


PCD 車(chē)刀斷(duàn)屑(xiè)器的結構設計
2020-2-14 來源: 寧波大學 機(jī)械工程與力學學院 作(zuò)者:吳劍釗,陳家(jiā)琦(qí),蘭 浩,徐(xú) 磊,於愛兵
摘 要: PCD 車刀被廣泛應用於航空航天、汽(qì)車(chē)零部件等精密(mì)製造業,但在切削加工中產生的切屑纏繞在工件與車刀上,降低工件表麵質量和生產(chǎn)效率(lǜ),縮短車刀使(shǐ)用壽命。根(gēn)據切屑折斷條件,提出了“兩夾一調”的設(shè)計準則,設計並製作了一種應用於 PCD 車刀的斷屑器。該斷屑器(qì)具有不改變車刀原(yuán)有結構並且斷屑範圍可(kě)調節的特點,可以作為 PCD 車刀的附件。以鋁合金材料為例進行了切削(xuē)試驗,並觀察(chá)切屑形狀,試驗結果表明該斷屑器能夠解決(jué)斷屑問題且效果穩定,可以提高機械加工過程中的加工質量和效率,也為研製其他類型刀具的斷屑器提供了(le)借鑒思路。
關鍵詞: 斷屑; PCD; 斷屑器(qì); 刀具(jù)
PCD 車(chē)刀在航空航天(tiān)、汽車零部件等精密製造業加工中得到廣泛應用。PCD 車刀在刀具(jù)使用總量中(zhōng)所占比(bǐ)重越來越大,年耗量以 8%-10%的速度增長。斷屑問題一直是 PCD車刀在切削加(jiā)工過程中亟需解決的難題,連續不斷的切屑纏(chán)繞在工件或刀(dāo)具上,會加大工件已加工表麵粗糙度,降低生產效率,縮短刀具使用壽命,甚至危害(hài)工作人(rén)員的安全。因此,在 PCD 車刀的切削加(jiā)工過程中需要(yào)對切屑進行控製,
切屑(xiè)控製的首要任務就是解決斷屑問(wèn)題。目前,僅有極少數(shù)公司,例如德國 Becker 刀具公司(sī)能夠生產出帶斷屑槽的 PCD 車刀(dāo),但帶斷屑槽的 PCD 車刀的生產難度大、加工成本高且會影響到刀片的強度,因此,帶斷屑槽的超(chāo)硬(yìng)車刀在市(shì)場上幾乎很少應用(yòng),難以得到推廣。本文設計並製作出一種適用(yòng)於 PCD 車(chē)刀的(de)斷屑器,在不改變車刀原有結構的前提下實現斷屑功能(néng),具有裝夾牢固、調(diào)節方便的特點,並通過實驗驗證其斷屑效(xiào)果。
1 、斷屑器(qì)的設計思路(lù)
1.1 斷屑原理
如圖 1 所示(shì),斷(duàn)屑塊(kuài)使切屑向上卷曲,如(rú)果切屑流過斷屑塊上部,切屑(xiè)的根部就(jiù)會加上一個彎曲(qǔ)力矩,在靠近前(qián)刀麵一(yī)側附加了一個拉(lā)應力,在遠離前刀麵一側附加了一個壓縮應力,這樣運動的結果就形成了向上卷曲的切屑。
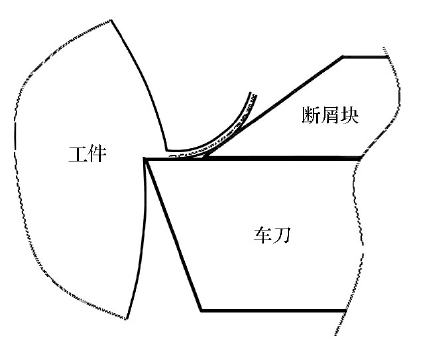
圖 1 切屑生成示意(yì)圖
以(yǐ)最(zuì)大應(yīng)變理(lǐ)論作為切屑折斷判斷的依據,切屑折斷條件可由式( 1) 表示。

式中: ε—切屑內部應變; α—斷麵形狀係數; hch—切屑厚(hòu)度;RC—切屑生成(chéng)時的卷曲半徑; RL—切屑斷裂時的(de)卷曲半徑;εB—切屑斷(duàn)裂應變。利用斷屑塊使切屑(xiè)產生變形,增加切屑內部應變 ε,減少切屑曲率半徑(jìng),從而使切屑折斷,實(shí)現良好的斷屑效果(guǒ)。
1.2 設計準則
作為原有車刀結構的附加裝置,PCD 車(chē)刀斷屑器需要(yào)牢固裝夾於 PCD 車刀,並且可根(gēn)據(jù)不同工況對斷(duàn)屑位置進行調節。因此,斷屑器的結構(gòu)需滿(mǎn)足裝夾牢固、調節方便的特點。本文秉著“兩夾一調(diào)”的設計準則對斷屑器結(jié)構進行設計,“兩夾”指 PCD 車刀原有的壓板夾緊斷屑塊和利用連接杆與螺母對斷屑塊進行輔助裝夾,“一調”是指調節(jiē)斷屑塊在前刀(dāo)麵上的相對位置,以滿足不同的切削條件下的(de)斷屑功能。
1.3 設計思(sī)路
綜(zōng)上所述,根據(jù)斷屑原理(lǐ)與“兩夾一調”的設(shè)計準則設計斷屑器,設計思路如圖 2 所示。
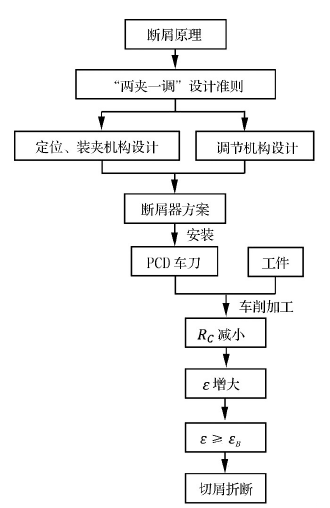
圖 2 設計思路(lù)示意圖
2、 斷屑器的設計方案
如圖 3 所示,斷屑器包括斷屑塊、連接杆和固定螺母組(zǔ)件。斷屑塊固定在刀具原有的壓板下方,且位於刀片的上端麵,刀片通過刀具原有的插銷固定在(zài)刀柄上,斷屑塊(kuài)上設置(zhì)有無需對車刀的(de)原有結構進行改動的斷(duàn)屑塊(kuài)固定裝置。斷屑塊固定裝置(zhì)包括連接杆,連接杆的下端一(yī)體設置有(yǒu)定位凸台,插銷中設置有軸向的連接通(tōng)孔,斷屑塊上設置有固定通孔,連接杆從下至上依次穿過(guò)刀柄、連接通孔和固定通孔
連接杆的上段為螺杆,螺杆向上穿過(guò)固定通孔且通(tōng)過螺母組件將斷(duàn)屑塊固定在刀片上。
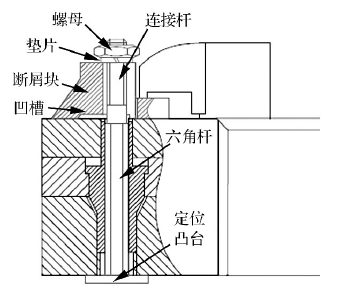
圖 3 斷屑器裝配圖
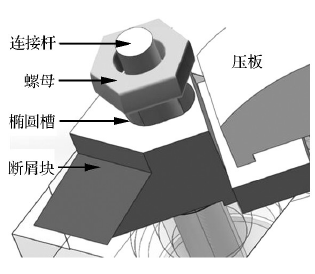
圖 4 斷屑器局部結(jié)構示意圖(tú)
結合圖(tú) 3 和 圖4,“兩 夾 一 調 ”的 實現方案如下:
( 1) “兩 夾 ”方案: 連接杆上端(duān)與螺母(mǔ)通(tōng)過螺紋連接,使斷屑塊裝夾可靠。刀片壓板壓在斷屑塊後端,進一步(bù)保證固定可靠。此外,斷屑塊和連接杆需具備一定的特征,保證斷屑功能。斷屑塊下端麵中(zhōng)部設有(yǒu)凹槽,使其前端和後端與刀片上(shàng)端麵有效接觸。上(shàng)端麵高出刀片壓板前端(duān),避免螺母裝配到連接杆頂部(bù)時(shí)出現幹涉。連接杆下端設置有定位凸台。連接杆需與(yǔ)連接通孔的形狀相匹配,下端為六角杆,上段為螺杆,可與螺(luó)母連接。
( 2) “一調”方案: 斷屑塊頂部設有橢圓槽,便於根據實際工況調整斷屑塊與連接杆的相對角度與位(wèi)置。綜上所述,利用超硬車刀(dāo)自帶零件將斷屑塊固(gù)定在刀片的上端麵,既實現了超硬車刀的斷屑功(gōng)能,又無需對超硬車刀的原有結構進行改動,具有普適性。並且對斷屑塊(kuài)的定(dìng)位、裝夾可靠,拆裝和使用方便,結構簡單,成(chéng)本低廉。
3 、實驗驗證
3.1 實驗方法
首先,應用實驗室的設備儀器,對所設(shè)計的斷屑(xiè)器零件進行 3D 打 印 和 組 裝(zhuāng),做(zuò)初步試驗,優(yōu)化幾何 參 數。確(què) 定 方 案後,采用線切割加工方法小批量製造實體零件,進 行 加 工、組裝、調試,實物如圖 5所示。
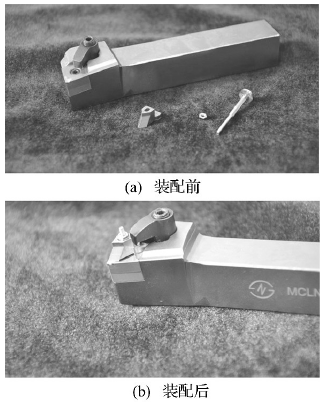
圖 5 斷屑器零件實物(wù)圖
以 PCD 可 轉 位車刀為例,選用鋁合金棒料,對所製作的PCD 車刀斷屑器進行斷屑性能測(cè)試。車(chē)削試驗在 CAK3665型數控車床上進行,無冷卻液,切削用量為: 切(qiē)削(xuē)速度vc= 100m / min,切削深度ap= 0.39 mm,進給速度 f = 0.1 mm / r。
3.2 實驗結果
圖(tú) 6 為切(qiē)屑對比。圖 6( a) 為普通 PCD 車(chē)刀切削形成的切屑,切屑呈帶狀,連綿不斷,斷(duàn)屑效果差; 圖 6( b) 為裝夾有斷屑器的 PCD 車刀切削形成的切屑,斷屑器在前刀麵上被調節至合理位置(zhì),因此切屑細(xì)碎,折斷效果好。這是因為,裝夾有斷屑(xiè)器的超硬車刀切削形成(chéng)的切屑流出時受到斷屑台的直接阻礙,進而變形和卷曲,導致切屑內部應變 ε 值(zhí)變大,當 ε 值超過切屑斷裂應變εB時,切屑折斷[7]。上述結果表明,在 PCD 車刀(dāo)上裝夾斷屑器,可以實現良好的斷屑效果。
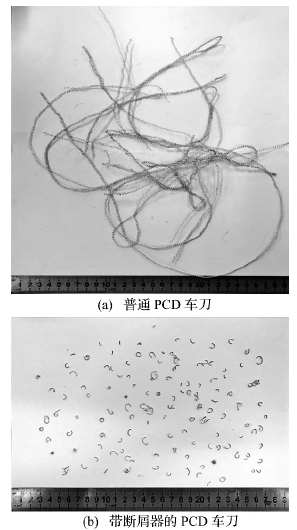
圖(tú)6 有無斷屑器(qì)切削形成(chéng)的切屑對比
根據實驗結果,收集帶斷屑器的 PCD 車刀車削時產生的切屑,進行切屑種(zhǒng)類劃分並統計各類切屑的數量和占比,結果如圖 7 所示。
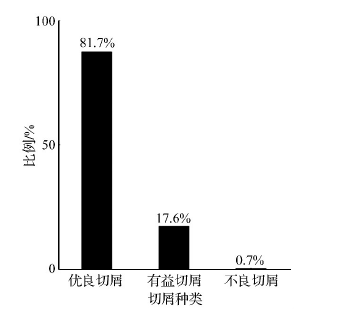
圖 7 各類切屑的數量(liàng)和(hé)占比
從圖 7 中可以看到,切屑(xiè)種類分為: 優良切屑、有益切屑、不良切屑三種。其中,優良切屑占比約為 81.7%,有益切屑占比約為 17.6%,不良切屑占比約為 0.7%,因(yīn)此,超硬車刀斷屑器斷屑率為 99.3%,斷屑效果良好。
4、 結(jié) 論
本文基於(yú) PCD 車刀使用中的斷(duàn)屑需求,設計並製作出一種斷屑器,車削(xuē)實驗表明,該斷屑器具有良好的斷屑效果。所(suǒ)設計的 PCD 車刀斷屑器具有以下特點: 結構簡單,不改變車刀原有結構,使斷屑器成為 PCD 車刀的附件,不影響刀具性能; 裝夾可靠,並具有一定調(diào)節功能,可以根據不同工況針對(duì)性地改變(biàn)斷屑(xiè)塊(kuài)的位置,從而擴大斷屑範圍(wéi)。PCD 車刀斷屑器可以解決 PCD 車刀在車削加(jiā)工中(zhōng)的(de)斷屑問題,提高機械加工過(guò)程中的加(jiā)工質量和(hé)效(xiào)率,也為後(hòu)續設計製作其(qí)他類型刀具的斷(duàn)屑裝置(zhì)提供(gòng)了借(jiè)鑒思路。
投稿箱:
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息(xī)

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據(jù)
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數(shù)據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源(yuán)汽車銷量(liàng)情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎(jiào)車)產量數據
博文選萃
| 更多