


肯納金屬推出FBX鑽頭,用於航空部件高速加工(gōng)
2021-4-12 來(lái)源:肯納金屬 航空部件高速加(jiā)工 作(zuò)者:-
新的模塊化鑽頭為結構件提供(gòng)最大的金屬去除率
肯納(nà)金(jīn)屬推出FBX鑽頭,專門用於航空結(jié)構件的平底鑽孔。在加工高溫合(hé)金、不鏽(xiù)鋼和其(qí)他材料時,獲得專利的(de)FBX鑽頭具有優越的穩定性和高達200%的金屬去除率。新的模(mó)塊化鑽頭適用(yòng)於該新概念產品係列HARVI三件套的第一工序(xù),另外兩個是HARVI™ Ultra 8X和(hé)HARVI™立銑(xǐ)刀係列,這些產品被肯納金屬專門設計用來縮短類似(sì)應用的加工(gōng)時間(jiān)。
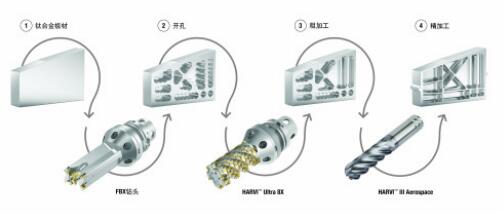
FBX鑽頭是專門開發的新(xīn)概念產品組合的一部分(fèn),用於在加(jiā)工航空航天結構部件時最大(dà)限度地提高金屬去除率和減少加(jiā)工時間。
對(duì)於此類零件來(lái)說,快速去除大(dà)量材料仍然是困難的挑戰。傳統工藝的第一步是使用坡銑加工來去
除材料。這是一(yī)個耗時的過程,金屬去除率低是常態。
“FBX鑽頭結合了平底鑽頭和(hé)z軸插銑(xǐ)刀的優點,大大加快了加工過程。”肯納金(jīn)屬(shǔ)產品經理Georg
Roth表示(shì):“平底設計消除了徑向力,同時(shí)四(sì)個有效的切削(xuē)刃提供了更高(gāo)的進給速度(dù),從而使(shǐ)金屬去除率比傳統的坡銑加工高出200%,為航空航天(tiān)製造企業提高了產(chǎn)能(néng)。”
一旦鑽孔加工完成了(le)零件的基本形狀,下一個工(gōng)藝步驟就是使用可轉位銑刀和整硬立銑刀進行粗加
工和(hé)精加工。
獨特(tè)的設計特點
四個有效的切削刃在鏈(liàn)式鑽(zuàn)孔等(děng)具有挑戰性的應用中提供穩定性(xìng),而大的容(róng)屑槽確保(bǎo)無障(zhàng)礙的切屑
排(pái)出。產品配有一係列可更換的冷卻(què)液(yè)噴嘴,以進(jìn)一步(bù)降低切削熱的積聚。鑽尖為(wéi)雙切削刃和分屑
槽設計,可有效定心並提升進給能力。鑽體的直徑為60、75和90mm三種,有長型和短型(150mm
和95mm)。這種模(mó)塊化鑽頭連接到肯納金(jīn)屬的錐形法蘭(BTF)刀柄後,可通過多種方(fāng)式與主軸連接。

FBX平底鑽的獨特設計將切削力引(yǐn)導至機床主軸,最大限度地減少偏移,同時提高刀具(jù)壽命和金屬去除率。
一種工具,多種功能
FBX非常適(shì)合(hé)實體工件鑽孔、鏈式鑽孔和各種材料(如高(gāo)溫合金(jīn)、不鏽鋼、鋼和鑄鐵(tiě))的(de)鑽孔(kǒng)加工。
在(zài)一般工程和發電市場的類似應(yīng)用中,它(tā)同樣具有通用性和(hé)高效性。
投稿箱:
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年(nián)8月 基本(běn)型乘用(yòng)車(轎車)產量數據