


刀具(jù)研(yán)發趨勢
2019-11-4 來源(yuán):瓦爾特 作者:-
減少(shǎo)二氧化碳溫室氣體排放已成為全世界的目標。現在許多地方都在討論征收二氧化碳(tàn)排放稅。德國政府設定了自己的目標,即到2030年,德國的二氧化碳排放量將減少55%。由於新的領域不斷(duàn)湧現,而人們又(yòu)要適(shì)應現有(yǒu)領域,上述要求也對加工(gōng)刀具的研發產生了相當大的影響。這(zhè)是因為現在比以往(wǎng)任何時候都更需要替(tì)代驅動器、更新更輕的材料(liào),以及節省能源和資源的(de)理念。研發人員看到了(le)對刀具、新(xīn)塗(tú)層、新加工策略和數字化解決方案進行設計修(xiū)改的巨大潛力,這些設計修改可實(shí)時響應(yīng)現有框架下(xià)的各(gè)種條件。
圖片1:瓦爾特技術中心

圖文說明:瓦爾特(tè)正在位於圖賓根的技術中心研發未來的創新項目。
坡走銑刀可延長刀具壽命高達(dá)200%
當前的趨勢是用於新型(xíng)輕質鋁-鋰合金。這些材料很快會壓倒傳統刀具,占有絕對優勢。因此,此類應(yīng)用的專(zhuān)用高性能刀具的需(xū)求將不斷增加。
例如,由鋁(lǚ)合金製成的飛機部件的加工量通常高達90%。根據所需的零件幾何形狀,需要從金屬(shǔ)上銑出(chū)許多(duō)坡口和腔體,以確保穩定性,並減輕重量。為(wéi)了經濟高效地生產高質量零件,需要使(shǐ)用高速切削(HSC)工藝對零件進行(háng)加工,切削速度最高可達3000 m/min。切削參數太低(dī)會導致積屑瘤,從而導致快速磨損和(hé)頻繁(fán)換刀。由(yóu)於(yú)較長的機床運行時間,所以(yǐ)成本較(jiào)高。因此,專門從(cóng)事鋁(lǚ)加工的機床營運商有充分的理由要求其刀具獲得高於平均水平的切削數據和(hé)刀具壽(shòu)命,以及特別(bié)高的加工可靠性。
通過設計M2131坡銑刀,瓦爾特的刀具研發人員已經證明了如何應對這些複雜的要求(qiú)。90°銑刀配備了新型的可轉位刀片,其牌號為WNN15。這是一種全新的PVD塗層, 使用“HIPIMS方法”製造。HIPIMS表示“高(gāo)功(gōng)率脈衝磁控濺(jiàn)射”,這(zhè)是一種基於磁控陰極濺射的技術。這種物理塗層工藝的獨特(tè)特點是形成一(yī)層極其致密的平滑PVD塗層,這種塗層(céng)可(kě)降低摩(mó)擦力和積屑瘤的傾向。同時,這種方法提高了(le)切削刃的穩定(dìng)性,並增加了後刀麵磨損的抵抗力,從而實現了最大的金屬去除率。現場測試已經證實,與標準類型相比,HIPIMS可(kě)轉位刀片很有優勢。刀具壽(shòu)命延(yán)長了200%。瓦爾特的銑削高級產品經理Wolfgang Vötsch說(shuō):“用(yòng)於加工鋁合金的高性能刀具需(xū)求正在不斷增長,特別是在航空工業和汽車行業,需求越來越多。”
動態銑(xǐ)削–專注效率的銑削策略
圖2:動態銑削

圖文說明:動態銑削策略需要合適的工件、銑削刀具、機床和CAD/CAM係統
許多行業(特別是供(gòng)應行業),都麵臨著提升加工穩定性、加快加工速(sù)度、降低加工成本、確保加工質量的壓力。在要求(qiú)加工可靠性和成本效率的要求同(tóng)時,還對表麵質量和尺寸穩定性(xìng)做出同樣嚴格的要求。此外,對(duì)輕質或(huò)耐(nài)熱材料的(de)需求也在不斷增長。但是,由於這些性(xìng)質(zhì),來自ISO M和ISO S材料組的(de)這些材料(liào)通常都很難精確加工。
動態銑削為此領域提供(gòng)了解決方(fāng)案(àn),同時確保了生產效率和加(jiā)工可靠性。這就(jiù)是為什麽越來越多的金屬加工公司都依賴這種方法的原(yuán)因。
高(gāo)性能切削與高動態(tài)切削
高性能切削(HPC)與高動態切削(HDC)之間的區別是銑刀的運(yùn)動和受力不(bú)同(tóng)。在高性能切削過程中,銑削(xuē)刀具運動時,切(qiē)深相對較小;而在高動態切削過程中,CAD/CAM控製係統沿著加工工件形狀期間刀具運行的路徑(jìng)進行控製。這樣可防止或至少可減少非切削時間。而且,高(gāo)動態(tài)切削的切削深度比在傳統高(gāo)性能切削中(zhōng)要大得多,即行程距離減小,因為(wéi)可以(yǐ)使用整個的刀(dāo)具長度。
高性能切削過程中的包絡角往往很大。因(yīn)此,過程中(zhōng)的受力也很大。這樣會加快刀具和(hé)機床主軸的磨損。另一方麵,動態銑削的特征在於(yú)加工穩定性高、刀具使用壽(shòu)命長。通常來說,高動態切削所(suǒ)選用的包絡角很小(xiǎo),即(jí)刀具和機床的受力比高性能切削(xuē)要小得多。與高性能切削相比,高動態切削具有較高的切(qiē)削參數、較小的非切削(xuē)時間和(hé)較大的加工穩定性,所以(yǐ)其金屬去除(chú)率非常高。
自適應進刀控製:使用(yòng)實時(shí)參數進行切削參數優化
長期以來,自動化、數字化和(hé)聯網工藝一直得到很多金屬加工領域廣泛應(yīng)用,非常普及。特別是(shì),用於收集和分析實時數據(jù)的硬件和軟(ruǎn)件在性能上產生了巨大的飛躍。
Comara iCut軟件工具證實了(le)這種(zhǒng)工具(jù)如何為優化工藝提供的眾多機會。自適應(yīng)進刀控製實時分析輸入的機床數據並相應地對加工進(jìn)行調整。這回(huí)答了許多用(yòng)戶的一個關鍵問(wèn)題。即在不對工藝進行重大更改或執行複(fù)雜(zá)的重新編程(chéng)工作的情況下,如何(hé)充分發揮機床的效益(yì)?
圖3:Comara iCut

圖文說明:iCut根據切削(xuē)條件動態(tài)調整進刀量。這樣可縮短單件的生產時間(jiān),從而提高加工(gōng)可靠性。
i Cut軟件可大大縮短單件加工時間。該軟件已與現有的控製程序集成,並將該程序中(zhōng)的數據應用(yòng)於加工過程。在切削第一(yī)刀期間,iCut會“學習”主軸的空轉輸(shū)出(chū)以及每刀的(de)最大切削效率。隨後,它(tā)最多測量主軸輸出500次每秒,並在每種(zhǒng)情況下自(zì)動調(diào)整(zhěng)進刀量。也就是說,機床始終以每(měi)種刀具的(de)最大進(jìn)刀(dāo)量運行。如(rú)果切削條件發生變(biàn)化(切削深度、加工餘量、磨損等),iCut會實時調整(zhěng)速度和(hé)輸(shū)出。這不僅(jǐn)對工件的加工時間有積(jī)極(jí)影響,而且優化(huà)的銑削特性還提高了加工可靠性。作用在主軸上的力更加恒定,還延長(zhǎng)了刀具的使用壽命。如果有斷刀的危險,iCut會立即(jí)減少進刀量或完全(quán)停止動作。瓦爾特數字化解決方案經理Florian Böpple說:“使用我們iCut的客戶,其加工效率已(yǐ)經實現了驚人的提(tí)高。如果加工工(gōng)序兼容,則加工(gōng)時間可縮短10%。我們已經設法將加工時間再縮短一半。當數(shù)量很大時,這將騰(téng)出大量的(de)機床加工能力。”此外,無論是否使用瓦爾特刀(dāo)具,此方法都有效,隻需滿足機床的係統要求即可。
使用“Xtended技術”銑削
瓦爾特最近展示了全新一代Xtra•tec®XT銑刀的潛力。他們將(jiāng)設計改進與高性能切削刀具材料結合在一起。也就是說,其重點關注的是提(tí)高生產效率和加工可靠性。最引人注目的設計特點是可轉位刀片的安裝位置(zhì),其傾斜度更大,接觸麵更大(dà)。這降低了刀座的表麵壓力(lì),同時增加了穩定性。較大的螺釘孔橫截麵使可轉位刀片更加穩定,而較長(zhǎng)的螺釘將其更(gèng)牢固地固定到位(wèi)。刀體更加結實,刀片座(zuò)後麵的支撐材料更多(duō)。
圖4:Walter Xtra•tec® XT方肩銑刀
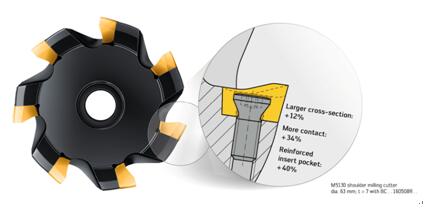
圖文說明:Walter Xtra•tec® XT方肩銑刀和麵銑刀可滿足方肩銑(xǐ)和麵(miàn)銑的所有要求,可加工所有工件材料組。
除(chú)了提高加工可靠性外,刀片的特(tè)殊安裝位置還可增加額外的一個齒,從而提高生產效率。方肩(jiān)銑刀精確的90°方肩有助於減少原本需要進行的額外精加工工(gōng)序。易於拆裝的刀片螺絲優化了操作,有助於防止安裝錯誤。
特別適用於麵銑的M5009銑刀的另一個新功(gōng)能是,銑(xǐ)刀可使用較小的可轉位刀片。這些正是當前朝著減少加工餘量的趨勢。M5009銑刀結合了較小的(de)切削深度和雙麵(miàn)可轉(zhuǎn)位刀片的經濟(jì)優(yōu)勢,其(qí)中有八個有效切削刃,而不是常見的四個。由(yóu)於這些切削刃特點以及可減少額外精加工工序,該銑刀的可獲得更(gèng)高加工效(xiào)率。
我(wǒ)們的創新還擴(kuò)展到可持續性方(fāng)麵。作(zuò)為Walter Green的(de)一部分,Xtra•tec®XT銑刀的生產(chǎn)和供應鏈(liàn)均進行了(le)二氧化碳補償的活動。
以下四例充分說明了我(wǒ)們正在(zài)引領金屬(shǔ)加工行業中的發展方向, 即刀具、加工策略和數字創新領域。同時,它們重點介紹了四種方法,這些方法表明了存在的商機以及應對未來(lái)趨勢和挑戰的方法。
請訪(fǎng)問瓦爾特官網:www.walter-tools.com
投稿箱:
如果您有機(jī)床行業(yè)、企業相關新聞稿件發表,或進(jìn)行資(zī)訊合作(zuò),歡迎(yíng)聯係(xì)本網(wǎng)編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業相關新聞稿件發表,或進(jìn)行資(zī)訊合作(zuò),歡迎(yíng)聯係(xì)本網(wǎng)編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更(gèng)多相關信息
")
業界視點(diǎn)
| 更多

行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用(yòng)車(chē)(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況(kuàng)
- 2024年10月 新能源(yuán)汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年(nián)8月 基本型乘用車(轎車)產(chǎn)量數據
博文選萃
| 更多