


【伊斯卡刀具】勝任不鏽鋼(gāng)的加工(gōng)
2020-11-30 來源:-- 作者:-
不鏽(xiù)鋼分類
長期以來,不鏽鋼一直是主流工程材(cái)料。不鏽鋼製品隨處可見,遍布(bù)於渦輪機械(xiè)、廚房用(yòng)具、航空航天工(gōng)程、外科手術、油氣(qì)工業及食品工業等領域。不鏽鋼得以應用得如此廣泛,源於(yú)該材料非常重要的特性—防腐蝕性。 “不鏽(xiù)鋼”及“防腐蝕(shí)鋼”通常被視為同(tóng)義詞,還有諸如防鏽鋼、不鏽(xiù)鋼及無腐蝕鋼(gāng)等詞。不鏽鋼,最初的意思是“免於紅(hóng)色鏽斑”,指鐵(tiě)氧化的結果。腐蝕是化學反應及物理(lǐ)-化學(xué)反應所導(dǎo)致的結果。腐蝕有不同類型。
1.依據其主要(yào)功能特征,不鏽鋼被劃分(fèn)為以下幾類:耐腐蝕鋼 – 在正常(cháng)情況下(xià)免於腐(fǔ)蝕;抗氧化不鏽鋼(gāng)或防鏽不鏽鋼 – 在高溫、不友好環境下具有耐腐蝕性;耐熱不鏽鋼或在高溫應力下不失去強度的耐高溫不(bú)鏽鋼。因此,可將耐腐蝕鋼視作不鏽鋼的一類。
2.以上不(bú)鏽鋼種類的功能特(tè)點(diǎn)決定了在切削刀具設計中對其材料組的選(xuǎn)擇。對從事不鏽鋼加工的製造商而言,關鍵要素是材料的機械加工性。不鏽鋼的機械加工性與鋼的元素含量及結(jié)構相關。據此,不鏽鋼可分為(wéi)以下幾種(zhǒng)類型:鉻不鏽鋼(鐵素體不鏽鋼;馬(mǎ)氏體不鏽鋼(gāng)及鐵素體-馬氏體不鏽鋼);鉻鎳不鏽鋼(奧氏體不鏽鋼及超級奧(ào)氏體不鏽鋼;奧氏體-鐵素(sù)體雙相不鏽鋼);此外,還有一種沉澱硬化不(bú)鏽鋼(PH),既可以是馬氏體型,也可以是半奧氏體型,是一種單獨(dú)的分(fèn)類。
3.判斷不鏽鋼(gāng)屬於(yú)哪(nǎ)種(zhǒng)類型,能幫助評估其機械(xiè)加工性及挑選所需刀具(jù)。在切(qiē)削刀具(jù)的設計中,不鏽鋼的種類是(shì)決定刀具幾何形狀、甄選刀具材料(尤其是硬質(zhì)合金刀具),確定冷卻供應(yīng)的主要因素。
從機械加工性(xìng)的視(shì)角來看,鐵素體不鏽鋼及馬氏體不鏽鋼與(yǔ)高(gāo)合金鋼非(fēi)常相似。因此,ISO 513標準規(guī)約了刀具(jù)應用的主要種類,將鐵素(sù)體(tǐ)不鏽鋼和馬氏體不鏽鋼歸(guī)類至ISO P材料組。然(rán)而,奧氏體不鏽鋼、雙相不鏽鋼及(jí)沉澱硬化(huà)不鏽鋼的情況是完全(quán)不同的。以上(shàng)類型不鏽鋼機械加工性較差,依據其加工性而(ér)歸類至ISO M材料組。
機(jī)械加工性還受到熱處理的影響。在加工(gōng)ISO M類不鏽鋼時,源於這類材料的機械加工性差,刀具切削刃處於重載工(gōng)況:一旦鋼的熱傳(chuán)導(dǎo)性開始變差,高溫(wēn)就會引起熱裂;自硬(yìng)性,源於(yú)加工過程中(zhōng)材料(liào)的變形,導致塑性變形及破裂;材料強度高導致疲勞磨損及破損;材料的粘附性趨勢導致(zhì)積屑(xiè)瘤的產生。
ISO S材料組的應用主要考慮高溫超(chāo)級合金(HTSA),鈦及鈦合金的加工。在眾多的HTSA材料中,有鐵基合金,事(shì)實上,也被稱作耐熱不鏽鋼,其機械加工性較不鏽鋼材料就差了很多。
因此,不鏽鋼(gāng)作為(wéi)一種工程材料的大類,因元素含量、性能及(jí)機械加工性而各不相同。加工不鏽鋼需要(yào)切(qiē)削刀具,刀(dāo)具具有不同的切削形狀,刀具牌(pái)號(hào),涵(hán)蓋了三種主要材料組:ISO P,ISO M及ISO S。
金屬加工行業對用於不鏽(xiù)鋼加工的刀具需求(qiú)呈增長態勢,切削刀具製造商們一(yī)直在為工業增長的需求尋找適合的答複。盡管不鏽鋼的加工曆時已久,切削刀具製造商(shāng)們仍努力探尋能帶來技術創新的進展及提高現有(yǒu)解決方案的新可能性。來自全球切削刀具領軍企業之一伊(yī)斯卡的(de)最新產品,恰是致力於此。
車削刀具
基於經驗累積,伊(yī)斯卡研發了三種ISO車刀片(piàn)斷屑槽。這些斷屑槽(cáo),定義了刀片前(qián)刀麵的形狀,被命名為R3M, M3M 及F3M,指定了主要應用領域:不鏽鋼的粗車加工、半精車加工及精車加工。被應用於雙麵負型車刀片(piàn)及單麵正型(xíng)車刀片的斷屑槽設計。該斷(duàn)屑槽的典型特征是(shì)具(jù)有特定形狀的卷屑台以實現更佳的切屑控製,波紋(wén)狀卷屑台有助於使得刀片免於(yú)受到來自切屑的破(pò)壞。在(zài)設計階段就通過切屑流3D建模對卷屑台的(de)形狀設計做出極大的貢獻。為幫助用戶能識別出各斷屑槽型,在刀片中心孔周邊刻印了圖案,每一類型的斷屑槽均以不同(tóng)數量的齒輪形圖案做出特征標(biāo)識。

在金屬加工領(lǐng)域(yù),瑞士自動機床非常(cháng)適用(yòng)於小規格(gé)不鏽鋼件的加(jiā)工,特別是航空工業及醫療器械工業。伊斯卡最(zuì)近(jìn)推出帶新型NX斷屑槽的車削-切槽刀片,豐富了(le)SWISSCUT INNOVAL係列,該係列是專為瑞士(shì)自動機(jī)床而特別研製的。新型斷屑槽大大改善了在不鏽鋼加工中對(duì)切屑的控製(zhì)。在前麵的案例中,切屑成型(xíng)的3D建模有助於找到優化的切屑形狀。
在切斷及切槽方(fāng)麵,伊斯卡發布了兩種全新的硬質合金牌號用於不鏽鋼的(de)加工,采用了(le)TiAlN(PVD)塗層:IC1010用於中-高(gāo)速切削;IC1030用於低-中速切(qiē)削。在(zài)伊斯卡專家看來,對(duì)伊斯卡最為前沿的硬質(zhì)合金牌號施(shī)予後塗層處理技術(shù)(SUMOTEC),結合新的斷屑(xiè)槽能使得刀具性能更佳,刀具壽命更高。
旋轉刀具
切削刀具的技(jì)術性能在很大(dà)程度上(shàng)取決於其特性。在不鏽鋼鑽削加工方麵(miàn),伊斯卡最(zuì)新的研(yán)發都意在創生(shēng)出(chū)更佳的刀具材料,順(shùn)勢推出兩種新型硬(yìng)質合金牌號:IC806及IC5500。IC806牌號采用了PVD物理塗層,主要用於難加工的耐熱不鏽鋼(ISO S材料組及ISO M材料組)的深(shēn)孔鑽削;而IC5500牌號,其(qí)特點是不僅采用了新的硬質合金基體而且采用了CVD化學塗層,確保在(zài)鐵素體不鏽鋼及馬氏體不鏽鋼(ISO P材料組)的鑽削加工(gōng)中具有高性能。
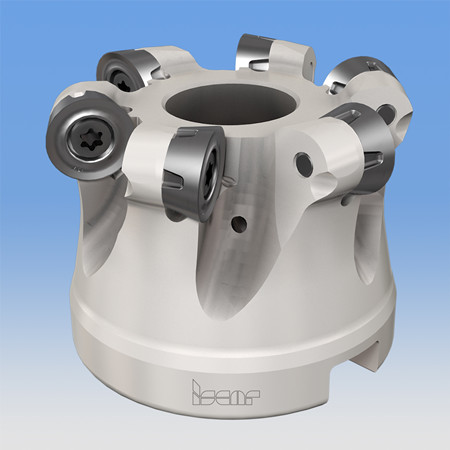
IC5500牌號在鑽削加工中效果顯著,對該(gāi)牌號應用領域的擴張帶來了直接的影響,最終被可轉位銑刀係列所采納。裝夾圓刀片的銑刀係(xì)列最近擴展了新銑刀,用於輪廓表麵的加工,特別是渦輪葉片表麵的加工。新刀片提供兩種設計版本。第一個版本由IC5820牌號製成,用於加工奧(ào)氏體不鏽鋼(gāng)、雙相不鏽鋼以(yǐ)及沉澱(diàn)硬化不鏽鋼(ISO M材(cái)料組及 ISO S材料(liào)組)。第二個版本由IC5500牌號製成,用於加工鐵素體不(bú)鏽鋼及馬氏體(tǐ)不鏽鋼(ISO P材料組)。IC5500牌號,不僅在(zài)鑽削加工中得到驗證,而且作為圓刀片的牌號也顯著(zhe)提高了切削速度。
伊(yī)斯卡最近研發的帶5個螺旋(xuán)槽的整體(tǐ)硬質(zhì)合金立銑刀係列為在奧氏體不鏽鋼、雙相不鏽鋼以及沉澱硬化不鏽鋼(ISO M材料組及 ISO S材料組)的加工提供了有意思的解決方案。立銑刀概念利用了防振原理,具有不等螺距和不等(děng)螺旋角,被納入伊斯卡防振產品。新增元素是副切削刃磨損控製結(jié)構。立銑刀由PVD塗層的超細晶粒硬質合(hé)金(jīn)牌號IC608製成。立銑刀複合了防振式切入,副切削刃(rèn),強(qiáng)固(gù)的(de)錐形芯,先進的耐磨牌號而設計,帶來(lái)了顯著提高的刀具壽命。

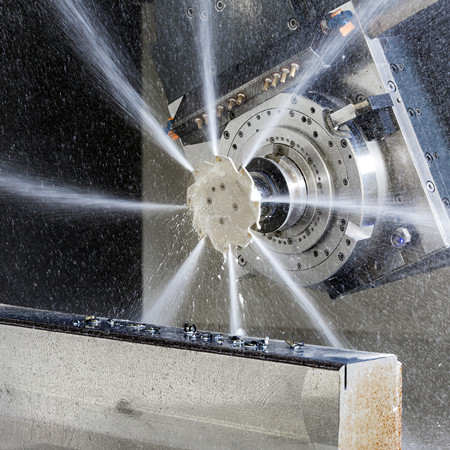
高效冷卻—進階成功之路
在難(nán)加(jiā)工不鏽鋼材(cái)料的加工中,在諸多案例中,高效冷卻是性能優化的一個因素。幾年前推出(chū)的TANGSLIT槽銑(xǐ)刀,冷卻液流經冷卻通道直達(dá)每一(yī)切削刃,為用戶提供了合理的解決方案。該槽銑刀,既適用於低壓冷卻(最高冷卻壓力為10bar),也適用於高壓冷(lěng)卻(最高冷卻壓力為340bar),切削速度最大能提高50%,確保高(gāo)效排屑,提(tí)高(gāo)了被加工表麵質量。
隨著加工領域對高壓冷卻應用需求的(de)增長,伊(yī)斯卡推(tuī)出適用於(yú)螺紋加工的帶冷卻通道的新式刀夾。該刀夾夾(jiá)持帶10個切(qiē)削刃的高(gāo)經濟性刀片(piàn)。
結語(yǔ)
市場不斷對不鏽(xiù)鋼加工提(tí)出訴求更多高(gāo)效刀具的需求,需要切削刀具製造商做出適當的反(fǎn)饋。高度(dù)勝任,高度專業(yè),加上主(zhǔ)動創新精(jīng)神,是這裏的決(jué)定因素,也(yě)是(shì)前進之路。伊斯卡保(bǎo)持決心,並將在今後秉承這一套做法持續發展。
(來源(yuán):伊斯卡刀具;作者:伊斯卡(kǎ)技(jì)術經理(lǐ) Andrei Petrilin)
投稿箱:
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息
州金馬")
業界視點(diǎn)
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年(nián)11月(yuè) 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車(chē))產量數(shù)據