日本三菱重工龍門式五麵體加工(gōng)中心MVR係列(主軸齒輪箱傳動型(xíng))

- 公司名(míng)稱:
- 發布日(rì)期:
- 所(suǒ) 在(zài) 地:
- 產品型號:
- 產品價格(gé):
- 點擊次數:
- 梅薩德利希(xī)機床有限公司
- 2012-07-07 17:19:02.0
- 日本
- MVR25/30/35/40/4
- 5 GEAR DRIVE
- 麵議
- 109
【詳細說明】
梅(méi)薩德利希機床有限公司 MESARDRICH MACHINE TOOLS CO.,LIMITED |
聯係人:張(zhāng)經理 手機:18910165668 電話:010-56029380 傳真:010-56199040 E-mail:mesardrich@qq.com 北京(jīng)聯絡處:北京市通(tōng)州區物流基(jī)地興貿一街12號院2號樓(郵編:101102) |
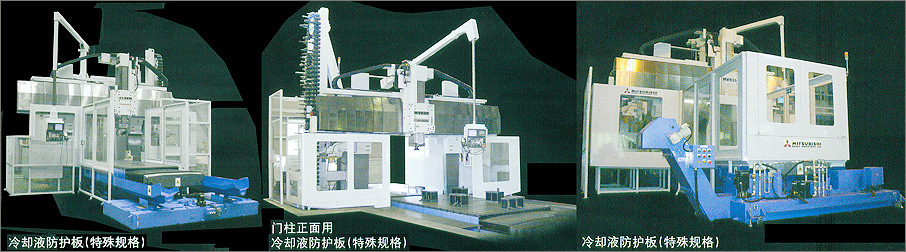
■名稱:日本三菱重工龍門五麵體加工中心 ■型號:MVR係列(主軸齒輪箱傳動型) 機床特(tè)點:強力主軸扭(niǔ)矩可達1747N·m,高(gāo)功率、高速度、豐富的產品係列、熱變位控製技術、編程簡便的(de)新(xīn)五麵加工(多麵)加工軟件、維護和管理(lǐ)的簡易(yì)化。 |
 |
機床規格表 |
 |
速度快且強勁有力(lì) |
“切削更強勁,使用更方便”升(shēng)級版新登場! 傳統的高精度 ●配備各種熱變位對策 ●定位精(jīng)度 →±0.005mm/1000mm(選配(pèi)-MP標尺反饋裝置) →±0.010mm/1000mm(標(biāo)配-脈衝編碼器反饋裝置) ●重複定位精度 →±0.0025mm(選配(pèi)-MP標尺反饋(kuì)裝置) →±0.0050mm(標配-脈衝編碼器反饋裝置) ●熱變位補償精(jīng)度 →±0.015mm/天(標(biāo)配-主軸、鞍座(zuò)的熱變位控製功能) 根據用戶(hù)需求設計的創新產品—三菱重工產品技(jì)術的傳承 ◎采用三菱重(chóng)工應用於航空、航天、發動機領域的尖端技術,突破傳統(tǒng)機床技術的束縛。 ◎根據新穎創意設計(jì)的龍門式五麵(miàn)加工(gōng)中心MVR25/MVR30/MVR35/MVR40/MVR45。 |
High Power強大功(gōng)率(lǜ) |
對於切削(xuē)加工信心十(shí)足。 ●完全滿足切削加工(gōng)要求。 ●如何才能實現強勁穩定的切削加工? ●下麵便是我們的回答: ●大功率主軸與(yǔ)支撐主軸的機床結構的絕佳結合(hé),確保了加工的穩定性。 ●作為龍門式五麵加工中心的生產廠家,也作為在(zài)很多生產現場進(jìn)行各種加工的用戶這兩個視點出發,不斷革新技術(shù)。 ●正是這樣,三菱才實現了強有力的切(qiē)削(xuē)。
●MVR GEAR DRIVE使用大直徑(jìng)刀具實現可靠切削的高效率加工 ■強力主軸 ◎主軸(zhóu)扭矩:為本公司傳統標準主軸機(jī)床的2.7倍,1747N·m(30分鍾額定) ◎主軸轉速:17~4000min-1 ◎主軸輸出功率:30kW(30分鍾額定)/22kW(連續額定) ◎對應大直徑刀具:可使用Ø200mm銑削(xuē)和Ø600mm鏜孔刀(dāo)具等,進行大切削深度的(de)可(kě)靠加工。
|
High Speed高(gāo)速加工 |
對於高速加工信心十足。 ●如何實現高速化以提(tí)高生產率,下麵是我們的回(huí)答: ●通過提高(gāo)ATC(自(zì)動換刀)和(hé)AAC(自(zì)動換附件頭)速度(dù),簡(jiǎn)化交換(huàn)動作,縮短了刀具(jù)的整體交換時間(jiān)。 ●另外采用與(yǔ)機械動作相配的最佳進給機構,徹底實(shí)現高速化,因而可把握生產現場“實(shí)時”狀況,機械性能高。 ●正是這(zhè)樣,三菱才實現了高速加工。
實現了高速快捷(jié)的機械動作! ●采用高速ATC 標準配備(bèi)對(duì)應立式、臥式兩主軸的ATC,刀(dāo)到刀(dāo):5±1秒;切屑到切(qiē)屑:30秒(MVR25、MVR30平均值加工領域內的移動量Y=1500mm Z=350mm)。
●AAC的動作(zuò)高速化 交換(huàn)時間(jiān):附件頭到附件頭:30±5秒 收容直角頭和護板後,通過(guò)數控(kòng)自動交換。 刀庫(kù)采用橫梁伴(bàn)隨(suí)方式,通過使用液壓氣缸的旋轉機構以及主軸移動中的同時動作,縮短刀具交換時(shí)間。
●高速快給 采用可最大限度發揮機械性能的移動方式 X,Y軸:30m/min(MVR25,MVR30);22m/min(MVR35,MVR40);20m/min(MVR45) Z軸:10m/min W軸:4.8m/min X,Y,W軸:為了(le)增(zēng)加支承剛性、提高運動精度和(hé)定位精度(dù),采用了高剛性的線性滾珠(zhū)導軌。 Z軸:為了消除自重的負載作(zuò)用,采用了自動間隙給油(yóu)式滑動(dòng)導向麵方式。 |
滿足多種加工要求的各種附件 |
  |
User Friendly用戶(hù)滿意→使用更方便 |
以操作便捷(jié)為重點的(de)設計(jì) ●編程簡便的新五麵加工(多(duō)麵)加工軟件 本五麵加工軟(ruǎn)件能自動完成(chéng)在護板及附件頭(tóu)的交換和分度時(shí)主軸端坐標值的移動以及移動坐標軸的名稱變更等繁瑣的操作。編程員可用與通常編程相同的方法,將各加工(gōng)麵作為XY平麵,方便地編製出側麵加工用數控程序。可以以相隔90度(dù)的四個側麵為(wéi)基準,加工1度間隔(gé)的(de)任意側麵。 另外,由於本軟件由數控三(sān)維(wéi)坐標變換功能和用戶宏指令功能(néng)構成,因此不需(xū)要特別的自動編程裝置。 >編程(chéng)時,在所有加工麵上(shàng),都可把刀具軸向作為Z軸、水平方向作為X軸、垂直方向作為(wéi)Y軸。 >編(biān)程時需考慮刀具的長度。(可使用刀具補償)
以客戶維護簡便為重點的設計 ●維護和管理的簡易(yì)化 潤滑裝置(zhì)、空氣閥設備、機械的排放油回收裝置等都接近機械操作部位、集中配(pèi)置於右立柱側麵,使給油作業、廢油處理、裝置(zhì)維護作業等保養(yǎng)管理變得簡單易行。
●切屑處理的簡易化 標準配備簡(jiǎn)易防濺板、螺旋傳送帶等裝置,可(kě)將切屑堆積於機床前方,方便了切屑處(chù)理。 此外,ATC在運作(zuò)時,也提供通過自動開閉,從而簡單有效地防止切削粉飛散的機型。 注①與傳統機(jī)型一樣,備有正規的冷(lěng)卻液導槽可供選用。 注②對於鋁加工較多的用戶,為防止(zhǐ)切屑進入冷卻液箱,建議選(xuǎn)用與螺旋輸送機相垂直的(de)鉸鏈傳送帶(選購件(jiàn))。若選用垂直的鉸鏈傳送帶,冷卻液箱需設置在比地麵低一層的坑(kēng)內。
|
關鍵字:動柱動梁式5軸高速龍門加工中心,動柱式5軸銑車複合加工中心,動梁式龍門五麵體加工中(zhōng)心,刨台式鏜銑床加工(gōng)中心,大型數控落(luò)地鏜銑加工中心,鏜銑(xǐ)床,臥式鏜銑床,數控鏜銑床,數控臥式鏜銑床,CNC大(dà)型加工中心,臥式加工中心,數控加工中心,立式加工中心,龍門加工中心,數(shù)控臥式鏜銑加工中心(xīn),龍門銑(xǐ),雙麵鏜銑床,龍門(mén)銑床,端麵鏜(táng)銑床,數控龍門銑,落(luò)地(dì)鏜銑床,數控落地鏜銑(xǐ)床,數(shù)控(kòng)龍門鏜銑床,數(shù)控銑床,龍門鏜銑床,立式鏜銑床,龍門五麵體數控加工中心,龍門數控五(wǔ)麵體加工機,龍門數控五麵體,龍門鏜銑加工(gōng)中心,高速加工中心,CNC數控立式臥式鏜銑床,立(lì)臥(wò)複合,五軸聯動加工中心,車銑(xǐ)複合加工中心,柔(róu)性加工單元,意大(dà)利高精度捷克(kè)飛馬特Fermat,德國瑪(mǎ)泰克matec,意(yì)大利菲迪亞FIDIA,日本三菱(líng)重工MVR係列,日本東芝TOSHIBA,森精(jīng)機,倉(cāng)甫,鬆穎,大(dà)畏隈,MCW,MP,MPH,MPF,MPC,MPE,MCR,OKUMA,新日(rì)本工機SNK,RB,日本(běn)吉良,法國裏內,瑞士百超鈑金加(jiā)工機,高鋒,台灣遠(yuǎn)東機械,喬威進,喬福,台灣高明,達佛羅,亞威葳,崴威力,永進,立(lì)偉,友嘉,喬(qiáo)峰,台群,藍寶蒂,麥考夫,落地式,刨台式,數控精密銑(xǐ)床(chuáng),鑽銑中心,高剛(gāng)性加工中心,車銑中心,綜合加工中心,模具加工,鑽中心孔機床,鑄造機床,組合機床 |