


航空航天—刀具(jù)改變工藝(yì)
2021-11-25 來源:伊斯卡技術經理(lǐ) 作(zuò)者: Andrei Petrilin
前言
在航空航天零件的加工中,主要的(de)挑戰與零件材料相關。鈦(tài)合(hé)金、高溫超級合金(HTSA)和耐蠕變鋼(gāng)的切削加工困難,是整個飛機供應鏈(liàn)的加工瓶頸。這些材料的機械加工性能差,導致切削速度(dù)低,大大(dà)降低了生產率,縮短了刀(dāo)具壽命。而這些因素(sù)都(dōu)與刀具直接(jiē)相關。事實上,當(dāng)處理難以加工的典型航空(kōng)航天材(cái)料時,刀(dāo)具的功(gōng)能性決定了現有生(shēng)產力的水平。實際情況是,切削刀具的(de)發展滯後於機床,而這種(zhǒng)差距限製了高端(duān)機床在製造航空部(bù)件時性(xìng)能的發揮。
現代飛機,特別是無人機(UAV),複合材料的應用比例顯(xiǎn)著增加。複合材料的高效加工需要(yào)特殊刀具(jù),這(zhè)是航空航天工業技術飛躍的焦點(diǎn)所在。
航空級鋁(lǚ)材仍是機身部件廣泛(fàn)使用的(de)材料。鋁的加工看似簡單(dān),但選擇合適的刀具是(shì)成功地高效加工(gōng)鋁所需的密鑰。
複雜的零件形狀是(shì)渦輪發(fā)動機技術的一大特征(zhēng)。大多數幾何形狀複(fù)雜的航空發動(dòng)機部件都是在腐蝕性極強的環境下工作,並由(yóu)難以切削的材料製成,如鈦合金和高溫超級合金(jīn)(HTSA),以確保所需的壽(shòu)命周期(qī)。複雜的形狀、機械加工性能差和高精度的需求相結合形成了生產製(zhì)造(zào)這些零(líng)件的主要困(kùn)難(nán)。先進的多(duō)軸加工(gōng)中心可實現各種去除餘量的(de)策略,從而更(gèng)有效地加工複雜輪廓。但是刀具是直接(jiē)與零件接觸的,對加工的(de)成敗有很(hěn)大的影響。過度(dù)的刀具磨損會影響零(líng)件表麵精(jīng)度,而(ér)不可預測的刀具斷裂則可能導致整個零件(jiàn)報廢。
先進的多任務加工機床、瑞士型車床和安裝動力刀座的車床深刻改變(biàn)了小型零部件的製造工藝,如飛機上各種液壓和氣動係統、致動器(qì)和附件。因此(cǐ),航空航(háng)天工業需要越來越多針(zhēn)對這些先進機床而設計的特殊刀具,以達成加工效率最大化。
切削工具——製(zhì)造係統中最小(xiǎo)的元素——成為顯著提高(gāo)性能的關鍵支撐(chēng)。因此,航空航天零件製造商們和機(jī)床製造商們亟需刀具(jù)製造商(shāng)提供技術創新(xīn)的解決方案,使切屑去除率達到(dào)新水平(píng)。解決方案(àn)的目標很明確:提高生產率和延長刀具壽命。加工具有複雜形狀的特殊航空零(líng)件和大型機身部件需要(yào)一個可預測的刀具壽命周期,以進行可靠的工藝規劃,並及時更換失效的刀具或可更換的切削(xuē)部件(如(rú)刀片)。
刀具製造商在尋找理想(xiǎng)解決方案方麵的選擇有限,也許(xǔ)隻(zhī)能從刀具材(cái)料、刃口(kǒu)形狀和靠譜的魯棒性設計這些方麵考量。盡管選擇有(yǒu)限,刀具製(zhì)造商仍全力以赴提供新一代刀具,以滿足航空航天業不斷(duàn)增長的需求。雖(suī)然新冠(guàn)病毒(dú)嚴(yán)重阻礙了(le)產業的發展,但這(zhè)並不意味著產業需求的減少。最新的刀具設計充(chōng)分(fèn)證明了刀具製造商對航空零部件生產需求(qiú)的響應。
冷卻射流
在加工鈦合金和高溫超級合金(HTSA)和(hé)耐蠕變鋼時,高壓冷卻(HPC)是提高性能和加工效(xiào)率(lǜ)的有效工具。精準(zhǔn)直達的高壓冷卻射流(HPC)可以顯著降低切削區域的溫(wēn)度,確保形成小的片狀切屑。與傳統冷卻方(fāng)式相比,這(zhè)有助(zhù)於獲得更高的切削參數(shù)和(hé)更長的刀具壽命。精準直(zhí)達的高壓(yā)冷卻HPC越來越多地應用於難切削材料的加工(gōng),是航(háng)空(kōng)航天零部件製造的一個明確趨勢。因此,刀具製造商們認為高壓冷卻HPC刀具是一個(gè)重要研發(fā)方向。
伊斯(sī)卡,刀具製造領域的領軍企業之一,擁有豐富多樣的高壓冷卻刀具品種。2020年,伊斯卡通過引入“經典”HELI2000和HELIMILL可轉位刀片的新型(xíng)雙刃銑刀擴展了其產(chǎn)品範圍(圖1)。這一步是伊斯卡(kǎ)開發該(gāi)產品係列的(de)又一裏程碑(bēi)式產品係列。

上世紀(jì)九十年代,由伊斯卡首推的可轉(zhuǎn)位(wèi)銑刀HELIMILL係列(liè),夾持螺旋刃銑刀片。新設計使得刀片裝夾於刀體(tǐ)後形成的(de)刀片前角及後角保持恒定,進而使得切削輕快平順,顯著降低機(jī)床功率消耗。HELIMILL銑刀的設計(jì)理念成為90°主偏角可轉位銑刀設計中被大家廣為熟知並認(rèn)可(kě)的概念。
通(tōng)過對HELIMILL銑刀的逐步修正與改進,伊斯卡增(zēng)添(tiān)了相同理念下(xià)額外的(de)銑(xǐ)削產品係列和具有更多切削刃的刀片(piàn)。優異的性能及豐富的刀具周邊產品使其在機加工行業應用廣泛。因(yīn)此,在(zài)經過(guò)驗證的HELIMILL係列中(zhōng)添加現代高(gāo)壓冷卻HPC刀具設計是對客戶需求的徑直響應,也是下(xià)一步需要開發的刀(dāo)具係列。
在車削方麵,伊斯卡大大擴展了(le)其組裝(zhuāng)模塊化刀具(jù)產品係列,其中包括帶有(yǒu)可轉位刀片的(de)刀杆及可換式刀頭。通過使用鋸齒接觸麵連接,這些刀(dāo)具可適用於搭載(zǎi)不同形狀刀片的各種刀頭,包括(kuò)螺紋(wén)車削和標準ISO車削刀片,針對不同應用均更具靈活性(xìng)。
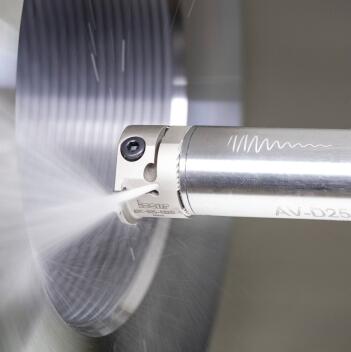
伊斯卡(kǎ)提供沿襲傳統設(shè)計和抗振設計的刀杆,並根據應用進行區別:圓柱柄或多邊形錐柄。圓柱頭銑刀(dāo)的一(yī)個共(gòng)同特點是內冷卻射流(liú)直接輸送到所需的刀片(piàn)切削刃(圖2)。根據圓柱柄刀(dāo)具直徑的(de)不同(tóng),冷卻射流最大壓力從(cóng)30bars至70 bars不等。而帶有多邊形錐柄的刀具可實現300 bars的超高(gāo)壓冷卻。通過降低切削區域溫度和改善切屑控製及排屑,冷卻射流的充分供給提高了(le)刀具壽命。在航空航天業中應大幅增加這一(yī)產品係列的(de)應用(yòng)。
鑽孔解決方案
複(fù)合(hé)材料加工充滿了各種陷阱與缺陷。複合材料的高耐磨性加快了刀具磨損,這縮短了(le)刀具壽命,影響(xiǎng)了刀具性能。鑽(zuàn)孔是複合材料加工中最常見的切削操作,因此即(jí)使是(shì)鑽孔刀具在功能上的微小改進也是至關重要的。
伊斯卡(kǎ)開發了一係列專門針對複合材料加工的新(xīn)型鑽頭。為了提高耐磨性,這些鑽頭的切(qiē)削刃部分通常都由超硬聚晶金(jīn)剛石(PCD)或金剛石塗層製成。根據鑽頭直(zhí)徑的不同,鑽尖可以使用整體PCD刀頭或PCD焊片,在這(zhè)兩種情況下都可以重新修磨5次。CVD金剛石塗層整體硬質(zhì)合金鑽頭另一個獨特的設(shè)計點是:主切削刃呈折線狀。在加工複合材料時,更容易產生加工振(zhèn)動。切削刃的折線形設計大大減少了分層和(hé)毛刺,特別是在加工碳纖維增強塑(sù)料(CFRP)和碳纖維層壓板時。
除複合材料(liào),金剛石塗層鑽頭也適用於加工其他耐磨的工程材(cái)料(liào)。如有必要,也可提供帶內冷卻通孔的選項。
小直徑深孔的鑽削是製造航空航天零件的一種常見作業。伊斯卡的新型整體(tǐ)硬質合(hé)金鑽(zuàn)頭直徑範(fàn)圍為3-10 mm(0.125"-0.391")(圖3),專門用於這類作業。該鑽頭係列結合了鑽尖形狀、雙導向條設計、拋光的排屑槽、複合塗層和內冷卻通孔,在難加工的奧氏(shì)體不(bú)鏽鋼及耐蠕變鋼和鐵基合金加工中,可實現一次(cì)進刀達(dá)成50xD鑽深比。

無懼任何複(fù)雜加工應用(yòng)
因空(kōng)氣動力學的定義,航空發動機渦(wō)輪、壓氣機、葉(yè)輪和整體葉(yè)片轉子(IBR)需要具備複雜形狀。旨在提高航空發動機效率的新發展又進一步增加了這種複雜性。技術的進步帶來了生產成型(xíng)零件的新方法,特別是3D打印,這大大減少了工件材料(liào)的餘量。然而,在製造形狀複雜的航空航天零(líng)件的最終成形方法中,機加工仍然是(shì)最常見的方法。五軸加工和CAD/CAM係(xì)統的進步豐富了製造商的解決方(fāng)案,以克服零件(jiàn)生產中的困難。
在具有複雜形狀(zhuàng)表麵航空航天零件的五軸加工中,鼓形銑(xǐ)刀具有良(liáng)好的應用前景。伊斯卡已開發了一係列直徑範圍8 – 16mm(.312" - .500")的鼓形銑(xǐ)刀,有兩種設計結構:整體硬質合金立銑刀及帶有(yǒu)變形金剛螺紋接口的可換(huàn)頭式(shì)刀具。將這些刀具應用於加(jiā)工中可有效優化葉(yè)片的生產製造。
可靠的多任務處理
在緊湊型多任務機床和瑞士型車床上進行加工時,能否有(yǒu)效排屑很大程度上取決於刀具(jù)的正確選擇。為了提高生產率,需要(yào)最大限度地保持刀具的剛度和最小化刀具的懸伸(shēn)以在受限空間加工作(zuò)業。
最近,伊斯卡推出了NEOCOLLET卡簧夾頭,新款刀夾係列,提供了一種替代ER卡簧用於夾緊(jǐn)刀具的方案。該係列適(shì)配的典型刀柄之一是(shì)錐柄(bǐng),可直接內置於彈簧夾頭刀柄中(圖(tú)4),確保剛性和可靠的連接(jiē),以提(tí)高刀具性能。新係列(liè)可夾持伊斯卡硬質合金T型可換槽(cáo)麵銑刀頭的夾具。

如前所述,采用高(gāo)壓冷卻可以極大地改善加工結果(guǒ),特別是在(zài)加工鈦、高溫超級(jí)合金(HTSA)和難加工的不鏽鋼時,這些材料是飛(fēi)機液壓和氣(qì)動係統以及小型配件的主要材料。新型車刀係列(liè)具有方柄和螺絲夾緊(jǐn)的55°菱形刀片,采用HPC技術,便於在小直徑零件上進行縱向車削、端麵車(chē)削和(hé)仿形車削(圖5)。

所(suǒ)有案例都說明了刀具製造(zào)商正試圖尋找更為有效的解(jiě)決方案,以滿足航空航天工業的新(xīn)要求。由於新冠病(bìng)毒的影響(xiǎng),工業增長放緩,飛機產量減少,但刀具製造商對合(hé)作夥伴需(xū)求的關注並未減弱。相(xiàng)反,伊斯(sī)卡已經開發了新的先進切削刀具,並努力將其成功升級應用於即(jí)將恢複的飛機生(shēng)產中。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年(nián)11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源(yuán)汽車產量數據
- 2024年10月(yuè) 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多
- 機械加工過程圖(tú)示
- 判斷一台加(jiā)工中心精度的幾種辦法
- 中走絲線(xiàn)切割機床的發展趨(qū)勢
- 國產數控係統和數控(kòng)機床何去何從?
- 中國的技術(shù)工人(rén)都(dōu)去哪裏了?
- 機械老板做了十多年,為何還(hái)是(shì)小作坊?
- 機械行業最新自殺性營銷,害人害己(jǐ)!不倒閉(bì)才
- 製造業大逃亡
- 智能時代,少談點智造,多(duō)談點製造
- 現實麵前,國人沉(chén)默。製造業(yè)的(de)騰飛,要(yào)從機(jī)床
- 一文搞(gǎo)懂數控車床加工刀具(jù)補償功能
- 車床鑽孔攻螺(luó)紋加工方法及工裝設計
- 傳統鑽削與螺(luó)旋銑孔加工工藝的區別