


汽車(chē)輪轂潔淨加工生產線設計
2023-5-22 來源:青島理工大學 作者: 李長河 陳民凱
摘要:針對汽車輪轂生產(chǎn)線自動化程(chéng)度低、工作環(huán)境差和加工(gōng)精度(dù)要求高的現狀,設計了一(yī)條汽車輪轂潔淨加工生產線。該生(shēng)產線對輪轂的機加工工藝進行規(guī)劃,采用間隙配合的方式設計料架,並通過拆分裝(zhuāng)置和運輸裝置對輪轂進行運輸 ; 夾具運(yùn)用心軸定位的原理,通過連杆機構帶(dài)動定位件實現自定位,使用曲柄滑塊機(jī)構實現夾緊,增強輪轂在(zài)機床上加(jiā)工的定位精度和夾緊可靠性 ; 采(cǎi)用微量潤滑的潤滑方(fāng)式實(shí)現機械加工過程中的環保節能 ; 通過 RobotStodio 對具(jù)有雙夾緊工位的上下(xià)料(liào)機械(xiè)手進行軌跡規(guī)劃。該生(shēng)產線通過智能管理係統合理規劃和(hé)優化輪轂生產線(xiàn),為實際(jì)生產提供(gòng)依據和借鑒。
關(guān)鍵詞 : 汽車輪轂 ; 生產線 ; 自動(dòng)化 ; 設計新(xīn)能源汽車 ; 電(diàn)驅動橋 ; 齒輪 ; 軸(zhóu)承(chéng) ; 設計
1. 序(xù)言
綠色發展是國際大(dà)趨勢(shì)。當前(qián)環境(jìng)和資源問題成為(wéi)人類的共同挑(tiāo)戰,針對如何(hé)實現可持續性發展已(yǐ)達成共識,綠色製造無疑是工業升級(jí)轉型的必經之路。發展綠色製造技術,有利於緩解(jiě)當前環境資源約束問題,有利於(yú)新經濟(jì)增長點快速培育,而且對加速經(jīng)濟發展方式轉變、推動工業(yè)轉型升級、新舊動(dòng)能轉化(huà)及提升製造業國際競爭力具有深遠曆史意義。
我國汽車行業不斷地(dì)發展,國內汽車的銷量數次刷新全球記錄,一直位(wèi)於世界第一的銷(xiāo)量水平。但在我國汽車行業迅速發(fā)展的同時,汽車輪轂傳(chuán)統生產線在加工過程(chéng)中大量使用礦物油切削液,造成了資源浪費、環境汙(wū)染和危害操作人員健康等問題。據調查,一家(jiā)中小型汽車輪轂生產廠家每年消耗的潤滑液高達 65 萬(wàn) t,用於潤滑液采購、廢液處(chù)理等方(fāng)麵造價高達 300 餘萬元,且存在工作環境出現髒(zāng)、亂、差等問題。因此,在改造生產線實現自動化的同時,必須保證汽(qì)車輪轂的潔(jié)淨生產,使潔淨生產與自動化生產完美結合是未來生產的(de)必由之(zhī)路。
隨著國際(jì)社會對綠色製造的支(zhī)持,綠色冷卻潤滑(huá)方式也(yě)得到了發展,幹式加工在機械加(jiā)工中的成(chéng)功應用為綠色加工開啟了新的道路,但由於缺少切削液的直接潤滑,導致想要達到與澆注式(shì)潤(rùn)滑(huá)相同的加工質量就必須保證(zhèng)刀具的韌性(xìng)、硬度和耐磨性,這使得幹式加工受到刀具限製(zhì),且加工過程中(zhōng)由於沒有介質參與,排屑和換熱性能不足,不可避免(miǎn)地造成工件表麵出(chū)現燒傷情況。
隨著學者們的深入研究,提出了低溫冷卻技術。低溫冷卻(què)技(jì)術是將低溫氣(qì)體介質(zhì)噴射到切削(xuē)區對切削區進行降溫,起到冷卻作用,達到加工要求。學者們進行大量試驗探(tàn)究低溫冷卻技術在車削、銑削等多種(zhǒng)加工形式中的(de)冷卻效果(guǒ)。試驗表明(míng),低溫冷卻潤滑得到的工(gōng)件質量、刀具壽命和潤滑性能均優於幹式切削,但與澆注式潤滑相比,成本相差無幾,且可能導致加工過程中(zhōng)氧氣含量降低(dī)引起工人窒息(xī),與綠色發展、保證人體健康衝突(tū),需進一步發展研究。繼幹式切削之後,提出了介(jiè)於澆注式切削與幹(gàn)式切削的微量潤滑技術,最(zuì)小限度地使用切削液,保證加工質量。微量潤(rùn)滑技術是在高壓氣體中加入微量潤(rùn)滑油,借助高壓氣流,將微量潤滑油(yóu)霧化後注入高速切削區,進行冷卻潤滑和切屑排出(chū)。微量潤滑油采用具有極好的生物(wù)降(jiàng)解性能的植(zhí)物油作(zuò)為基礎油,極大地改善了工作環境,降低(dī)了對環(huán)境的汙(wū)染,保(bǎo)證(zhèng)了工件加工質量。將靜(jìng)電場等多能場耦合到(dào)加工過程中會起到更好的潤滑效果(guǒ)。因此,將微量潤滑結合到生產(chǎn)線之中已成為必然選擇。
由於傳統生(shēng)產線存在自動化不足的問題,而自動化不足也限製了潤滑工況的(de)改善,無法達(dá)到微量潤滑與生產(chǎn)要素同步的要求,因此需對生產線(xiàn)整體進行改進。隨著汽(qì)車銷量的(de)增長,對輪轂的生產效率提出了進一步(bù)要求,增強生產線智(zhì)能化也是行業發展(zhǎn)的必然選擇。而汽車輪轂作為汽車的重要零部件,其精度、圓度和同(tóng)軸度對汽車使用壽(shòu)命、行車穩定性和駕駛員的安全有著重(chóng)大影響(xiǎng)。因此,生產線智能化(huà)的改造(zào)不僅需要提高生產效率,而且需要保證輪轂(gū)生產(chǎn)的質量。但我(wǒ)國輪轂生產廠家規模不一,輪轂機加工大部分依舊采用人工配合(hé)機(jī)床加工完成生產,大量使用人力,造成生產效率低、成本高、產品性能不穩定,極大製約了輪轂行業的發展。部分生產廠家試進行智(zhì)能(néng)自動(dòng)化生產線改造,但國內企業缺乏自己的核心技術,智能生產(chǎn)線(xiàn)成本較高,使得生產廠家(jiā)無力更新設備(bèi)。
麵對輪轂生產的需(xū)要,我國開始著手(shǒu)組建汽車輪轂的自動化(huà)加工生產(chǎn)線。汽車輪轂加工的柔性自動化生(shēng)產(chǎn)線需實現多規格、多尺寸和變批量的輪轂生產,滿足(zú)輪轂上(shàng)下料、粗加工、半精加(jiā)工、精(jīng)加工及(jí)鑽孔等方(fāng)麵的加工自動化流水作業。由於輪轂加工的多樣性,眾多學者對輪(lún)轂加工過程進行了研究。傳統的輪轂加工需更換不同(tóng)工裝設備來完成不同類型輪轂的加工,降低了生產效率,增加了成本,麵對輪轂多規格、多尺寸的生產模式,對輪轂夾具進行改進是自動化柔性生產加工的大勢所趨,劉德偉對輪轂柔性夾具進行了設計與分析,通過旋轉機構帶動連杆實現不同半徑輪轂的夾緊,並對夾具進行夾緊力和定位誤差分析(xī)。梁盈富等對汽車輪(lún)轂生產線中智能製造係統(tǒng)總體(tǐ)框架進行了(le)設計,將 MES 係統和(hé) PLC 技術與(yǔ)機床機器人相結合。輪轂自動(dòng)化柔性生產線從柔性加(jiā)工的夾具,到(dào)加工過(guò)程中的檢測,再到整條生產線與物聯網結合,其智能(néng)化已經得(dé)到長足(zú)的(de)發展。
綜上(shàng)所述(shù),生產線(xiàn)設計應解(jiě)決以下問題 : ①輪轂的種類繁多,規格尺(chǐ)寸不同,往往需要不同的加工設備來完成生產。②加工(gōng)單元采用島式布局,各單元之(zhī)間加工連續性不足。③澆注式潤滑工況在加工過(guò)程中飛濺的潤(rùn)滑液會汙染環(huán)境,影響工人健康(kāng)。④上下料采用人(rén)工(gōng),使得成本增加、效率下降。汽車市場(chǎng)對輪轂的需求量巨(jù)大,以上問題亟待解決。因此設計了汽車輪轂(gū)潔淨加工生產線,實現輪轂的(de)上下料、機加工的自(zì)動化作業,並加裝(zhuāng)微量潤滑裝置來(lái)解決汙染問題。
2. 生產線整體方案設計
2.1 工藝優化設計
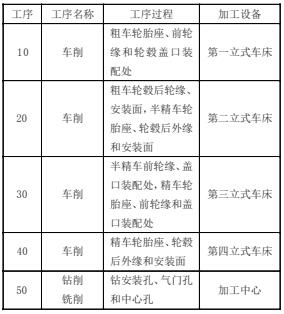
汽車輪轂加工的柔性自動化(huà)生產線需實現多(duō)規格(gé)、多(duō)尺寸和變批量的輪轂生產,滿足輪轂的上下料、粗加(jiā)工、半(bàn)精(jīng)加工、精加工及鑽孔(kǒng)等方麵加工的自動化流(liú)水作業。將輪轂機(jī)加(jiā)工分為 5道工序,其(qí)規程設計見表 1,汽車輪轂加工需進行粗車、半精車和精車加工,將車削分為4道工序,鑽孔在加工中心上進(jìn)行,作為一道(dào)工序。
表 1 輪轂加工工藝規程設(shè)計
2.2 生產線整(zhěng)體布局(jú)
從工藝流(liú)程出發,對(duì)上下料裝置、機(jī)床夾具和(hé)生產(chǎn)工況進行(háng)整體(tǐ)設計,設計出的輪轂潔淨生產線如圖 1 所(suǒ)示(shì)。由 4 台立式車床和 1 台加工中心完成輪轂 5 道工序的加工,5 台(tái)機床成兩排布局,通過 3 台上下料機械手完成機床與輥道、輥道與(yǔ)輥道(dào)之間的物料傳輸。5 台(tái)機床和 3 台機械(xiè)手組成一個加工單(dān)元,車間(jiān)可布置多個加工單元,通過上料裝置進行統一上料。國內現有輪轂(gū)加工生產線(xiàn)多為人工搬運上料,既降低(dī)了生產效率,
又增加了生產成本,因此采用設計出的自動化上料裝置(zhì),實現生產線(xiàn)的自動上料。

圖 1 汽車輪轂(gū)潔淨生產線(xiàn)
1—拆分(fèn)裝置 2—第一輥道 3—料架 4—輪轂定位裝置 5—輪轂 6—上下料機器人(rén) 7—出料輥(gǔn)道 8—機床 9—夾具 10—微量潤滑裝置 11—輪轂搬運機械手
3. 產線主要部分設計
3.1 夾具(jù)柔性設計
隨著汽車行業的發展,輪轂呈現出多樣(yàng)化的特(tè)征(zhēng),而現有夾具柔性化程(chéng)度不足,加工(gōng)不同規(guī)格的輪轂需更換夾具,嚴重製約了輪轂的自動化生產。為解決該問題,學者對現(xiàn)有輪轂夾具進行了柔性設計與分析,但與生產線的(de)聯係不(bú)夠密(mì)切。
為適應自動化生產線的需求,設計了一款自動化(huà)輪(lún)轂夾具,其結構如圖 2 所(suǒ)示。為解決(jué)重複定位精度問題,設置有自定位裝置提高定位精度 ; 為滿(mǎn)足輪轂多尺寸(cùn)柔性加工(gōng),夾緊爪收緊方式通過曲柄(bǐng)滑塊機(jī)構實現,活動平台可(kě)進(jìn)行軸(zhóu)向調節(jiē)。
自定位裝置(zhì)包括 3 個定位塊、連杆、連接(jiē)架和上下兩部分組成的軌道架(jià)。夾緊(jǐn)部分包括固定(dìng)平台、活動平(píng)台和由(yóu)連杆機構連接的夾緊爪。
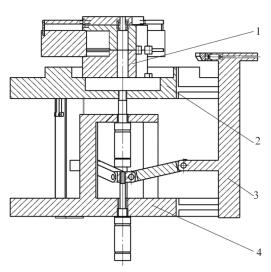
圖 2 夾具結構
1—自定位裝置 2—活動平台 3—夾緊爪 4—固定平(píng)台
自定位裝置實現夾(jiá)緊前的定位,為夾緊提高更好的(de)定位精度,有利於減小重複定位誤差。以輪轂底平(píng)麵為主要定位基準麵,活(huó)動平台限製輪轂 X、Y 軸轉動和 Z 軸移動,在氣缸的驅(qū)動下,通過連杆機構帶動 3 個定位塊同時向外運動,限製(zhì)輪轂的 X、Y 軸轉動,實現對輪轂的自定位 ;固定平台與機床相(xiàng)連接,夾緊(jǐn)爪的移動由第一氣缸控製,第一氣缸通過曲柄滑塊(kuài)機(jī)構將垂直的驅動力轉換成(chéng)水平的徑向力,夾緊爪在徑向力的作用下沿固定平台徑向移動,對輪轂進行徑(jìng)向夾緊 ;第二氣缸帶動(dòng)活動平台在 Z 軸移動,配合夾緊爪對輪轂進行軸向夾緊。
在加工時,夾緊(jǐn)力既要保證(zhèng)不破壞工件,又要保證加工的正常進行。最(zuì)小夾緊力為保(bǎo)證加工過程中汽車輪轂不因(yīn)切削力發生位移偏轉的夾緊力。氣缸需對夾緊爪(zhǎo)提供一(yī)個最小夾緊力保證加工的正常運(yùn)行。加工(gōng)時,夾(jiá)緊爪與輪(lún)轂發生(shēng)位置偏(piān)移,對(duì)輪轂產生的摩擦力,摩擦(cā)力與力偶相對,從而達到靜力平衡,靜力平衡條件為
式中,M為主切削力作用在輪轂上產(chǎn)生的力偶(N ·m);f2 為摩擦力(kN);d 為摩擦力作(zuò)用點到輪轂內孔(kǒng)中心的距離(mm)。
夾緊時的摩擦力是由單個(gè)夾緊力產生,刀具與輪轂接觸產生的主切削力作用在輪轂上,形成力偶
式中(zhōng),μ 為定位爪下表(biǎo)麵與輪轂凸(tū)緣表麵間的摩擦係數 ;F2 為單個拉臂給的夾緊力(lì)(kN);Fz 為主切削力(kN);R2 為輪轂半徑(mm)。
設定機床加工鋁(lǚ)合金輪轂時的參數 : 轉速2500r/min,切削深度 4mm,工件直徑 580mm,進給量 0.5mm/r,切削長度為(wéi) 400mm。計算切削速度
3.2 微量潤滑裝置
在《中國製造 2025》中提出了推動製(zhì)造(zào)業朝智能、綠色(sè)、高端等創新(xīn)驅動方向發展。綠色加工是國(guó)際大趨勢,在這種(zhǒng)國際大趨勢的推動下,輪轂生產線從澆注式轉變為微量潤滑式的加工工(gōng)況成為必然。傳統的(de)澆注式潤滑使用大(dà)量的礦物油切削液,汙染(rǎn)環境、危害工人的健康且(qiě)切削液的使用和處理費用昂貴,而微量潤滑使用的切削液為植(zhí)物油基切削液,具有良好的降解能力。微量潤滑從澆注式的 60L/h 降至(zhì) 30~00mL/h,不僅減少了浪(làng)費,而且加工效果有所上升。
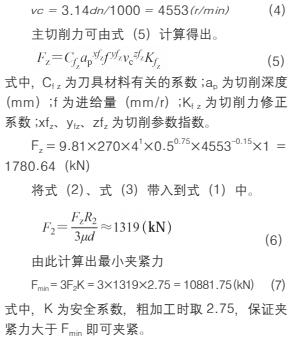
對生產線進行微量潤滑裝置的改造成為(wéi)必然選擇,微量潤滑裝置結構如圖(tú) 3 所示,其懸掛式安裝在機(jī)床上,為輪轂加工提供微量潤滑工況。用(yòng)微量潤滑裝置代替原有的澆注(zhù)式潤滑裝置,並根據機床加工的主軸(zhóu)轉速對微(wēi)量(liàng)潤滑裝置的注油量進行調整,這(zhè)樣既增強了潤滑效果,又降低了成本和汙染。
圖 3 微量潤滑裝置結構
1—油(yóu)氣混合裝置 2—油泵(bèng) 3—油箱 4—氣泵 5—氣體過濾(lǜ)器(qì)
3.3 上下料機器人軌跡規劃與效率(lǜ)
上下料機器人負責各個加工機床之間及機床與(yǔ)輥道之間的物(wù)料傳輸,對生產線(xiàn)的加工效率有很大的(de)影響。機器人結構如圖 4 所示,包括現有機械臂和機械(xiè)手,機械手具有兩個抓(zhuā)取輪轂的位置,通過機械臂轉動配合完成具有連續性的上下料,從而節約時間,提高加工效率。
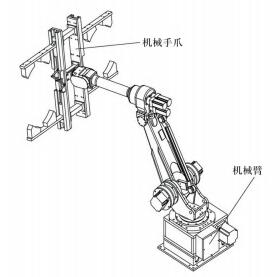
圖 4 上(shàng)下料機器人結構
輪轂機械手搬運軌跡複雜,為避免(miǎn)機床與上下(xià)料機械手發生碰撞,對機械手進行軌跡規劃尤為重(chóng)要。以第一立式機(jī)床和第二立式機床之間的物料(liào)搬運為例,上(shàng)下料機(jī)器(qì)人需示教的點為(wéi) 9個——1 個 pHome 點、1 個過渡點(diǎn)、3 個避障點、1 個定位裝置抓取點、1 個機床抓取點和 2 個機床放置點。機械臂通過偏移指令完成(chéng) 3 個避障點之間的搬運,具體如圖 5 所(suǒ)示。上(shàng)下料流程(chéng)在階段 1~ 階段 6 之間循(xún)環,其中 pHome 點、過渡點(diǎn)和避障點之間采用關節插補運動,以空(kōng)載最大(dà)運行速度 v 空載 max 和滿載最大(dà)運行速度 v 滿載 max 運行 ; 避障點和抓取點、放置(zhì)點之間(jiān)采(cǎi)用直線(xiàn)插(chā)補運動,以空載最小運行速度 v 空載 min 和滿載最小運行速度 v 滿載 min 運行(háng)。
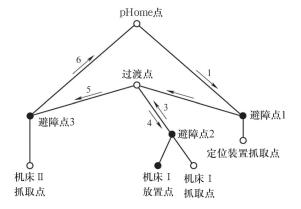
圖 5 機器人手部 TCP 軌跡規劃
通(tōng)過 Robotstodio 進行仿真,行動(dòng)軌跡表明上下料機器人可以達到預期(qī)運行效果,以機器人(rén)代替人工搬(bān)運,提高了工作效率。通過 TCP 軌跡跟(gēn)蹤(zōng),可判斷是否產生碰撞和(hé)幹涉,節省實際調試時間避免意外。軟件(jiàn)運行後,輪轂在輥道和各個機床之(zhī)間平(píng)均搬運時間為 27s,而在傳統(tǒng)車間中,輪轂和機床間的上下料通過人工完成,平均搬運(yùn)時間約為 33s,上下料效率提高了
4. 結束語
根據我國對輪轂(gū)生產的重大需求,針對自動化輪轂生產線組建的迫切要求,設計了汽車(chē)輪轂潔淨加工生產線。通(tōng)過對輪(lún)轂生產的加工工藝進行規劃,對輪轂生產線進行(háng)整體設計,將各個生產單元通過上料裝置實現並聯 ; 對輪轂夾具進行設計,實現對(duì)輪轂的自定位和柔性夾緊(jǐn),並提高了重複定位精度,為輪轂加工提供保障 ; 對加工機床進行改(gǎi)進(jìn),安裝微量(liàng)潤滑裝置,可根據機床不同的轉速,對機床進行不同的供液,既可保證加工的精度(dù)與質(zhì)量,又能減少資(zī)源浪費。設計方案通過虛擬仿真(zhēn),對係統運行軌跡做(zuò)出(chū)規劃,模擬輪轂自動(dòng)化生產過程,提高工作(zuò)效率(lǜ),為實際(jì)生產提供理(lǐ)論依據,實現輪轂潔淨自動化加工。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區(qū)金屬切削機床(chuáng)產量(liàng)數據
- 2024年11月 軸承出口情(qíng)況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切(qiē)削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新(xīn)能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據(jù)
博文選萃
| 更多