


一種臥式加工中心輔助換刀係(xì)統設計(jì)
2022-10-21 來源: 科德數控股份有限公司沈陽分公司 作者: 張傳思
摘要:臥式加工中心廣泛應用於箱體類、多麵體類零件的加工,而刀庫是臥式(shì)加工中心重要的(de)功能部件之一,能大大節省輔助時間,提升加(jiā)工效率。目前,自動換刀係統主要由鏈式刀庫與換刀機械手(shǒu),盤式刀庫與換刀(dāo)機械手組成,而刀(dāo)庫所裝刀長有(yǒu)一定限製,比如 HSK-100A 刀庫能容最大刀長為 500mm,超過此長度(dù)無法裝入。因此,設計一(yī)種輔(fǔ)助換刀係統,專門用於裝載超長、超大刀具,用於特深特征的加工,對提升加工中心的(de)加(jiā)工效率具有重要的意義。
1. 臥式加(jiā)工中(zhōng)心常用換刀係統
臥式加工中心主要由(yóu)床(chuáng)身部、立柱部、滑鞍(ān)部、主軸部、工作台(tái)部、交換站部、自動(dòng)換(huàn)刀係(xì)統組成,如圖 1 所示(shì)。
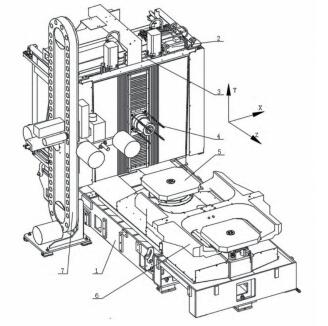
1. 床身部(bù) 2.立柱部 3. 滑鞍部 4.主軸部 5. 工作台部 6.交換(huàn)站部 7.自動換刀係統
圖 1 臥式加工中心結構示(shì)意圖
而自動換刀係統通常(cháng)由刀庫與換刀機械手組成,如(rú)圖 2 為鏈式刀庫的自動換刀係統,圖 3 所示為盤式(shì)刀庫的自動(dòng)換刀(dāo)係統(tǒng)。
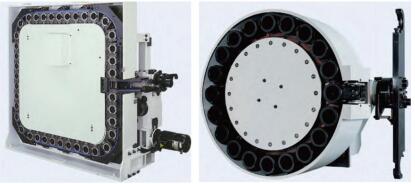
圖 2 鏈式刀(dāo)庫自動換刀係統 圖 3 盤(pán)式刀庫自動(dòng)換刀係統
兩種自動換刀係統都由刀庫與凸輪機械(xiè)手組成,其中鏈(liàn)式刀庫容量大,通常為 40 把、60 把、120 把,甚至更多。而盤式刀庫存量不大,通常不超過 20 把。而該兩種常用的結構型式,所裝刀(dāo)具長度(dù)都有一定限製(zhì),對(duì)於加工特殊特征的超長刀具無法裝(zhuāng)入。因此,通常需要額外的機構(gòu)實現對特(tè)殊(shū)刀具的儲存,有(yǒu)的將特殊刀(dāo)具放入加(jiā)工區的(如圖(tú) 4 所(suǒ)示),但放在加工區切削液及鐵屑容易(yì)進入,所裝刀具數量有限,且影響一定的加工範圍。本文針對超長(zhǎng)刀具(jù),設計了一種置於
加工區外(wài)側的(de)輔助換刀係統,用於深(shēn)孔的(de)鏜削與鑽削。

圖 4 特殊刀具置於工作區(qū)示意圖
2. 輔助換刀係統結構設計
由(yóu)於機床的(de)主軸 Z 向不能運動,且換刀位在工作區(qū)中,同時又不(bú)能影響已(yǐ)有的自動換(huàn)刀係統的工作空間,因此設計了一種 3 自由度的輔助換刀係統,放置於機(jī)床工作(zuò)區外,固定到床身側麵,此輔助換刀係統可以沿著 X 向(xiàng)、Y 向(xiàng)、Z 向運動,
如圖 5 所示。
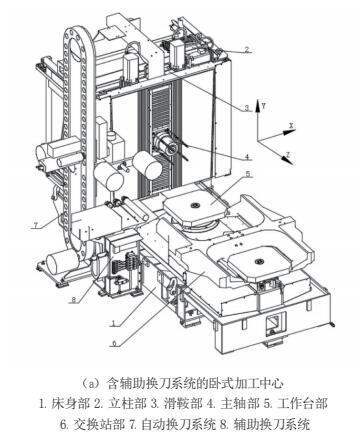
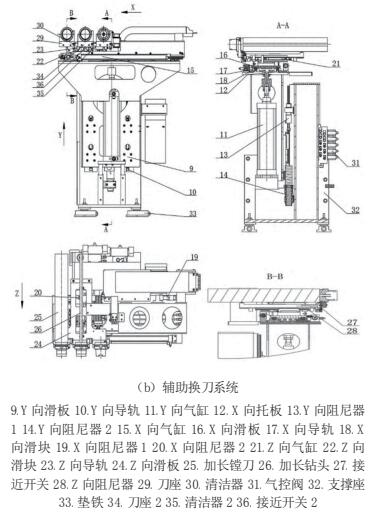
圖 5
輔助換刀係統主(zhǔ)要由送刀(dāo)機構、驅動裝置、檢測裝置、刀柄清潔裝置組成。
(1)送刀機構送刀機構由 X、Y、Z 向三個運動軸組成,其中 X 向行程左右運動為 620mm,由工作區外將刀具送(sòng)到工(gōng)作(zuò)區內。Y 向(xiàng)行程上下運動為300mm,將刀具升到 Y 向換刀位置或降到待刀位置。Z 向行程前(qián)後運動為 105mm(至少應大(dà)於對應刀柄長度(dù)),完成刀具的插入與拔出主軸錐孔。X 向與(yǔ) Z 向(xiàng)相對運動距離(lí)較長,如采用導軌固(gù)定,通過滑塊運動帶移動部件運動,必須將滑塊固定在移動部件的末端,而使運動(dòng)部件的重心在滑塊的前端,這樣就(jiù)造(zào)成(chéng)移動部(bù)件運行不穩,
影響定(dìng)位精度(dù)。因此,采用滑塊固定(dìng)在滑板上,導(dǎo)軌與移動部件固定的方式(shì)實現運動部件的移動,保證(zhèng)了(le)運動部件的穩定運行及定位精度。
(2)驅動裝(zhuāng)置。由於移動部件重量較輕,且每個軸都有固定的(de)準停(tíng)位置,因此,此輔助換刀係統采用了氣缸(gāng)驅動實現各軸的運動,氣缸內部兩端行程增加緩衝裝置,外部兩端行程末端增加磁感應開關,提供到位反饋信號。管路上增加(jiā)節(jiē)流閥,方便對氣缸運動速度的調節。采用雙控電(diàn)磁閥實現氣缸的伸縮切換。
(3)檢測裝置。該輔助換刀(dāo)係(xì)統的(de)檢測裝置(zhì)主要有行(háng)程到位檢測開關、刀具有無檢測開關。行程到位檢測開(kāi)關即(jí)為安裝於氣缸(gāng)外部(bù)的,用於(yú)檢測內部活塞位置的(de)磁感應開關。刀具有無檢(jiǎn)測開關即為安裝於刀座上的,用於檢測刀柄的接近開關,通過螺母可(kě)調與刀柄外圓的距離。
(4)刀柄(bǐng)清潔裝(zhuāng)置。為了保證從工作區(qū)換下刀具刀柄清潔,在將刀(dāo)具換到刀座前,用刀座附(fù)近的吹氣裝置對主軸中的(de)刀柄周(zhōu)圍(wéi)進行吹氣,將切屑(xiè)及切屑液最大程度的吹掉,有利於保護刀具錐柄清潔。
3. 換刀流(liú)程
(1)主軸裝刀流程(chéng)
將超長刀具,如加長鏜刀 25 安放到刀座 29中,加長鑽頭 26 安放到刀座 2 中,刀座數量可依據所需特殊刀具數量而增加。首先,氣控閥 31 中的 Y 向雙控閥切換到氣缸升起的(de)一路,Y 向氣缸 11 升起,Y 向滑板(bǎn) 9 沿著 Y 向導軌(guǐ) 10 經 Y 向(xiàng)阻尼器(qì) 13 停到 Y 向氣缸11 的行程(chéng)末端,Y 向氣缸 11 外部的磁感應開關反饋 Y 向滑板 9 到位,即刀具到達 Y 向換刀位(wèi)置,此時換刀門打開,主軸運行到加長鏜刀 25 的換(huàn)刀點位置,同樣給出反饋信號(hào)。然(rán)後,X 向氣缸 15 在(zài)對應雙控閥的控製下,X 向導軌 17 帶動 X 向托板 12 伸出,經過 X 向阻尼器 20 的緩衝,使 X 向氣(qì)缸(gāng) 15 的活塞(sāi)停在氣缸前端,氣(qì)缸外側磁感應開關給(gěi)出反饋信號,將(jiāng) X 向托板 12 送(sòng)入到換刀點的 X 向(xiàng)坐標位(wèi)
置,此時將(jiāng)刀座(zuò) 29 附近的吹氣裝置清(qīng)潔器 30打開。
接下來,固定(dìng)有刀座 29 的(de) Z 向滑板 24 在 Z向氣(qì)缸 21 的驅動(dòng)控製下,隨著 Z 向導軌 23 伸出,經過 Z 向阻尼器 28 的緩衝,停在 Z 向換刀點的準確位置,氣缸外(wài)部磁感應開(kāi)關給出(chū)反饋(kuì)信號,即將刀具成功插入主軸,待接到主軸刀具夾緊信號後,證明(míng)主軸(zhóu)已將(jiāng)加長鏜(táng)刀 25 夾緊(jǐn),之後主軸抬起大於 300mm 的安全距離後,Z 向滑板 24在 Z 向氣缸(gāng) 21 的控製下隨(suí)著 Z 向導軌 23 反向運動,經 Z 向阻尼器緩衝停至末端氣(qì)缸(gāng)外側磁感應開關給出到位反饋信號,吹氣裝置清潔器30關閉。接到 Z 向氣缸 21 到位反饋信號,X 向(xiàng)托板12 在 X 向氣缸 15 的驅動下隨著 X 向導軌 17 反(fǎn)向運動,經 X 向阻尼器 19 緩衝停止末端氣缸外(wài)側磁感應(yīng)開(kāi)關給出到位(wèi)反饋信號,證明換刀部分已移出工(gōng)作區,此時換刀(dāo)門可(kě)以關閉。
同時,Y 向氣缸 11 反向運動 Y 向(xiàng)滑板 9 降落,經(jīng) Y 向阻尼器 214 緩衝停(tíng)止原始(shǐ)位(wèi)置,此時完成一個裝刀過程。
(2)主(zhǔ)軸(zhóu)卸刀流程
在保證主軸遠離 Y 向(xiàng)換(huàn)刀點安全距離300mm 以上時候,重複上述主軸裝刀流程的步驟,輔助換刀係統(tǒng)到達換刀點後,主(zhǔ)軸降落到 Y向換刀點(diǎn)將加長鏜刀 25 放入到刀座(zuò) 29 中(zhōng),接近開關 27 給(gěi)出刀具放好信號,主軸鬆刀並給出鬆刀信號,接到(dào)主軸鬆刀信號後 Z 向滑板 24 在 Z向氣缸 21 的控製下隨著 Z 向導軌 23 反向運動,經 Z 向阻尼器(qì)緩(huǎn)衝停至末端氣缸(gāng)外側磁感應開關給出到位(wèi)反饋(kuì)信號,主軸 X 向移動到加長鑽頭26 的換(huàn)刀點(diǎn),刀座 34 附近(jìn)的吹氣裝置清潔器 35打開(kāi)。
接下來,固定有刀(dāo)座 34 的 Z 向滑板 24 在 Z向氣缸 21 的驅動控製下,隨著 Z 向導軌 23 伸出,經過(guò) Z 向阻尼器(qì) 28 的緩衝,停在 Z 向換刀點的準確位置,氣缸外部磁感應開關給(gěi)出反饋信(xìn)號,即將加長鑽(zuàn)頭 26 成功插入主軸,待接到主軸刀具夾緊信號後(hòu),證明主軸已將鑽頭夾緊。之後重複主軸裝刀流程中的(de)換刀係統退回流程,至此,完(wán)成一套卸刀及裝刀流程。
4. 結語
輔助換刀(dāo)係統解決了常規臥式加工中心刀庫無法裝載超長刀具、超重刀具的弊端,對於(yú)減少加工輔助時間,提升加工(gōng)中心的利用率具有重要的(de)意義,該輔助換刀係統的結構方式可應用到其他加(jiā)工中(zhōng)心中,具有(yǒu)廣泛的應用範圍,尤其對於應用(yòng)到生產線(xiàn)中的設備,將大大(dà)提高自(zì)動化生產(chǎn)線的節拍。
投稿箱:
如果您有機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界(jiè)視點(diǎn)
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬(shǔ)切(qiē)削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新(xīn)能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年(nián)10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽(qì)車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一(yī)台加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發展趨(qū)勢
- 國產(chǎn)數控(kòng)係統和數控機床何去何從?
- 中國的技(jì)術(shù)工人都去(qù)哪裏(lǐ)了?
- 機械老板做了十多年,為何還(hái)是小作坊?
- 機械行業最新自殺性營銷,害人害己!不(bú)倒閉才
- 製造業大逃(táo)亡
- 智能時代(dài),少談點智造,多談點製造
- 現實麵(miàn)前(qián),國人沉(chén)默。製造業(yè)的騰飛,要從機床(chuáng)
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻(gōng)螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工工藝的區別