


總線型伺服刀庫在 M8.4 五軸加工中心的應用
2021-2-18 來源:沈機( 上(shàng)海) 智能係統研發設計有限公司 作者:白鑫 都浩
摘要(yào): 針對機械式鬥笠刀庫需要回零操(cāo)作(zuò),並(bìng)且在選取刀具時需要與定位(wèi)、計數接近開關(guān)配合,而接近開關的(de)性能及安裝距離(lí)都會(huì)影響刀具的計數及定位,導致換(huàn)刀(dāo)錯誤的發生。為此設計了一款總線型伺服刀庫係統,利用機(jī)床原有 i5 數(shù)控係統,通過增加伺服驅動(dòng)器及電動機並入係統 Ether CAT 總線(xiàn),利用 PLC 軸控製刀盤旋轉、電動機編碼器(qì)反(fǎn)饋刀號的控製方法,達到快速(sù)及精確自動換刀的目的。
關鍵詞: 伺服刀庫; 五軸加(jiā)工中心; PLC 軸控製(zhì); Ether CAT
1 、機(jī)床刀庫結構及控製總體設計
i5M8.4 五軸(zhóu)加工(gōng)中心整機采用龍門動橫梁(liáng)式結構,床體由床身、左立(lì)柱(zhù)、右立柱、橫梁、滑(huá)鞍(ān)及刀庫(kù)組(zǔ)成,刀(dāo)庫通過基座與床(chuáng)身進行連接,由於機床機械結構的特性,刀庫采(cǎi)用(yòng)台灣臻賞(shǎng)的鬥笠式刀庫,可裝載 20把刀具,通過伺服電動機驅動刀盤旋轉,能夠高速無噪音運轉,並采用主軸抓刀(dāo)的方式進行(háng)刀具交換。機(jī)床整體結構如圖 1 所示。

針對 i5M8.4 五軸機(jī)床與臻賞的鬥笠式刀庫(kù)結構特點,設計開發一種以 PLC 軸為控製核心的鬥笠式伺服刀庫自動換刀控製方法。鬥(dòu)笠式(shì)刀庫的主(zhǔ)要結構包括: 刀盤、卡爪、減速機、伺服電動(dòng)機、支撐架等組(zǔ)成(chéng); 伺服刀庫自動換刀控製主要對刀盤的精準定位、就近旋轉刀盤找刀、主軸刀具定向控製(zhì)、機床伺(sì)服軸的聯(lián)動控製(zhì),以達到快速下刀、就近找刀、精準裝刀並更新刀(dāo)具信息(xī)的換刀流程。
2 、伺服刀庫(kù)自動換刀的控製(zhì)方法
通過對鬥笠式刀(dāo)庫換刀流程的分(fèn)析,設計自動換刀的整體(tǐ)控製方案,確(què)定將伺服刀庫配置為 PLC軸的方法,通過 PLC 軸控製伺服驅動(dòng)器進而控製電(diàn)動機(jī)帶動減速機旋轉,來實現刀盤的就(jiù)近旋轉及精準(zhǔn)定位的目的(de)。PLC 軸本質上是 CNC 的基本坐標軸,它的連接、控製、調節、顯示、參數設定等都(dōu)與普通 CNC 軸(zhóu)一樣需要通過 CNC 進行(háng),但其操作權被移(yí)交給了 PLC。
通過軸的運動三要素: 運動(dòng)方式,運動位移,運動速度由 PLC 給出,而不參與係統的插補指令。
由於刀庫電動機及其伺服驅動器通過 Ether CAT的總線方(fāng)式並入機床的 i5 數控(kòng)係(xì)統,所以刀庫自動(dòng)換刀的係(xì)統控製及 PLC 輸入輸出點位等硬件,可直接利用原 i5 數控係統提供的軟(ruǎn) PLC 進行軟件編程,以及原機床(chuáng)內的(de) PLC IO 卡達到控製伺服刀庫自動換刀的目
的,由此減少了再次投入硬 PLC 編輯器進行開發及控(kòng)製的成本。
利用總線方式控製伺服驅動器,相(xiàng)比其他控製方式更穩定,並且刀(dāo)庫控製與 CNC 可以做到實時交互,在機床聯動與刀庫互鎖的方麵,安全性及(jí)穩定性更高。
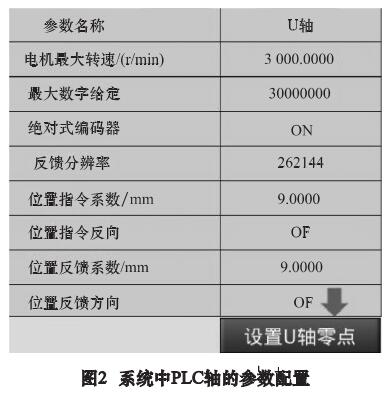
在數控係統中將刀庫伺服配置為 PLC 軸控製(zhì),命名為 U 軸,其相關參數配置如圖 2 所示。
3 、伺(sì)服刀庫控製程序設計
鬥笠式刀庫(kù)由於(yú)沒有機械手的參與,所以與鏈式刀庫和圓盤式刀庫的換刀動(dòng)作有較大的不同,主要表現在換刀動作需(xū)要(yào)主軸的配合,並且換刀采用點對點的換刀方(fāng)式。其換刀動(dòng)作主要(yào)分為以下步驟:
( 1) Z 軸上升至參考點位置,即將主(zhǔ)軸刀具與工件(jiàn)脫離(lí)。
( 2) 主(zhǔ)軸定向至(zhì)規定角度,以便刀具的鍵槽可放入刀庫卡爪中。
( 3) A 軸回零,3 個直線軸運動至(zhì)等待位,刀庫門開。
( 4) 刀盤旋轉,三軸運動至換刀點(diǎn),主軸還刀。
( 5) 主軸(zhóu)鬆(sōng)刀後 Z 軸上升,刀盤旋轉至預換刀位。
( 6) Z 軸下降至換刀點,主軸夾刀。
( 7) 三軸運動至等(děng)待位,刀(dāo)庫門關閉,換刀結束。
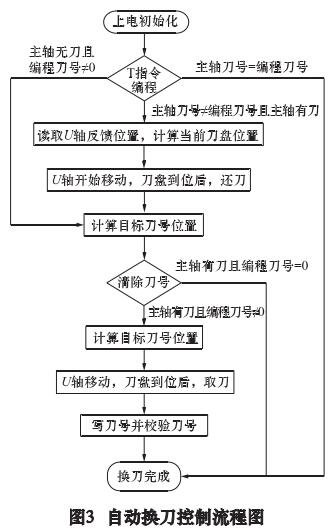
在自動(dòng)換刀的過程中,刀盤的旋轉定(dìng)位控製是關鍵所在。由於刀盤可以雙向旋轉,具體的旋轉方向由當前(qián)刀位與目標刀位的(de)距離決定。為了(le)實現目標(biāo)刀具的快速選取,需要刀盤總是以最短的路徑到達目標刀位,則刀盤的旋轉方向需要由 PLC 計算優化後(hòu)給(gěi)出。為滿足上述要(yào)求,設計如圖 3 所示的控製流程(chéng)圖。
另外,原機械式刀庫在首次換刀時需要與零位開關配合,進行回零動作,以確定一號(hào)刀位(wèi)的具體位置(zhì),而在選取刀具時需要與定位、計(jì)數接近(jìn)開關配合,以進(jìn)行刀(dāo)號的加減,進而給出(chū)當前刀位的刀號; 采用伺服電動機控(kòng)製刀盤定位,由於電動機自帶尼康 20 位絕對值編碼器(qì),無需進行回零動作,當前刀號會實時反饋至(zhì) PLC,而選取刀具的(de)過程則是 PLC 直接將(jiāng) U 軸的目標(biāo)位置及速度傳(chuán)送至 CN,由 CNC 規(guī)劃 U 軸的(de)具體動作進而實現刀盤的(de)旋轉及定位,所以刀具的定位更加精準(zhǔn)。
而原機械刀庫采用接近開(kāi)關定位的(de)方式,接近開關的性能及安裝距離(lí)都會影響刀具的計數及定位,長期使用的(de)過程中,難免會出現遺漏的情況,導致裝刀錯誤的發生。
4 、結語
本文主要通(tōng)過對五軸加工中心刀庫結構及自(zì)動換刀係統的分析,利(lì)用機床(chuáng)原有 i5 數控(kòng)係統,通過(guò)增加伺服驅動器及電動機並入係統總線,並利用 PLC 軸控製的方法(fǎ),設計了一款伺服刀庫自動換刀係統。通過測試證明,采用伺服刀(dāo)庫的機(jī)床與原機械刀(dāo)庫的機床對比,換(huàn)刀時間最多可縮短 9 s( 主軸刀號為(wéi) T1,目標刀號為 T11) ,顯著的提高了換刀效率。
並且利用電動(dòng)機編碼器作為刀(dāo)號反饋,舍去了原有的計數開關(guān),避免了由於接(jiē)近開關的問(wèn)題導致亂刀的可能,提高了自動換刀的可靠性及穩定性。目前,該伺服刀庫控製(zhì)係統已應用至(zhì)車間生產設備上。作為機床刀庫選配型號的(de)一種可供用戶采購。
投稿箱:
如果您(nín)有(yǒu)機床行(háng)業、企業相關新聞(wén)稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有(yǒu)機床行(háng)業、企業相關新聞(wén)稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
")
業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月(yuè) 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新(xīn)能源(yuán)汽車產(chǎn)量(liàng)數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽(qì)車產(chǎn)量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車(chē)產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據
博文選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的發(fā)展趨勢
- 國(guó)產數控係統(tǒng)和數控機床何(hé)去何從?
- 中國的技術(shù)工人都去哪裏了?
- 機械(xiè)老(lǎo)板做了十(shí)多(duō)年,為何還(hái)是小作坊(fāng)?
- 機(jī)械行業最新自殺性營銷,害人害(hài)己(jǐ)!不倒閉才
- 製造業大逃亡(wáng)
- 智能時代,少談點智造,多談點(diǎn)製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文(wén)搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工藝的區別