


伊(yī)斯卡推出:變形金剛刀頭、斷刀(dāo)片BGM
2019-7-8 來源:伊(yī)斯(sī)卡 作者:-
一、加(jiā)工彈性擋圈內槽的變形金剛刀頭
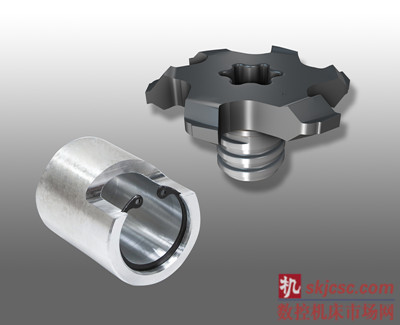
伊斯卡推出新款可換(huàn)硬質合金槽銑刀頭用於加工彈性擋圈內槽,槽寬範圍為1.18mm-3.25mm。刀頭為所需切槽寬度而設計,底部圓弧半徑及頂部倒角依據DIN 471/472 及 ANSI B27.7M標準彈性擋圈(quān)尺(chǐ)寸(cùn)。
直徑12.7mm的槽銑刀頭螺紋(wén)接口(kǒu)為T05;直徑22.5mm的槽(cáo)銑刀頭螺紋接口為T08。兩種規格的刀頭均帶6個切削刃,合金牌號為高韌(rèn)性的采用(yòng)PVD塗層的IC928,采用該牌號具有實現非常高生產(chǎn)率的切削性能。該變形金剛立銑刀頭能裝夾於具有相應螺紋接口的變形(xíng)金剛刀杆,伊斯卡(kǎ)提供(gòng)豐富多樣的具有各種尺寸、材料、形狀的變形金剛刀杆。
二、窄切寬切槽切斷(duàn)刀片BGM
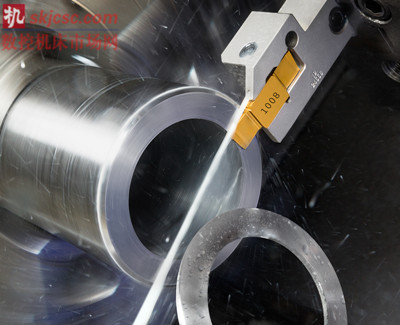
伊斯卡GRIP槽刀係列推出全新(xīn)的BGM刀片,窄切寬刀片切寬範圍為 0.8-1.5 mm,設計用於經濟型切斷、切槽(cáo)加工,最大切斷直徑為(wéi)20 mm,最大切削深度Tmax=10 mm。標準新刀片切寬為0.8, 1.0, 1.2 及 1.5 mm,提供直刃(rèn)刀片及主偏角(jiǎo)為6°及15°的(de)刀片。提供刀方為16,20及25 mm的刀杆。
此刀(dāo)片比同等切寬的(de)此類切斷刀性能更優。新刀片(piàn)通用於切斷(duàn)加(jiā)工,也包括細長工件及薄壁管件的切(qiē)斷加工;也適用於(yú)昂貴材料的切斷加工,因(yīn)窄切寬(kuān)能(néng)節省材料。當加工中刀片切削刃破損,還有(yǒu)另一個切削刃可使用;而(ér)刀片的破損並不會損壞(huài)刀杆。強固而可靠的(de)螺釘夾緊機構,確保提高剛性。
刀具係統與刀片J-型斷屑槽的結(jié)合,使得能實現每轉0.1 mm/rev的進給,高壓冷卻(JHP)係統最大冷卻壓力為(wéi)340 bar。刀片采用了IC1008合(hé)金牌號(基體為IC08,刀片表麵采用了TiAlN PVD塗層)。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
")
業界視點
牌調查")
行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據(jù)
- 2024年11月 分地(dì)區金(jīn)屬(shǔ)切削機床產(chǎn)量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽(qì)車(chē)銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況(kuàng)
- 2024年10月 分地區金(jīn)屬切削機床產量數據(jù)
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新(xīn)能源汽(qì)車銷量情況(kuàng)
- 2024年8月 新能(néng)源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖(tú)示
- 判斷一台加工中(zhōng)心精度的(de)幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統(tǒng)和數控機床何去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何還是小(xiǎo)作坊?
- 機械行業最新自(zì)殺性(xìng)營銷,害人(rén)害己!不倒閉(bì)才
- 製造業大逃亡
- 智能時代(dài),少談點智(zhì)造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車(chē)床加工(gōng)刀具補償功能
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工(gōng)藝(yì)的區別