心同軸了(le)。
5.重複第(dì)4步(bù),直到所(suǒ)有的孔校(xiào)正完畢。
6.對於距離更長的軸承孔,可以將(jiāng)激光器移動到一(yī)個新的參考孔裏,然後對(duì)其進行中心(xīn)線校正(zhèng),就可測量其他的遠距離的孔(kǒng)了。
管道或缸(gāng)筒直線度測量方法
1.將激光器使(shǐ)用支架和光束(shù)平移器,外部安裝在管道或缸筒的一端;
2.將探測靶安(ān)裝在管道或缸筒內最(zuì)靠近激光器的位置,連接上顯示(shì)器;
3.調整光束平移器,直到顯示器上的讀(dú)數為零(líng);
4.將探測靶移動到管道或缸筒的(de)另一端(離激(jī)光器最(zuì)遠(yuǎn)),調整激光器上的角度千分尺,直到(dào)讀(dú)數為零;
5.重複上述3-4兩個步驟,直到探測靶在近端和遠端(duān)兩個位置的讀數都為零;
6.將探測靶移動到管道或缸筒(tǒng)內中間的其他位置(可以按照(zhào)一定的間(jiān)隔移動探(tàn)測靶),顯示器上(shàng)顯示的非零讀數就是被測位置的直線度偏差;
7.通過配套軟件,可以計算出管道或缸筒直線度的最佳擬(nǐ)合直線。
關鍵技術(專利)
--自(zì)動定心孔位適配器。用(yòng)戶無(wú)需為確定被測孔的圓心而進行複雜的(de)操作和安裝,僅需將(jiāng)測量靶及其(qí)適配(pèi)器放置(zhì)到被測孔裏(lǐ)即可確定(dìng)中心點,其工作(zuò)原理如下: